TC4钛合金外压筒体成形工艺分析
2016-11-28 08:14:36刘钊张成纪腾飞赵斌
化工装备技术 2016年4期
刘钊 张成 纪腾飞 赵斌
(西安优耐特容器制造有限公司)
TC4钛合金外压筒体成形工艺分析
刘钊*张成 纪腾飞 赵斌
(西安优耐特容器制造有限公司)
通过理论和试验的方法对TC4(Ti6Al4V)钛合金外压筒体的成形工艺过程进行了分析。采用压制成形时需较大的成形力,且成形后回弹大,零件尺寸不易保证。在切削加工时刀具易磨损,且切削区散热慢,易出现变形,影响零件加工精度。通过对实际生产所采用的工艺进行分析,制定了较为合理的TC4材料外压圆筒的成形工艺。
钛合金 外压筒体 热压 车加工 工艺分析 变形
0 引言
TC4(Ti6Al4V)钛合金板材因其具有轻质、高比强度、低温力学性能好、耐腐蚀等特性,而被广泛应用于航空航天、汽车、舰船等领域,尤其是在深潜器上用于耐压壳体。钛合金薄壁板材室温下具有塑性变形范围小、回弹严重等特点,故成形较为困难。本文针对TC4钛合金板材制备筒形件的冲压成形、焊接、车加工中的特点,通过对实际生产所采用的工艺进行分析,制定了较为合理的TC4材料圆筒的成形工艺。
1 TC4板材压制成形过程理论分析
冲压成形是指靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的加工成形方法。相对于卷制成形的方法,冲压成形具有生产效率高、产品质量稳定等优点,适用于小直径尺寸的筒形件。
冲压成形采用“UO”成形方法,其主要工艺路线如图1所示。
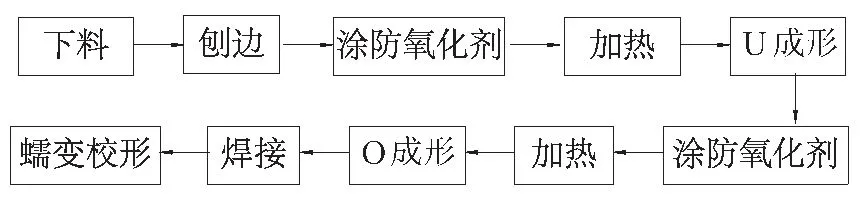
图1 TC4筒体成形工艺路线
TC4钛合金板材在制备筒形件时易裂开、回弹严重,且需要较大的成形力。为了改善TC4板材的加工,在冲压成形过程中增加了工件加热的工序。加热后的TC4板材更易成形,减小了工作压力,且成形后回弹较小。选择合适的加热温度与冲压力是TC4板材制备筒形件的关键。
假设成形过程为一理想弹性变形过程,则冲压力F与弹性模量E有如下关系:

式中a、b——TC4板材长度(冲压长度)和厚度;
E——弹性模量;
ρ0——中性层弯曲半径。
弹性模量E与加热温度的关系如表1所示[1]。

表1 TC4钛合金弹性模量随温度变化表
根据上述冲压力与弹性模量、弹性模量与温度的关系可知,升高温度,弹性模量将会降低,进而减小成形后的回弹,同样也降低了冲压力。
2 TC4外压筒体成形过程试验分析
TC4钛合金板材试制外压圆筒,压制成形。成形后筒体外径为240 mm,壁厚6 mm,筒体长度为1500 mm。投料板材厚度为12 mm,压制成形后,外径单边留3 mm余量,内径单边留3 mm余量。根据图1中所示的工艺路线进行加工。
板材下料方法应根据实际生产能力确定。根据板材厚度情况,可选择合适的下料方法。壁厚≥10 mm时宜采用水切割下料;壁厚<10 mm时采用剪切下料。下料尺寸:S×L(其中S为筒体展长,L为筒节长度)。其中S可按式(1)进行计算;L为净尺寸,下料时增加5~8 mm加工余量。

式中D——冲压成形后筒体外径;
δ——冲压前板材厚度(取测量平均值);
a——冲压时板材碾长量,根据板厚及筒体直径可取3~5 mm。
采用刨边机加工纵缝焊接坡口。板材表面均匀涂抹钛合金用防氧化涂料,电丝炉中加热,加热温度700℃,保温30 min(如图2所示)。

