3D打印桌面机制作CNTs/PLA复合材料制品性能分析
2016-11-27 13:36刘丰丰张涛张玉蕾王成硕焦志伟
橡塑技术与装备 2016年16期
刘丰丰,张涛,张玉蕾,王成硕,焦志伟
(1.北京化工大学机电工程学院,北京 100029 2.珠海天威飞马打印耗材有限公司,广东 珠海519060)
3D打印桌面机制作CNTs/PLA复合材料制品性能分析
刘丰丰1,张涛2,张玉蕾1,王成硕1,焦志伟1*
(1.北京化工大学机电工程学院,北京 100029 2.珠海天威飞马打印耗材有限公司,广东 珠海519060)
3D打印技术已日趋成熟,其简单的成型方式、优良的材料利用率等一系列的优点对传统塑料加工领域的影响日趋深刻。同时3D打印制品依然存在耗材单一、制品用途不广泛等缺点抑制了3D打印技术在传统塑料加工行业中的应用。本文选用3D打印技术中的熔融沉积成型(FDM)加工工艺作为技术支持,使用PLA作为基材,通过加入不同含量的CNTs制作可导电性复合材料作为研究对象,通过对不同配比下CNTs/PLA复合材料所具有的性质进行实验,研究不同配比下CNTs/PLA复合材料的电导率大小的关系。实验结果表明:在CNTs含量为5%的复合材料3D打印制品中就可实现其导电性,电导率为:0.228 1;在CNTs含量为10%的复合材料3D打印制品中导电性较好,电导率为:1.314 7。实验证明了塑料复合材料具备可导电这一性能,并且CNTs含量越高,导电性能越好。本文验证了FDM技术制备可导电性复合材料的产品具有可行性。
聚乳酸;熔融沉积成形;CNTs;FDM试样;复合材料;导电
3 D打印技术作为一种新型新型制造工业技术,被称为“开启第三次工业革命的金钥匙”。该技术又称增材制造技术,运用三维模型建模后使用切片软件将模型切成片状形式,通过点、线、面的形式加工成一个三维实体[1]。3D打印成型技术突破了传统的加工模式,相对于传统加工方法它可以大大降低加工产品的成本,缩短加工工时,避免材料的浪费,且易加工复杂曲面、一次成型、无需模具、可实现设计制造一体化功能的制品。3D打印技术历经了近30年的发展,已得到广泛的应用,如工业制造、航空航天、国防军工、生物医疗、建筑工程、教育教学等各大学科领域[2~3]。
