浅谈橡胶双螺杆膨胀干燥挤出机组的研发
2016-11-27 13:36吴丹刘亚楠大连橡胶塑料机械股份有限公司辽宁大连116039
橡塑技术与装备 2016年16期
吴丹,刘亚楠(大连橡胶塑料机械股份有限公司,辽宁 大连 116039)
浅谈橡胶双螺杆膨胀干燥挤出机组的研发
Research and development of rubber expansion drying twinscrew extruding unit
吴丹,刘亚楠(大连橡胶塑料机械股份有限公司,辽宁 大连 116039)
结合已经成功开发的机组,对橡胶双螺杆膨胀干燥挤出机组的研发原则、工作原理进行介绍,列举了机组的主要性能指标,对其主要组成部分的技术关键点及难点进行了具体介绍。
橡胶双螺杆膨胀干燥挤出机组;技术关键点;难点;研发
橡胶双螺杆膨胀干燥挤出机组主要用于丁基橡胶的后处理干燥生产上,是丁基橡胶后处理生产线中的关键设备。原因在于:技术关键点多,技术含量高,精度要求高,成本比重高,自动化联动控制程度高。
为此,2009年,大连橡胶塑料机械股份有限公司(以下简称“大橡塑”)依据中国石化工程建设公司和中国石化燕山分公司对该项目国产化的要求,把公司多年生产橡胶挤出机和橡胶机械的研发与制造经验和中国石化燕山分公司长期使用进口橡胶双螺杆膨胀干燥挤出机组的实践经验有机结合,根据特有的工艺技术要求,融合进口同类设备的先进技术,自主研发,并对多项关键技术进行攻关,研制出具有自主知识产权的国内首台“XJPG-150×16/150×15橡胶双螺杆膨胀干燥挤出机组”(见图1)。本文对其研发原则、工作原理、主要性能指标、主要组成部分的技术关键点及难点进行具体介绍。
1 橡胶双螺杆膨胀干燥挤出机组的研发原则
(1)机组性能必须达到进口同类设备的水平,可以替代进口;
(2)满足各工序特殊的工艺要求;
(3)设计的各项要求必须符合国家标准和有关的国际标准;
(4)安全性高,人性化,自动化程度高,适应整条生产线联动控制;
(5)经济实用,节能环保;
(6) 全部的配套件均选用质量可靠、技术先进的产品。
2 主要性能指标及组成
2.1 工作原理
橡胶双螺杆膨胀干燥挤出机组主电机提供动力,带动减速箱两根输出轴旋转,从而带动通过直联方式连接在减速箱两根输出轴上的螺杆异向转动。利用两根异向旋转的螺杆,在最小剪切力下(防止降解),将胶料在机筒内进行混炼、挤压,使胶料经模头时发生闪蒸、膨化现象,并由切刀辅助完成黏连处的切削。切粒系统中,调节模板与固定套装在一起,调节模板的转动动力由螺旋升降机提供,使调节模板沿它们的中心进行转动,实现模板开孔率的调节。切刀动力由液压装置中的液压马达提供,能够实现无级调速。
2.2 主要性能指标
橡胶双螺杆膨胀干燥挤出机组入口胶粒性质:
实际水含量 5%~8
温度 <130℃
其他性质 不变
橡胶双螺杆膨胀干燥挤出机组出口胶粒性质:
实际水含量 2%~3
温度 <160℃
其他性质 不变
2.3 主要组成
橡胶双螺杆膨胀干燥挤出机组主要包括:主电机、联轴器、减速箱、减速箱润滑装置、挤压系统、切粒装置、温控系统、液压系统、风送系统等[1],如图1所示。

