夹具制造精度的工艺方法研究
2016-11-27 13:36梁秋生中航工业哈飞工装厂黑龙江哈尔滨150066
橡塑技术与装备 2016年16期
梁秋生(中航工业哈飞工装厂,黑龙江 哈尔滨 150066)
夹具制造精度的工艺方法研究
Research on manufacturing precision of fi xture
梁秋生(中航工业哈飞工装厂,黑龙江 哈尔滨 150066)
在机床制造工艺中夹具是十分重要的一种装备,对提高机床加工零件精度有着十分重要的作用,保证夹具制造是提高机床加工零件精度的基础。所以,在实际加工生产过程中,通过有效工艺方法提升夹具制造精度是十分必要的一项任务,并且在机床加工零件生产过程中也是关键内容。本文就夹具制造精度的工艺方法进行简单研究。
夹具制造精度;工艺方法;研究
在机床工艺生产过程中,保证加工零件精度是提高工艺生产质量的重要手段,而作为机床设备中的重要组成部分,夹具精度对提高零件生产精度有着不可替代的作用。在实际加工生产过程中,相关工作人员应当积极探索,选择科学工艺使夹具制造精度得到有效提升,从而使夹具在机床设备加工工艺中能够得到更好应用,使机床加工工艺能够得到进一步发展。
1 成组加工工艺方法
依据不同制造方法,成组加工法主要分为两种,即合对加工法与镜像加工法。
所谓合对加工法其所指的就是在夹具制造过程中,对于所有成对元件均选择合镗、合磨以及合钻与合铰等相关方法成对进行加工,从而使工件之间存在的位置偏差以及尺寸误差得以消除。在实际夹具制造过程中,该方法实际应用主要包括定位销配置、等高块磨削以及导向孔镗削。
所谓镜像加工法其所指的就是对于具有对称结构的一些夹具元件,可将其对称面作为界限,在加工过程中可先得出双倍长度,并且将适当余量工件加入,之后沿着对称面将其切断,然后适当加工,最终通过镜像原理组合两个对称部件,使其成形,从而使对称度误差得以消除。V型块定位在夹具元件制造过程中是十分常见的一个方面,在设计方面要求其具备自动对中功能,对于两个工作斜面对称度精度具有较高的要求。对于传统V型块制造方法而言,通常情况下都选择整体制造方法,最终精加工两斜面,往往都是利用V型导磁铁以及精密正弦夹具在平面磨床完成。但是该加工方法要使V型对称度保证达到比较理想的状态十分困难。
在镜像加工法应用过程中,可先制作V型块半成品单体,然后沿着对称面将其截断,在经过加工之后得到螺孔,之后利用定向键以及联接螺栓进行组装,使其成为组合式V型块。该加工方法对机床精度要求不高,利用普通机床便能够完成,并且能够使V型块达到较高对称度精度,因此在实际应用过程中具有较高价值。
2 装备加工方法
该方法在实际生产中是比较常用的一种方法,广泛应用于车夹具、钻夹具以及磨夹具等设计制造过程中。在制造钻夹具过程中,为能够使钻套中心轴线对安装基面满足其垂直度要求,在加工过程中唯一能够选择的工艺方法为配置后精镗导向孔。对于这种工艺方法而言,其在制造钻套底孔以及翻转式钻模方面有着更加明显的作用,其能够将组成零件中所累积尺寸误差以及形状误差得以消除,从而能够直接得到设计所需精度。[1]

图1 钻套孔加工工艺
如图1所示,对于钻套孔d1中心轴线而言,其对安装基准面A垂直度精度要求以及对V型定位块中的中心平面位置度精度要求,均为在装配夹具之后将蝶形螺母拧紧。对于该工艺方法而言,其凭借的主要就是坐标镗床精度,可使夹具所要求位置精度得到直接保证。所以,在保证夹具安装基本面及钻套中心轴线垂直度方面该方法最为有效,在实际加工过程中所使用钻镗类夹具导向套底孔,均利用该工艺方法进行加工。
对于夹具上定位元件而言,也可选择装配加工法,从而使在夹具上元件准确位置尺寸能够得到保证。
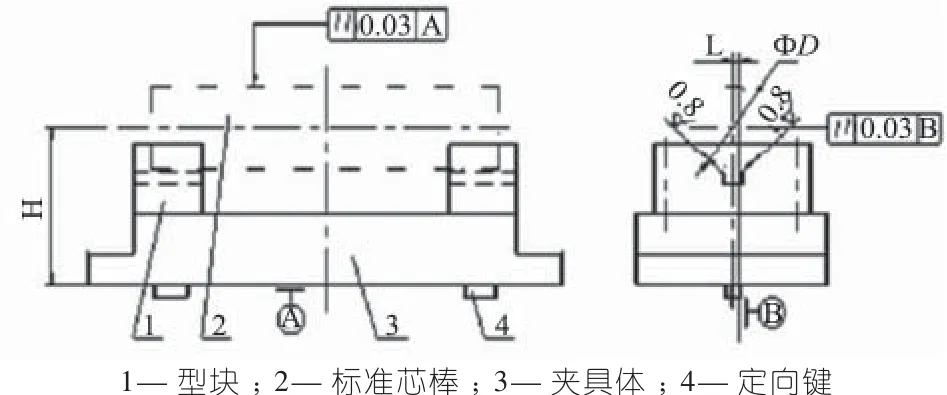
