
中国港珠澳大桥多角度锚箱加工工艺
2016-11-19 06:34丁铁花
工业技术创新 2016年5期
丁铁花
中国港珠澳大桥多角度锚箱加工工艺
丁铁花
(中铁山桥集团有限公司,河北山海关,066205)
锚箱是斜拉桥的重要组成部分,通过锚箱将载荷传递到斜拉索上。以我国建成的港珠澳大桥为例,基于π型组焊件的三维分量新特点,从翻转、固定、角度测量等因素出发,设计制造了一套多角度翻转工作台,成功实现了多角度锚箱机加工。改进后的工艺使得加工精度提高了一倍以上,顺利通过了验收,为各种形式的斜拉桥锚箱制造开辟了新方法。
斜拉桥;锚箱;三维分量;π型组焊件;精度;变形;中国港珠澳大桥
引言
2016年4月11日20时,由中铁山桥集团有限公司承制的,世界上最长的跨海大桥——中国港珠澳大桥青州航道桥中跨合龙段MCL梁段顺利完成吊装,标志着青州航道桥成功合龙,打通了大桥从西人工岛到深水区通航孔桥的通道。
青州航道桥采用双塔双索面钢箱梁斜拉桥,主梁采用流线型扁平钢箱梁。桥跨布置为1 150米,钢箱梁小节段共85段。索塔采用双柱门形框架塔,塔高163米。其中结形撑16段、钢锚箱24对,如图1所示。青州航道桥顺利合龙,为后续桥面铺装施工奠定了坚实基础,为实现中国港珠澳大桥主体工程的全面完工迈出了重要一步。
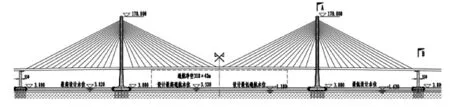
图1 中国港珠澳大桥斜拉桥整体视图
1 锚箱结构特点与制造加工难点
锚箱是由π型组焊件焊在腹板上组成的,其结构主要包括加强板、承压板、隔板和锚板。钢箱梁的载荷通过π型传递到斜拉索,因而π型组焊件既是锚箱主要件之一,也是非常重要的受力构件之一[1-4],其结构如图2所示。

图2 锚箱主要件——π型组焊件
π型组焊件与腹板的相对角度决定了斜拉索的施力方向,对精度的要求特别高(角度公差±0.1°),必须严格控制其制造质量。
由于中国港珠澳大桥锚箱的锚头与索塔柱有1:11.2的倾斜角度,和以往承接的其它桥梁锚头只有Y和Z轴方向的角度相比,增加了一个X轴方向的角度,成为立体锚箱(如图3所示),3个方向的角度由于锚头的位置的变化,角度也都随之改变,每个都不相同,而且该角度的加工精度直接影响钢锚箱的制造精度。
π型组焊件处于腹板外侧,属于偏心受拉状态,要求两者间的焊缝必须熔透,以确保焊接质量。
锚箱的各个件之间,由于传递拉力的特殊构造,带孔承压板与其上焊接件要磨光顶紧,除了角度的精度要求之外,还要达到表面的光洁度和平面度要求。其中的穿拉索的锚孔要求公差0~0.5 mm,表面粗糙度Ra不得大于12.5 μm。
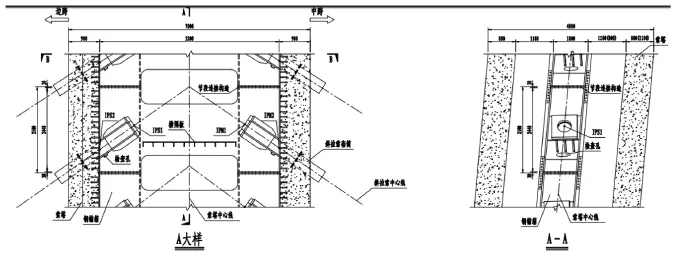
图3 立体锚箱结构图
2 π型组焊件机加工
π型组件一般是单件加工好后组装焊接,对焊接的质量要求较高,因为变形是难以控制的因素。为了保证质量,本次采用首先粗加工、组焊,再机械精加工的办法:其承压板磨光顶紧面,以及孔和锚板的两个侧面留出余量,组焊后进行机加工。为了焊接熔透,锚板的两个侧面加焊了钢衬垫,且钢衬垫也需加工,如图4所示。
3 多角度翻转工作台设计制造
如第1章所述,现有机床设备只能加工两个角度的工件,第三个角度的出现使得加工遇到困难。由于工件量很大,工期也很紧,通过多次研究、论证,最终决定设计一套如图5所示的多角度翻转工作台,以满足加工要求。