3 D打印技术产品仍然局限于一种或两种原料,制品单一、应用范围有限,难以加工具有特殊要求的功能性制品[4]。现如今,高分子复合材料的应用越来越广泛。而一些特定的例如抗静电塑料、电磁屏蔽材料、字控温发热材料等具有特殊性能的复合材料就需要使用导电高分子复合材料[5~6]。所以,目前制备具有特殊用途的功能性3D打印制品已成为3D打印技术研究的重点[7~9]。
本文将采用基于FDM成型工艺的3D打印机制备碳纳米管(CNTs)/聚乳酸(PLA)复合材料制品,从而研究适用于3D打印技术的可导电性复合材料的成型工艺;探讨3D打印技术中的FDM成型工艺对复合材料性能的影响,验证运用FDM工艺制备可导电3D打印制品的可行性。
1 仪器与材料
1.1 实验材料
本文使用的复合材料材料为CNTs/PLA复合材料,PLA对于3D打印技术有着较好的加工性能,而CNTs作为一维纳米材料,具有许多很优异的性能,如重量轻、六边形结构连接完美、具有许多异常的力学、电学和化学性能等[10]。这样的复合材料即可满足3D打印技术的可加工性能,又可满足可导电这一特殊要求从而制作功能性3D打印制品。本文所选用的原材料为:Nature Works/3052D PLA粒料,美国Nature Works公司;碳纳米管(CNTs):北京天奈有限公司。
1.2 主要设备及仪器
本文将使用天威自主开发的天威CoLiDo M2020桌面3D打印机,该机器成型精度高、工作状态稳定;使用Rheomiss OS流变仪(德国HAAKE公司)将PLA粒料以及CNTs混合形成新型复合材料;使用Wellzoom桌面挤出机(中国米思达公司)将混合后的材料挤出成1.75 mm的丝材,为CoLiDo 2.0桌面3D打印机提供可用耗材;使用HP34401A数字万用表(美国惠普公司)测量该功能性制品导电率;使用JSM-6700F扫描电子显微镜(日本JEOL公司)观察复合材料打印成型效果。
