浅谈Ω 型膨胀节许用外压的确定和外压试验方法的可行性
2020-10-29 09:50焦玉青周忠义
科技视界 2020年28期
焦玉青 柳 强 周忠义
(1.山东四方实业集团有限公司,山东 泰安 271000;2.泰安市金水龙金属容器有限公司,山东 泰安 271000)
0 概述
伴随着我国经济快速发展,压力容器的需求呈现出高参数方向发展的趋势,即更高温度、更高压力、更大直径、更大厚度等方向发展。 致使膨胀节在高参数下的设计、制造及应用显得尤为重要,为此Ω 型膨胀节(图1)得到广泛应用,目前Ω 型膨胀节由于本身结构形式的影响,常规的内压强度试验对波纹管与之连接的端部加强环的环焊缝检漏效果很差, 即给Ω 型膨胀节进行气压试验时,如果产生泄漏,波纹管与端部加强环接触处均匀地产生气泡,而且分布在一整圈的位置,由于端部加强环起加强作用的那部分需与波纹管贴合紧密,气体会根据两者的贴合情况从不同部位漏出。进而形成波纹管与端部加强环产生一整圈的气泡,对泄漏点的查找带来了困难。 本文通过Ω 型膨胀节在实际制造中,强度试验遇到泄漏时,如何查找与波纹管连接的环焊缝泄漏点。依据相关的理论计算确定Ω 型膨胀节的许用外压, 针对Ω 型膨胀节的许用外压确定外压检漏试验压力, 以此压力进行Ω 型膨胀节外压检漏试验,比较常规强度试验与外压检漏试验的优越性。
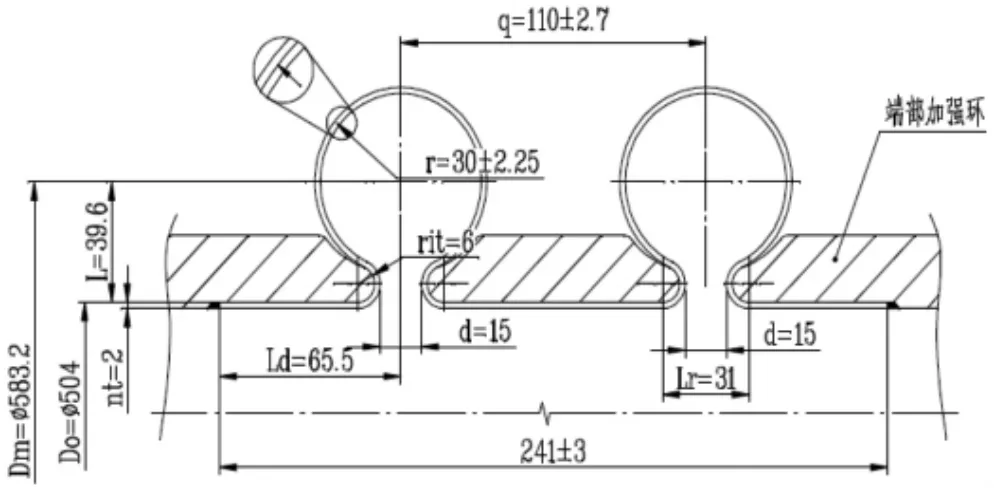
图1 Ω 型膨胀节
1 Ω 型膨胀节许用外压的确定
根据我公司承接的某某项目换热器用膨胀节,针对实际制造中遇到的问题展开理论计算。文献[2]一方面讨论将Ω 型波纹管看成具有加强圈的筒体,Ω 波可以看成是筒体组合的加强圈, 来校核Ω 型波纹管直边强度和稳定性。 另一方面讨论Ω 波部分强度计算。 本文采用推导出的强度和稳定性计算方法,针对此项目用膨胀节进行理论计算, 确定Ω 型膨胀节许用外压,膨胀节的设计参数见表1。
(1)Ω 型波纹管直边壁厚许用外压计算见表2,依据GB 150—2011《压力容器》外压圆筒校核进行的理论计算。