图4 π型组焊件机加工图

图5 多角度翻转工作台
多角度翻转工作台的设计需解决的难点,主要包括工作台的翻转、固定、角度测量。
部分工件重达数千公斤,跨度在1米~2米之间,翻转工作台的重量和规模均需远远超过这些工件,方可达到使用要求。此外,翻转后的受力面是一斜面,而受力点却是若干点,如果设计不好,很容易造成无法翻转,或者翻转不准确、不稳定。
针对工作台的固定问题,采用了40 mm厚的两块大板,一块用T型螺栓固定在机床床面上,另一块用于翻转。由于翻转板太重,为了减少压力、实现灵活翻转,在底部增加一盘推力球轴承。翻转时,采用3点定位,端头用2个支座穿轴,另一个端点用丝杠丝母调节角度。
测量翻转角度时,用百分表检测坐标数值,可提高精度,并实现角度的精确控制。
调整角度是通过旋转丝杆,使得丝母向上运动,工作台被顶起而与丝母形成斜面。由于水平方向会发生一定的偏移,因此在设计前,螺扣会卡死,无法转动。而设计改进后,丝母两侧的轴在槽里随力转动,保证了旋转灵活,不被卡死。角度调好后,用压活螺栓固定即可。
工作台设计完成后,即可进行π型组焊件机加工。工艺共分三步:
(1)钳工按图纸找正,立体划线;
(2)按图纸调整原来工作台的角度,按线找正,镗承压板的孔,随之铣面。
(3)再次调整翻转工作台的角度,按线找正,铣锚板的钢衬垫。
4 加工效果验收
加工结果表明:各项技术指标均符合要求,角度误差在±0.1°以内;承压板的厚度公差在±2 mm以内;锚板钢衬余量至少3 mm,长度公差在0~2 mm之间,相比不经过加工而直接焊接成型的情况,精度提高了一倍以上。
经检查,所有锚头全部合格,顺利通过了中国港珠澳大桥监理的质量验收,在后续的组装焊接过程中质量稳定。
5 结束语
自在我公司承接国内外斜拉桥锚箱加工项目以来,在中国港珠澳大桥中首次遇到多角度立体锚箱设计生产工作。在制造过程中,通过深入细致分析锚箱结构特点,合理安排设计制作工艺,利用精确机械加工手段,达到了焊接要求和质量,使锚箱的加工精度得以保证,提高了生产效率,大幅减少了焊接变形导致的额外纠正工作,为今后多种形式的斜拉桥的锚箱制造开辟了新途径。
[1]王禄鹏, 刘晓光. 大跨度钢箱梁斜拉桥全焊锚箱的制造及变形控制[J]. 钢结构, 2002, 17(3): 27-29.
[2]机械设计手册编委会. 机械设计手册: 第2卷[M]. 北京: 机械工业出版社, 1991.
[3]金属机械加工工艺人员手册修订组. 金属机械加工工艺人员手册[M]. 上海: 上海科学技术出版社, 1981.
[4]铁道部. 铁路钢桥的制造规范: TB 10212-2009[S].
Processing Technology of Multi-angle Anchor Box in Hong Kong-Zhuhai-Macao Bridge of China
DING Tie-hua
(China Raiway Shanhaiguan Bridge Group Co., Ltd., Shanhaiguan, Hebei, 066205, China)
Anchor box, as an important part of cable-stayed bridge, its process design develops vigorously with the increasing technic and economic advantages of cable-stayed bridge. An example of newly built Hong Kong-Zhuhai-Macao Bridge of China is taken to analyze design and manufacture of a suite of multiangle roll-over table, which is based on new characteristics of 3D component of π-type welding part, and factors such as flipping, fixing and angle measurement, aiming at process of a multi-angle anchor box. Improved processing technology increases one time or more the precision, successfully passing the related acceptances, and opening up a new route for manufacture of various forms of anchor box for cable-stayed bridge.
Cable-stayed Bridge. Anchor Box; 3D Component; π-type Welding Part; Precision; Deformation; Hong Kong-Zhuhai-Macao Bridge of China
TH162
A
2095-8412 (2016) 05-976-03工业技术创新 URL: http://www.china-iti.com
10.14103/j.issn.2095-8412.2016.05.040
丁铁花(1969-),女,河北秦皇岛人,大学本科,工程师。主要研究方向:机械制造工艺与设备。
E-mail: dingtieh@aliyun.com
猜你喜欢
中学生数理化·高一版(2021年4期)2021-07-19
新世纪智能(数学备考)(2021年11期)2021-03-08
中学生数理化(高中版.高二数学)(2020年10期)2020-11-10
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
电子制作(2018年14期)2018-08-21
小学生作文(中高年级适用)(2018年5期)2018-06-11
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年8期)2017-11-27