图2 表面涂防氧化涂料
采用压形工装压制成形。油压机的选择可根据式(1)确定合适的吨位。冲压过程可分为预弯与压形两个过程。控制冲压过程中的下压程度及冲压位置,可以保证成形弧度。图3所示为整个冲压过程中筒体的成形情况,即为“U”成形。
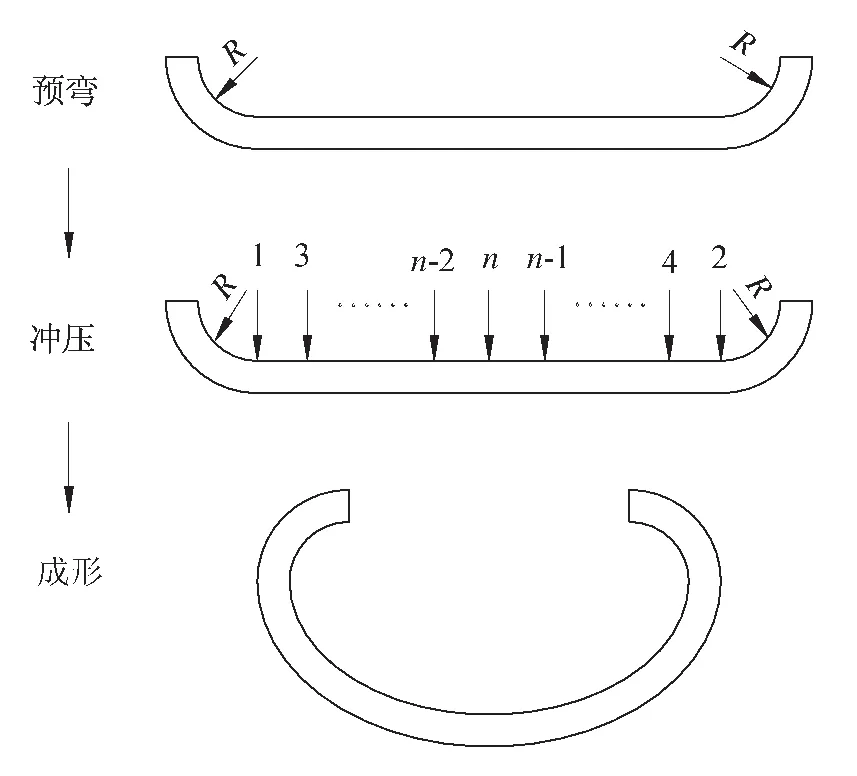
图3 冲压过程
“U”成形之后,再经过表面涂抹防氧化涂料、加热工序之后,进行“O”成形,成形工装及成形过程如图3所示。
成形之后,对纵缝进行焊接。焊后采用图4中的合口模具进行蠕变校形,校形后圆度≤1 mm,即Dmax-Dmin≤1 mm。
焊后对焊缝进行检测,包括无损检测(NB/T47013.2—2015Ⅱ级)、渗透检测(NB/T 47013.5—2015Ⅰ级)等。按此工艺加工,尺寸和焊接质量均合格。
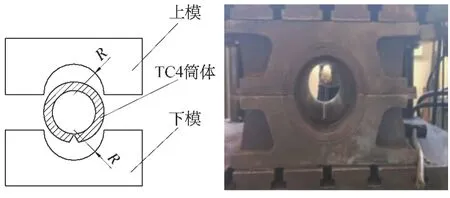
图4 合口模具
3 TC4筒形件的机械加工过程
成形后的外压筒体须进行内外径加工才能达到海洋、航天等高科技领域使用的耐压壳体的精度要求。加工后的壳体为薄壁圆筒,根据TC4钛合金的材料特性,加工过程有下述难点:(1)由于材料的高强度和高硬度特性,对加工刀具要求具备较高的强度和硬度;(2)TC4材料的热传导性较差,切削加工过程中产生的热量无法及时散失,导致刀具磨损加剧,进而影响加工表面质量;(3)卷制成形的薄壁圆筒件车加工过程中,由于外径圆度较差,定心较为困难,需要特殊的工装;(4)薄壁圆筒在车加工过程中随着壁厚的减薄,内应力会有一定的释放,造成加工后筒体圆度较差。
实际生产中为了解决以上问题,分别采用了合适的方法。首先是使用合适的刀具,TC4在车削时要选用硬度高、耐磨损的刀具材料。常用的刀具材料有:高速钢、硬质合金、立方氮化硼(CBN)、聚晶金刚石(PCD)等。其次是在切削过程中控制车刀的前角与后角的大小,即刀具前角、后角都要小些。实际生产中,粗加工TC4钛合金时,切削力较大,前角选为0°~3°的角度[2];精加工时,要得到良好的表面和尺寸精度,要求刀具要锋利,前角、后角、螺旋角要偏大些。精加工TC4钛合金时,前角应为8°~15°[2],此时加工出的表面质量较好。
车加工筒体内外径时需对筒体进行固定,并找出准确的圆心,保证圆周方向切削量相同。由于筒体为板材压制成形,成形后整体圆度较差,所以应设计合适的夹具工装。实际生产中采用如图5所示的工装对筒体进行夹持,通过调节顶丝,改变圆心位置,以满足定心要求。
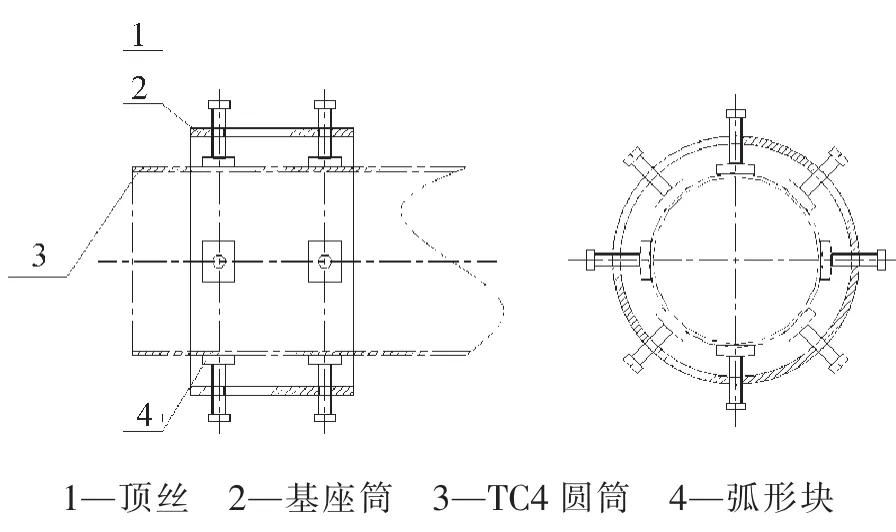
图5 车加工夹具
为了减小车加工后筒体的变形,车加工之前应对筒体进行整体消应力热处理,提前对内应力进行释放。
实际生产中采用图6所示的工艺路线进行加工,得到了较优的效果。
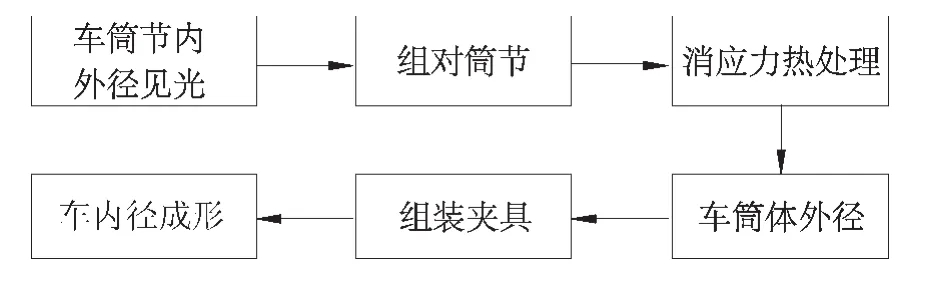
图6 车加工工艺路线
4 结论
(1)TC4钛合金板材在压制成形时,合适的温度与冲压力是关键,通过加热可减小成形后的回弹。
(2)通过实验的方法,验证了成形工艺的合理性。成形后进行了相应的检测,得到了合格的尺寸及焊接质量。
(3)TC4筒形件在车削加工时,首先应选择合适的刀具材料、刀具切削参数以及车加工时的夹具,其次要在整体车加工之前进行消应力热处理,以满足精度要求。