1.3 复合材料的制备
针对CNTs/PLA复合材料的制备,我们选择使用混炼的技术,将不同比例的复合材料放置在哈克Rheomis OS流变仪内,经长时间一定压力下混合搅拌后,生成块状复合材料。之后将其放置在多功能粉碎机中粉碎形成粉末状。本次使用的3D打印机为天威自主开发的天威CoLiDo M2020桌面3D打印机,如图1所示,该机器最大的优点为其成型精度高,且打印性能稳定。随后建立模型,使用桌面挤出机将该复合材料挤出成直径为1.75 mm的丝料后加入天威CoLiDo M2020桌面3D打印机中进行制品的打印工作。

图1 天威CoLiDo M2020 桌面3D打印机
制作两份不同比例的CNTs/PLA复合材料,一份为含CNTs5%(质量分数),一分为含CNTs10%(质量分数)。各用50 g该加入Rheomis OS密炼机内,图2显示的是不同比例复合材料在哈克密炼机中的扭矩/转速与时间的关系。通过比较我们发现,刚开始混炼时,扭矩有一个突增量的变化,随着时间的增加,扭矩缓慢降低直至稳定。这就说明两种材料混合效果较好。
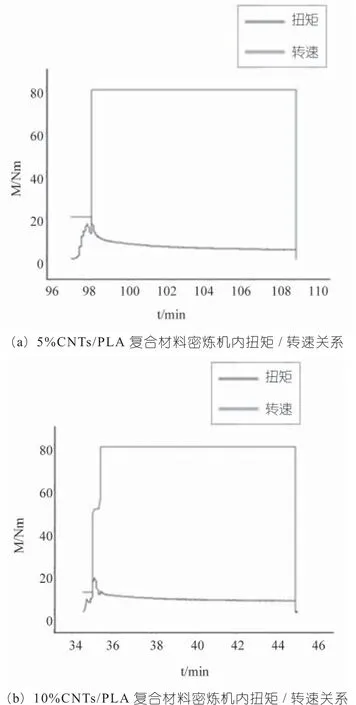
图2 复合材料密炼机内扭矩、转速关系
之后用粉碎机将密炼好的复合材料粉碎30~40 s,成小颗粒状,用米思达Wellzoom桌面挤出机将粉碎好的料熔融挤出成直径为1.75 mm的丝状材料,挤出温度为210℃,便于后期进行导电率的对比实验以及使用M2020桌面3D打印机打印可导电复合材料制品。
针对采用FDM成型工艺的3D打印技术制作样品,首先运用UG8.0软件绘制试样的数字模型,并转化输出为STL格式文件;然后在相关切片软件中打开并设置相关打印数据,包括:层厚0.3 mm,填充率100%,加工温度210℃,打印速率90 mm/s;该功能性制品打印效果如图3所示。