表1

表2

表3
(2)Ω 型波组成的加强圈强度计算见表3。
(3)根据 Ω 型波的强度计算表 4,确定 Ω 型波的许用外压。
从本文表2 中的计算结果可以看出,此膨胀节的外压检漏压力可以定为0.3 MPa 以下是安全的,从Ω型波纹管在负压下自身强度的计算结果,Ω 型波纹管有限元分析结果(比薄壳理论计算大15%左右),可以看出许用外压要高于0.3 MPa。 即使Ω 型波没有足够的刚度和波圆环较大, 受外压时Ω 型波不能保持圆形,有限元分析结果与按薄壳理论的计算公式的计算结果有较大的差异[1]。 也不会影响此处许用外压的确定。膨胀节做外压检漏试验取值必定选用各个强度计算所能满足的最低值,所以膨胀节的外压检漏试验取0.3 MPa 是合理的。
2 检漏试验
传统膨胀节气压试验采用膨胀节两端加密封盖固支的办法进行,由于该膨胀节自身结构形式等因素的影响,检验波纹管与端部加强环连接的环焊缝泄漏点,采用传统打压方法很难实现,为此我们设计了专门的打压结构形式,其结构如图2 所示。 此打压工装对于产生泄漏的Ω 型膨胀节的检验泄漏效果非常明显,由图2 可以看出,在进行外压检漏试验时波纹管环焊缝泄漏点,可以直接在焊缝位置喷肥皂水显现出气泡。
3 结论
本文中计算所得的Ω 型膨胀节许用外压, 作为膨胀节外压检漏试验压力或许偏于保守,但作为检漏试验压力已经够用, 至于Ω 型膨胀节外压试验压力的确定没做讨论。本膨胀通过外压检漏试验找到泄漏点进行修补后, 又进行了内压强度试验满足用户要求,现已经投入使用至今运行平稳,说明Ω 型膨胀节外压检漏寻找环焊缝的泄漏点是可行的。
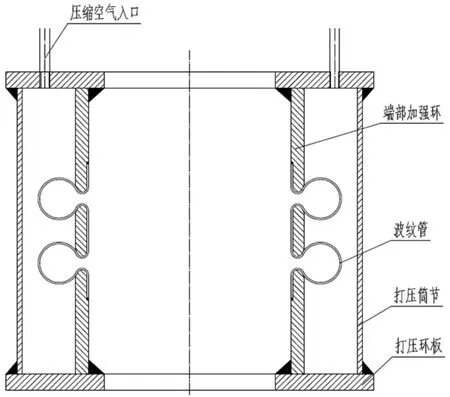
图2 膨胀节结构图
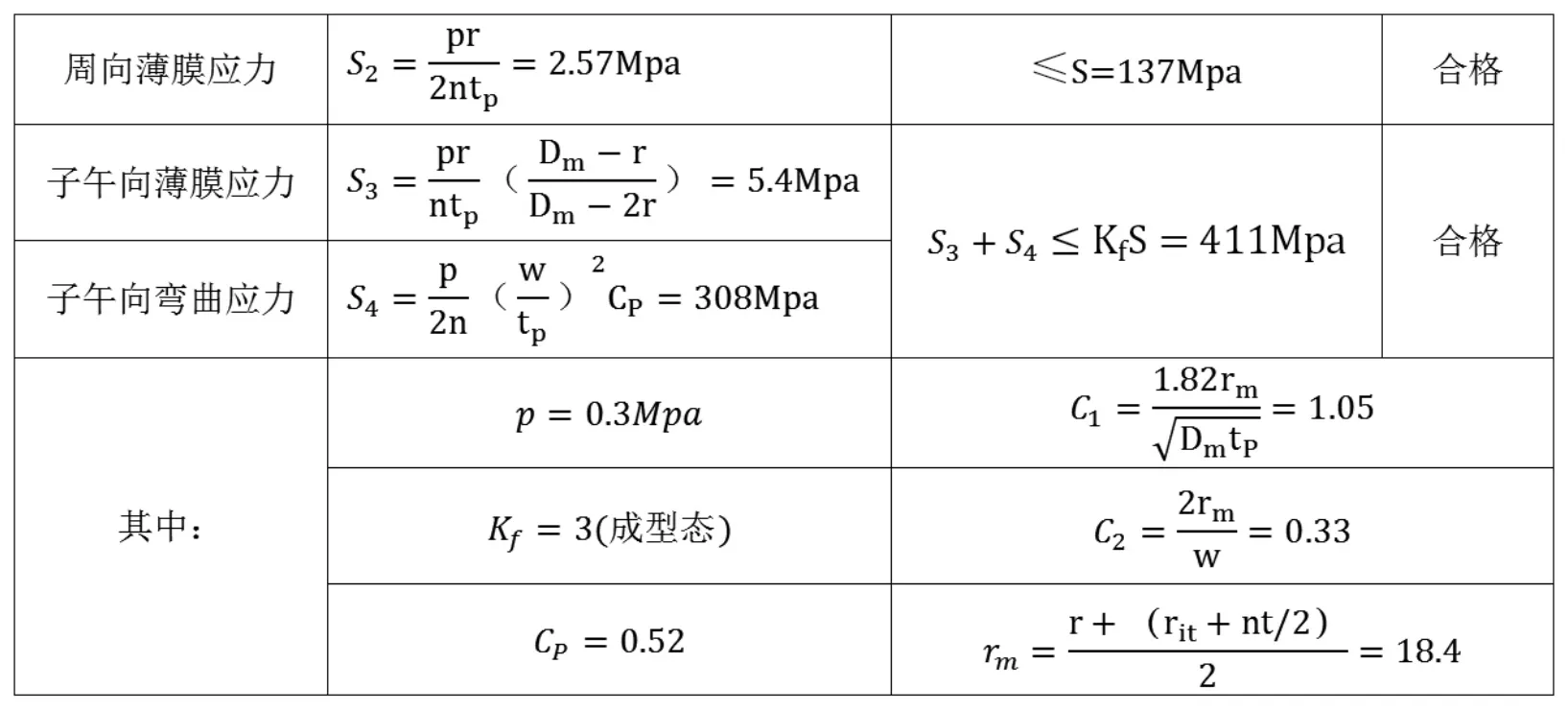
表4
猜你喜欢
固体火箭技术(2023年6期)2024-01-12
大电机技术(2022年4期)2022-08-30
大电机技术(2022年1期)2022-03-16
氮肥与合成气(2021年12期)2021-12-04
新疆钢铁(2021年1期)2021-10-14
铁道通信信号(2020年10期)2020-02-07
山东工业技术(2019年5期)2019-03-13
石油化工设备(2018年6期)2018-11-26
橡塑技术与装备(2018年14期)2018-07-20
科技视界(2016年7期)2016-04-01