[1]中国航空材料手册编辑委员会.中国航空材料手册(第四卷):钛合金、铜合金[M].北京:中国标准出版社,2002:104-131.
[2]李树侠,朴松花.钛合金材料的机械加工工艺综述[J].飞航导弹,2007(7):57-61.
Analysis of Moulding Process of TC4 Titanium Alloy Cylinder under External Pressure
Liu ZhaoZhang ChengJi TengfeiZhao Bin
The moulding process of the TC4 titanium alloy cylinder under the external pressure is analyzed based on both the theories and the experiments.The results show that the larger forming force is needed through the pressure moulding while the springback after forming is also larger which leads to the instability of the dimension of the components.Furthermore,the cutting tool is easy to be worn and deformed while the cutting zone is difficult to be cooled down,which has negative effects on the machining accuracy of the components.All in all,according to the process study,the reasonable moulding process of the TC4 titanium alloy cylinder under the external pressure is proposed.
Titanium alloy;Cylinder under the external pressure;Thermal pressure;Lathe;Process study; Deformation
TQ 050.6
10.16759/j.cnki.issn.1007-7251.2016.08.015
2016-01-11)
*刘钊,男,1987年生,工学硕士,助理工程师。西安市,710201。
猜你喜欢
固体火箭技术(2023年6期)2024-01-12 11:19:50
化工管理(2021年7期)2021-05-13 00:46:04
水泥技术(2021年2期)2021-04-20 12:37:26
农村实用技术(2021年1期)2021-02-27 08:26:18
科技视界(2020年28期)2020-10-29 09:50:26
航空材料学报(2019年3期)2019-06-05 08:24:44
山东工业技术(2019年5期)2019-03-13 14:26:40
石油化工设备(2018年6期)2018-11-26 09:00:42
浙江科技学院学报(2017年1期)2017-06-01 12:21:29
锻压装备与制造技术(2016年3期)2016-06-05 09:36:10