图3 3D打印机正在打印制作可导电复合材料功能性制品
1.4 复合材料性能测试方法
按照电性能分类,可分为:绝缘体、防静电体、导电体、高导体。通常电阻值在108 Ω.m以上的称为绝缘体;电阻值在102~107 Ω.m 范围内的称作半导体或防静电体;电阻值在102 Ω.m以下的称为导电体;电阻值在1 Ω.m以下甚至更低的称为高导体[11]。加入不同比例的CNTs/PLA复合材料,研究复合材料的电学性能。通过对比Φ1.75 mm挤出丝以及打印件的电导率,采用惠普HP34401A数字万用表测量复合材料的电导率,30 mm开始每隔10 mm得到一个测量点,在此测量点用万用表测量20 s时的一个瞬间电阻,共测量出5组数据。
电阻率是用来表示各种物质电阻特性的物理量。
其中R——电阻,Ω ;
λ——电阻率,Ω.;
L——材料长度,M ;
S——横截面积,m2。
电导率G与电阻率λ关系为:
2 结果与讨论
2.1 扫描电镜分析
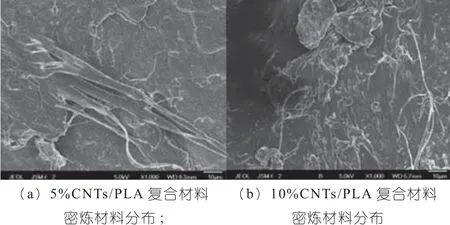
图4 CNTs/PLA复合材料容炼材料分布
采用密炼技术,将CNTs与PLA料按照1:10以及1:5比例混合放入密炼机内,制作两种不同比例的CNTs/PLA复合材料。经过万能粉碎机粉碎后,得到小颗粒状复合材料。经过扫描电镜(SEM)得到如图4所示图片。图中,采用密炼技术混合的5%以及10%CNTs/PLA复合材料中,CNTs分散较为均匀,未有明显的CNTs材料成簇状聚集现象。这对于提高CNTs/PLA复合材料的性能有着至关重要的影响。通过密炼机高速高压下的旋转,可将CNTs均匀的分散在PLA基料内。
图5是不同比例下CNTs/PLA复合材料的3D打印实体扫描电镜照片。图中,不同比例的CNTs/PLA复合材料打印黏接效果较好,未发现明显的空隙,材料表面粗糙度较好。混合后的复合材料具备3D打印耗材的整体要求。
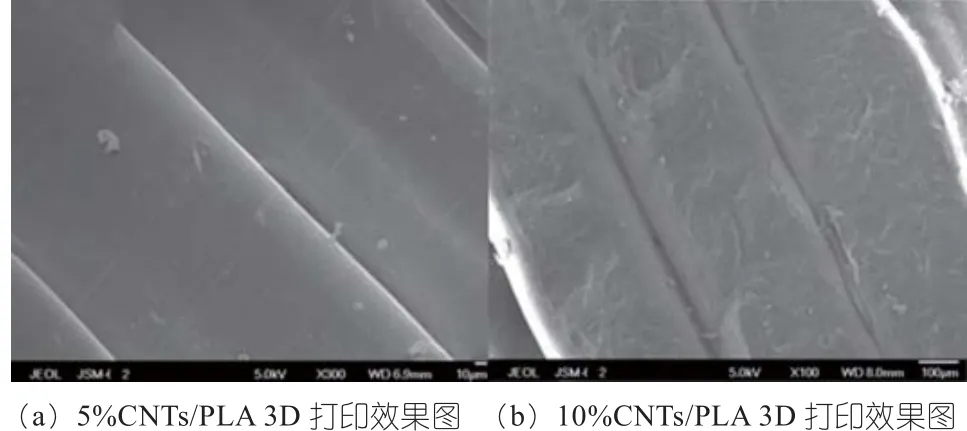
图5 打印效果图
2.2 不同比例复合材料的电阻率对比