图1 橡胶双螺杆膨胀干燥挤出机组
3 机组技术关键点及难点
3.1 技术关键点
由于机组挤压系统的悬臂结构,切胶料溶液中含有酸性介质,使得筒体和螺杆耐磨、耐腐材质的选择非常关键,尤其是与胶料接触的部分;为了保证胶料在挤压系统内不长时间停留,螺杆自洁性设计非常关键;机组自动化控制点、联锁多,对电控联动精确性要求非常关键。
3.2 技术难点
受两个输出轴窄中心距的限制,用来平衡轴向力的减速箱的设计、制造有一定难度;即要达到设备的各性能指标,又要满足设备的使用要求,挤压系统中螺杆的结构设计和加工、机筒和衬套的焊接、衬套的加工存在一定难度;要实现切下胶料切不黏结,颗粒均匀,切刀装置的结构设计存在一定难度。
4 机组技术关键点及难点的研发概述
4.1 减速箱
基于减速箱的技术难点,“大橡塑”设计上采用不同结构、不同形式的轴承,平衡了轴向推力,解决窄中心距限制下,确保两根螺杆受力均衡的难点;增加齿轮宽度,加大接触强度及弯曲强度的安全系数,并对速比齿轮的修形。这样,虽然速比齿轮宽径比较大,但是通过严格设计要求、控制好材料、制造关,最终提高了速比齿轮的承载能力,延长了减速箱的使用寿命;整体中分式结构设计,使其成本低,占地面积小,结构紧凑,装配简单、方便,如图2所示。

图2 减速箱
4.2 挤压系统
挤压系统主要由螺杆、机筒组成。
4.2.1 螺杆
基于螺杆难点,依据溴酸挂片耐腐蚀试验,初步确定材质,以系统的理论计算为设计基础,经有限元分析优化设计后,“大橡塑”最终择优确定机组螺杆几何结构、材质。
主、辅螺杆几何结构采用异向非啮合错列式,均由不等距等深、不等距不等深、等距等深多段螺旋组成,螺棱表面全部进行硬化处理,如图3所示。

图3 螺杆
主、辅螺杆材质采用哈氏合金B系列。因为它力学性能非常突出,具有高强度高韧性的特点,即使在焊接状态下也有良好的耐蚀性能,粗加工后固溶处理,处理后其机械性能指标能达满足设计要求,这样也就提高了螺杆的使用寿命。优选了耐磨、耐腐特性,给机加工方面带来一定的难度,因为哈氏合金B的硬度约为普通不锈钢的两倍,螺棱上堆焊合金的硬度还要比它高些。这样,通过反复试切试验,攻关出最合适的刀具材料及切削参数,最终大大提供材料的可加工性。
使胶料在挤压系统内停留时间不要过长,就必须提高螺杆自洁性。具体执行方法:一是螺杆由数控车床加工,光洁度能达到0.8以上,这样,胶料与螺杆一起旋转时,摩擦力较小,很容易作轴向移动,有利于吃料,减少轴用功率。二是螺杆上螺棱推力面与根径需要有一定的角度β(见图4),推力面与根径圆弧采用较大过渡半径R,利于提高螺杆的自洁性能,更利于胶料的环流,使热量传递均,减少外部加热能耗。

图4 螺杆螺棱截面剖视图
4.2.2 机筒
机筒采用焊接组合式结构(见图5),机筒外侧焊有蒸气夹套,内孔镶衬套。机筒、衬套形式采用“∞”字型,衬套内表面硬化处理。机筒的难点是焊接面积大,要求高,操作不当极易产生延迟裂纹。“大橡塑”经多次试验,攻关出了适合此机筒的焊接、焊后去应力的工艺规范。为保证焊接质量的稳定性,焊前预热、焊后保温,并从选材入手,选择合金焊材、合适的堆焊结构,规范操作流程;衬套利用攻关出的专用工装进行组立、焊接后,有效的控制焊接变形量,降低其质量控制难度。
衬套的后续加工也是非常关键。刀具材料、切削参数选择不合理就会降低效率增加刀具损耗,切削方式选择不当就会产生“崩牙”。经过多次的分析研究与试验,采取“压铣”的方式,且使用合理刀具材料、控制切削参数,解决了加工难题。
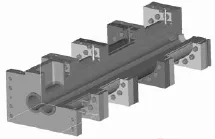
图5 机筒组合
4.3 切粒系统
切粒系统主要由模板调节装置、切刀装置等组成(见图6)。切刀装置是关键。