图2 两V型块加工工艺
如图2所示,对于两V型块位置而言,其决定因素为高度尺寸H以及水平尺寸L,在夹具设计过程中,其要求两V型块定位面必须保证完全接触工件,并且也要使两平行度要求得到保证。对于两平行度而言,利用标准芯棒进行检验,该芯棒以双点划线表示。在制造夹具过程中,为能够使H、L以及两平行度得到保证,可先将两V型块制作成斜面,并且要留取磨加工余量足够半成品。在夹具体中拼装V型块,以圆锥销固定V型块以及夹具体,在导轨磨床或者工具磨床上A与B作为定位基准,磨削加工V型块90°斜面,从而使H、L以及两平行度公差要求得到满足[2]。
3 临床加工法
所谓临床加工法其所指的就是利用夹具机床所具备切削功能将另一部件切削掉,从而使彼此间能够消除位置误差,使各个部件保证能够占据理想位置,从而使夹具制造精度得到有效提高。三爪卡盘是现代车床中比较常用的一种附件,该元件在使用时间比较长之后,在卡爪支承面中心及车床主轴中心轴线之间会有不同轴现象产生,在这种情况下,对于卡盘所夹持加工工件表面而言,其与定位基准面之间也会有不同轴产生,从而导致工件加工误差超出规定值。为能够将该类问题解决,可选择临床加工法进行修正。在实际生产过程中,通过车床自身主轴的中心轴线回转精度,对三爪卡盘中心对主轴轴线所产生偏心进行校正,这样一来可以使零件加工质量在很大程度上得到提高。对于对内圆及外圆磨床具有较高精度要求的相关元件,在实际生产过程中均可选择临床加工法,从而使定位元件的工作表面精度得到有效提高。该方法可使夹具制造、装配以及安装等相关环节中所产生误差得以消除,最终使夹具制造能够得到较高精度。
4 过渡基准法
渡基准法是比较常用比较比较有效的一种工艺方法。利用该方法能够使装配整体镗模之后,由镗模两端依次将具有较高同轴精度导向孔加工出来。在水平镗头上将一端模板上导向孔加工好,然后利用垂直镗头在两端模板分别将两工艺基准孔加工出来,对于工艺基准孔中心而言,其应当与导向孔中心线之间保持垂直相交。调转镗模方向,并且将工艺圆柱销装配在工艺基准孔中,将千分表装夹于垂直镗头,同时应当在梁柱上往返移动,从而对两端工艺圆柱销中心位置进行校正。在校正好并且固定之后,便可对该端模板上导向孔进行加工。因此利用该方法是整体装配夹具之后再进行加工,其同轴度能够保持比较高。
5 结语
夹具作为机床设备中的重要组成部分,对零件加工精度有着十分重要的影响,因而保证夹具制造净度也就是十分必要。在夹具制造过程中,应当依据实际情况对不同加工工艺进行合理选择,从而使夹具制造精度能够得到有效提高,使其在机床加工过程中能够得到更好运用。
[1] 袁礼彬,赵永昶.装配加工法在保证夹具制造精度中的应用[J].机械设计与制造,2011,(1).
[2] 袁礼彬.保证机床夹具制造精度的工艺方法[J].装备制造技术,2009,(8).
(R-03)
TH16
1009-797X(2016)16-0087-02
A
10.13520/j.cnki.rpte.2016.16.024
梁秋生(1975-), 男,大学本科,高级工程师,夹模具工艺校对员,研究方向为夹模具制造工艺。
2016-07-19
猜你喜欢
中国设备工程(2022年12期)2022-07-11
中国特种设备安全(2022年1期)2022-04-26
哈尔滨轴承(2021年4期)2021-03-08
制造技术与机床(2019年2期)2019-03-06
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年9期)2017-11-27
中国核电(2017年2期)2017-08-11
浙江大学学报(工学版)(2016年2期)2016-06-05