从图6可以看出,CNTs含量为10%的CNTs/ PLA复合材料综合电导率明显低于CNTs含量为5% 的CNTs/PLA复合材料综合电导率。而CNTs含量为10%的CNTs/PLA复合材料3D打印制品电阻率与CNTs含量为5%的CNTs/PLA复合材料挤出丝电阻率相似。同时相同比例的CNTs/PLA复合材料,挤出丝的电阻率明显低于3D打印制品的电阻率。这是因为3D打印过程中,Φ1.75 mm的丝料经过0.4 mm喷嘴加热挤出后,改变了CNTs在PLA中的分布情况。并且因为CNTs熔点极高,而PLA熔点较低,在加热打印过程中,PLA塑化变为流动态,而CNTs仍为固态,所以致使CNTs在PLA中分布改变,导致电阻率升高,电导率下降。

图6 不同比例复合材料电阻率对比
2.3 不同比例CNTs/PLA复合材料电导率对比分析
CNTs含量为5%的CNTs/PLA复合材料中,电导率关系如图7所示。从图中可以看出,由于经过较小喷嘴重新塑化挤出后,改变了CNTs在PLA中的分布,影响了导电效果。虽然对电导率有一定的影响,但是从图中可以看出,CNTs/PLA复合材料经过3D打印技术制作的产品的电导率在不同位置的波动大小要明显低于Φ1.75 mm挤出丝电导率。这是因为CNTs在PLA中重新排列后,虽然CNTs在复合材料中的密度有所降低,但是均匀性随之得到了提高,能够提供较为稳定的电导率。这对复合材料性能的提升有着重要的帮助。
图8所示的是10%含量的CNTs/PLA复合材料Φ0.8 mm打印丝料以及3D打印制品电导率对比图。图中我们可以看出,经过打印丝料以及打印制品的电导率平均值未有明显变化。数据显示,Φ0.8 mm复合材料打印丝料电导率平均值为1.533 8 S/m,而3D打印制品电导率平均值为1.314 7 S/m。这表明,经过3D打印技术制作出来的制品,层与层之间粘接效果良好,并且具有优良的电子通过率。
2.4 实际实验中不同比例CNTs/PLA复合材料导电率对比分析