图6 切粒系统
切刀装置的难点是胶粒极易相互黏结在一起,成块团,橡胶颗粒过大或过小,这些对后序干燥效率有很大影响。因此,切刀装置的设计就变得尤为难。“大橡塑”对比、分析多种切粒形式,进行优化设计,最终采用螺旋切刀形式的切刀装置。其转速可在线无级调速,最高转速达到4 100 r/min;切刀与动力提供件―液压马达的连接方式为渐开线花键直连。这样,使整个的传动副精度高、平稳,承载的扭矩大;经实际生产验证,切刀系统解决了磨面切粒普遍存在粒子极易相互黏结,甚至成块团的现象。原因在于:其一,模板孔的排列角度与滚切刀的螺旋相位角相匹配,实现一粒一粒切割胶料,而不是同时,避免了同时切割带来的黏连。其二,用以输送橡胶颗粒用的压空气流方向与刚切下的粒子的初速度方向匹配,使橡胶颗粒沿切下方向顺势被冷却、输送。
4.4 电气控制系统
基于电控的难点,“大橡塑”控制系统采用PLC程序控制、PROFIBUS总线技术、主控双冗余技术、远程I/O、以太网接入、人机界面等控制技术。
整个电控采用网络式的控制结构,由控制室的操作员站或现场的操作柜来监视、控制机组的运行情况。机组的控制系统采用PLC,控制室的操作员站与PLC之间通过以太网进行数据交换;PLC主从站之间、PLC与现场的操作柜之间、PLC与传动柜之间采用PROFIBUS通讯。
机组设有安全状态监控联锁。开机前机组未达到开机条件不允许开机(主操作台上有显示);工作过程中工艺条件未满足则机组自动停机,并报警,在人机界面上进行相应显示。
机组配有工控机。实现运行中机组重要参数的显示和设定,也可以存储历史运行数据供日后分析使用;报警记录的存储功能可供日后查看,作故障分析和维护修复使用。
所有的紧急停止开关都独立于PLC控制,即采用独立控制回路完成急停功能,并将急停信号送入PLC显示和相关的联锁控制,便于机组维护和检修,具有多方位安全防护意外事故及故障的报警功能。
5 结束语
目 前,“大 橡 塑”已 生 产6套“XJPG-150×16/150×15橡胶双螺杆膨胀干燥挤出机组”,交付用户使用。通过正式生产运行证明,原设计主要技术性能参数的确定、部分装置功能和电控系统设计等方面是合理、先进的;能够达到当代国际先进水平,实现了丁基胶后处理生产线关键设备的国产,填补了国内空白,替代了进口产品,形成了具有自主知识产权的橡胶双螺杆膨胀干燥挤出机组。此机组成为公司的新产品,也是公司新的经济增长点。但相比国外,在整机设备的技术含量上,我们还是有差距,为此,我们会总结预生产、正式生产过程中存在的问题,进一步消化和吸收先进的技术成果,大胆走技术创新之路,国产化的橡胶双螺杆膨胀干燥挤出机组赶超发达国家的目标早日实现。
[1] W E L D I N G E N G I N E E R S LT D.《I N S T R U C T I O N MANUAL》.
(R-03)
TQ320.663
1009-797X(2016)16-0019-03
B
10.13520/j.cnki.rpte.2016.16.003
吴丹(1975-),女,高级工程师,1998年毕业于沈阳化工学院机械设计与制造专业,主要从事合成橡胶后处理设备的研发设计工作。
2016-03-18
猜你喜欢
现代塑料(2022年2期)2022-09-22
设备管理与维修(2020年19期)2021-01-05
商品与质量(2020年31期)2020-12-18
中国粮油学报(2019年4期)2019-07-12
橡塑技术与装备(2018年8期)2018-04-19
机械工程与自动化(2018年1期)2018-04-02
中国塑料(2017年2期)2017-05-17
浙江大学学报(工学版)(2016年9期)2016-06-05
中国粮油学报(2016年5期)2016-01-23
中国塑料(2015年10期)2015-10-14