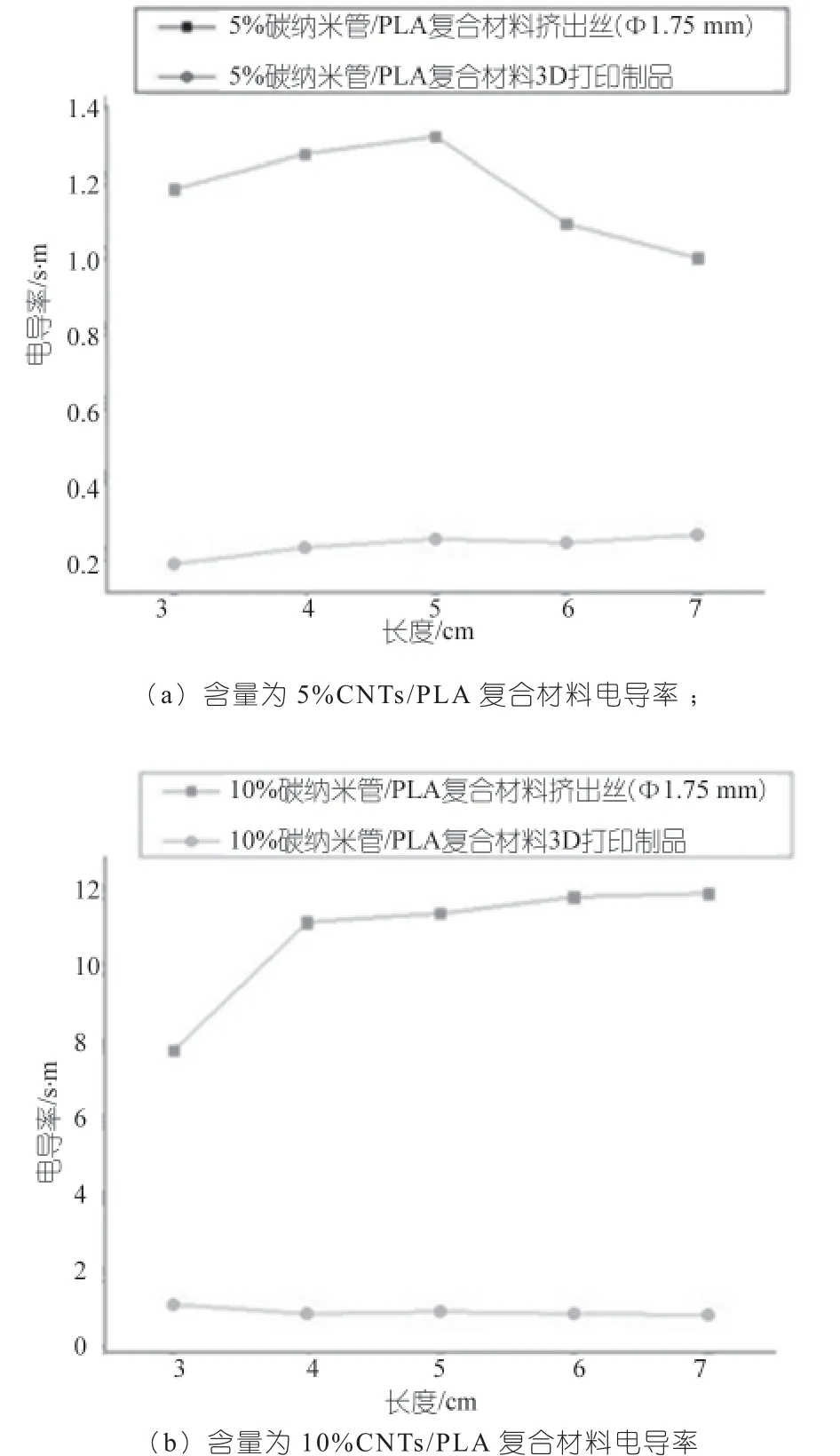
图7 复合材料导电率
使用混合好的不同比例的CNTs/PLA复合材料进行3D打印制品后,使用普通照明灯进行实验,实验结果如图9所示。图中我们可以看出,5%的CNTs/ PLA复合材料照明效果明显比10%的CNTs/PLA复合材料的照明效果要差。表明CNTs含量越高,导电性能越好。这个结论通过上述的电阻率结论也可得出。同时证明了经过密炼机混合的CNTs/PLA复合材料,运用3D打印中的FDM熔融层积技术制备可导电3D打印制品具有可行性。
3 结论
(1)采用密炼技术混合CNTs/PLA复合材料,其混合效果良好,CNTs在PLA基料中分布较为均匀,可达到预期复合材料性能的各项指标。
(2)采用3D打印技术中的FDM熔融层积技术,可打印制作CNTs/PLA复合材料制品,且制品打印效果良好,层与层之间黏接度紧密,对复合材料的特性未有明显影响,3D打印技术具有制备可导电复合材料制品的可行性。
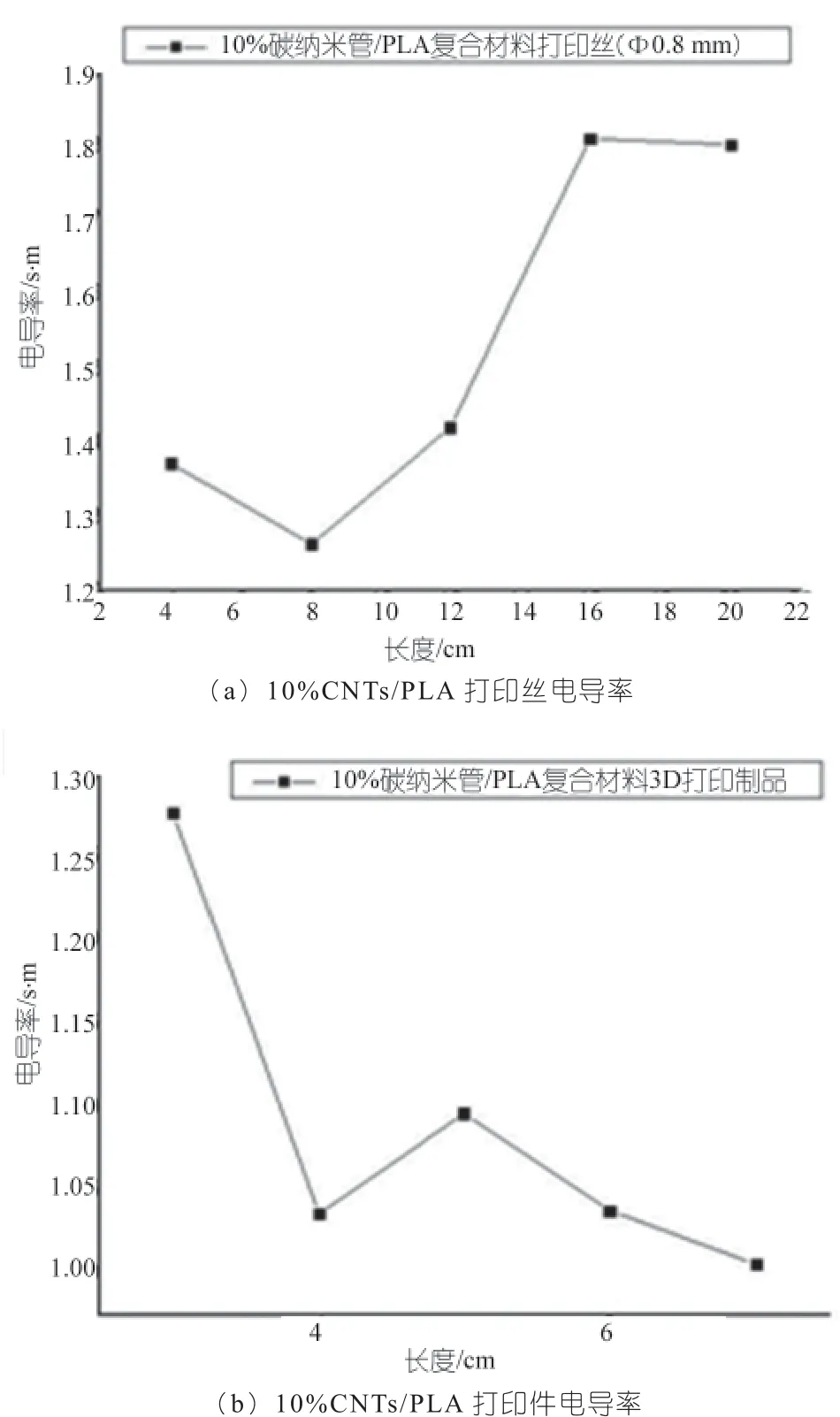
图8 电导率

图9 10%CNTs/PLA复合材料导电效果
(3)通过实验对比,含量为5%的CNTs/PLA复合材料3D打印制品的电导率为0.228 1 S/m;含量为10%的CNTs/PLA复合材料3D打印制品的电导率1.314 7 S/m。CNTs/PLA复合材料电导率随着CNTs在基料PLA中的含量呈现递增的关系。
(4)通过本次实验得出北京化工大学自主研发的熔体微分3D打印机具有制备可导电复合材料3D打印制品的功能及特性。
(5)本文证明,3D打印技术对制备可导电复合材料制品具有可行性,且层高不会影响复合材料导电性能。
[1] 黄卫东.如何理性看待增材制造 (3D 打印) 技术[J].新材料产业, 2013 (8): 9~12.
[2] 王忠宏, 李扬帆, 张曼茵.中国 3D 打印产业的现状及发展思路[J].经济纵横, 2013, 1: 90~93.
[3] 胡晓睿.增材制造技术在国防领域的应用[J].国防制造技术, 2010.4: 037.
[4] 杨卫民.精密注射成型研究进展[J].塑料工业.2007.(5): 28~33.
[5] 李轲,何茜婵,代坤等以聚乳酸为基体的导电高分子复合材料研究进展[J].现代塑料加工应用.2010.6:57~60.
[6] Kalaitzidou K, Fukushima H, Lawrence T.A route for polymer nanocomposites with engineered electrical conductivity and percolation threshold [J].Materials, 2010, 3: 1 089~1 091.
[7] 倪荣华.熔融沉积快速成型精度研究及其成型过程数值模拟[D].山东大学, 2013.
[8] Serra T,Planell J A,Navarro M.High-resolution PLA-based composite scaffolds via 3-D printing technology[J].Acta Biomaterialia,2013,9(3) : 5 521~5 530.
[9] 薛芳,韩潇,孙东华.3D打印技术在航天复合材料制造中的应用[J].航天返回与遥感.2015.36(02):77~82.
[10] 马荣久.导电聚氯乙烯塑料[J].塑料.1983.32(12):45~50.
[11] 张友根.碳纤维复合材料推进汽车科学发展的分析研究[J].现代塑料加工应用.2015.27(06):60~63.
Performance analysis of CNTs/PLA composite materials manufactured with 3D printing machine
Performance analysis of CNTs/PLA composite materials manufactured with 3D printing machine
Liu Fengfeng1, Zhang Tao2, Zhang Yulei1, Wang Chengshuo1, Jiao Zhiwei1
(1.Zhuhai Tianwei Feima Printing Supplies Co.LTD., Zhuhai 519060, Guangdong, China; 2.School of Mechanical and Electrical Engineering, Beijing University of Chemical Technology, Beijing 100029, China)
3D printing technology has become more mature.The infl uence of its simple molding method, excellent material utilization, and a series of advantages on the traditional plastic processing fi eld is becomingmore and more profound.At the same time, 3D printing products still have single material, products are not widely used and other shortcomings, thereby inhibiting the 3D printing technology in the traditional plastic processing industry.The paper selects fused deposition modeling (FDM) process of 3D printing technology as technical support, uses PLA as a substrate, prepares conductive composites as the research object by adding different contents of CNTs, through experiments on the properties of CNTs/PLA composites with different proportions, to study on the relationship between the electrical conductivities of CNTs/PLA composites with different proportions.Experimental results show that the composite 3D printing products with 5% CNTs content can achieve its conductivity, the conductivity is 0.2281; the composite 3D printing products with 10% CNTs content have good conductivity, the conductivity is 1.3147.The experimental results show the properties of electrical conductivity of the plastic composites, and the higher the CNTs content, the better conductive performance.This paper verifies the feasibility of the FDM technology for the preparation of conductive composite materials.
poly lactic acid; fused deposition modeling; CNTs; FDM sample; composite; conductivity
TQ320.774
1009-797X(2016)16-0014-05
B
10.13520/j.cnki.rpte.2016.16.002
(R-03)
刘丰丰(1992-),男,在读硕士研究生,主要研究方向为3D打印复合材料及设备装置。
*通讯联系人
中国国家自然科学基金批准号:510403014;中央高校基本科研业务费专项资金资助(YS1403); 广东省技计划项目。
2016-06-01
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
小天使·一年级语数英综合(2020年5期)2020-12-16
装备制造技术(2020年12期)2020-05-22
铁道通信信号(2020年12期)2020-03-29
党的生活(黑龙江)(2017年10期)2017-11-09
发明与创新(2016年34期)2016-08-22
中国塑料(2016年7期)2016-04-16
北京信息科技大学学报(自然科学版)(2016年5期)2016-02-27
智能建筑电气技术(2015年5期)2015-12-10
橡胶工业(2015年4期)2015-02-23