
1 000 MW超超临界机组SCR脱硝系统控制优化
2016-11-19 06:34李勇王彤
工业技术创新 2016年5期
李勇,王彤
1 000 MW超超临界机组SCR脱硝系统控制优化
李勇,王彤
(徐州华润电力有限公司,江苏徐州,221142)
为了提高控制品质、满足环保达标排放标准、实现超低排放目标,对1 000 MW超超临界机组的选择性催化还原(Selective Catalytic Reduction, SCR)脱硝系统进行了控制优化。采用三级串级复合控制系统实现自动控制,以烟囱入口氮氧化物(NOx)浓度作为被调节量,通过模糊控制减小了预设值与实际值的偏差,通过预测控制提高了自动投入率,有效减少了喷氨量,降低了空气预热器堵塞的可能性。优化设计减轻了运行人员压力,节约了运行成本,也取得了较好经济效益。
超超临界机组;脱硝;选择性催化还原反应(SCR);三级串级;控制优化;超低排放;技术改造
引言
按照我国颁布的绿色发展要求和大气污染防治行动计划,将通过加快燃煤电厂升级改造,在全国范围内全面推广超低排放和世界一流水平的能耗标准。燃煤机组将在2020年前全面实施超低排放和节能改造,预计每年可节约原煤约1亿吨,减少二氧化碳排放约1.8亿吨,降低电力行业主要污染物排放总量60%左右。
超低排放一般指排放烟气中的颗粒物、二氧化硫和氮氧化物(NOx)浓度分别不超过10 mg/Nm3、35 mg/Nm3和50 mg/Nm3。国内降低NOx排放主要从两方面进行:① 采用低氮燃烧器减少炉膛中NOx的生成量;② 采用选择性催化还原反应(SCR)脱硝,减少生成的NOx的排放量。SCR脱硝系统控制优化正是为提高控制品质,更好地满足环保达标排放标准和超低排放改造的要求而提出的。
1 脱硝控制系统工作原理
我公司1 000 MW超超临界机组脱硝装置采用的原理是选择性催化还原反应(SCR),脱硝装置位于锅炉省煤器后部和空气预热器(简称空预器,下同)前部,氨喷射格栅安装在SCR 反应器上游。烟气由省煤器后进入一个垂直布置的SCR 反应器里,再向下经过均流板和催化层,随后进入空预器、静电除尘器、引风机和烟气脱硫(FGD)装置,最后通过烟囱排入大气。烟气中的NOx在催化剂的作用还原成氮气和水,减少了有害物质的排放。
脱硝装置在运行过程中,由于NH3与NOx的不完全反应,会有少量的NH3逃逸出反应器,与烟气中的SO3发生反应生成NH3HSO4。在150℃~230℃时,NH3HSO4对空预器冷段形成强烈腐蚀,同时其黏稠性容易造成空预器积灰,造成空预器严重堵塞[1]。
因此,脱硝装置运行的主要任务是:在满足安全运行的前提下,对喷氨量进行控制,使得NOx排放不超标,减小空预器堵塞风险。同时氨气用量的减少也可节省运行成本。
2 脱硝控制系统控制优化
我公司脱硝装置原有控制系统存在的主要问题是:控制系统自动投入率低;自动调节时的预设值与实际值偏差大,经常超标排放;手动调节时操作频繁,工作量大。
2.1一般控制策略
在脱硝装置项目基础建设时期,选择的控制方式大多是将脱硝装置出口NOx浓度或脱硝装置脱硝效率作为被调节量,然而环保部门检测的是烟囱入口处的NOx浓度是否达标。鉴于这一考虑,在控制优化中设立两个被调节量:脱硝装置出口NOx浓度和烟囱入口NOx浓度,两者可以实现无扰切换。日常运行中以调节后者为主,特殊情况下可切换为前者。
以脱硝装置出口NOx浓度或脱硝效率作为被调节量的控制策略通常采用串级PID控制[2,3],两者仅在预设值处理上略有不同,如图1所示。将脱硝装置入口烟气NOx浓度和烟气流量的乘积作为基本的NOx含量,再乘以NH3和NOx的摩尔比和脱硝效率,便可得到氨气需求量。利用出口NOx浓度控制对NH3和NOx的摩尔比加以修正(即对氨气需求量的修正)与控制,最终得到氨气流量的目标设定值。SCR控制系统根据计算得出的氨气需求量控制供氨调节阀的开度,实现脱硝自动控制。
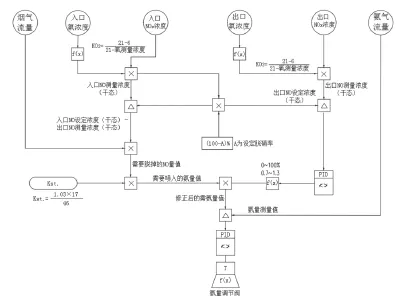
图1 串级PID控制
2.2复合控制策略
对于1 000 MW超超临界机组,烟气流经脱硝装置出口烟气与烟囱入口烟气之间的纯延迟时间为3分钟左右,属于大纯滞后系统。传统PID控制方式无法满足自动控制要求,必须考虑其它控制策略[4,5]。
本文采用三级串级复合控制系统,如图2所示。考虑多项提高控制品质的措施,如采用预测控制解决大纯滞后对象的控制难题、用模糊控制调整PID参数,改善脱硝装置出口NOx浓度等。三级串级复合控制系统模块包括:

图2 三级串级复合控制
(1)三级串级
内回路:以氨气流量作为被调节量;中间回路:以脱硝装置出口NOx浓度作为被调节量;外回路:以烟囱入口NOx浓度作为被调节量。中间回路和内回路将时间常数小的对象和扰动纳入其中,以期快速消除扰动,减小脱硝装置出口的NOx浓度预设值与实际值的偏差。
(2)模糊控制
模糊控制主要是为了调整中间回路的PID参数,改善中间回路的调节品质,减小脱硝装置出口NOx浓度预设值与实际值的偏差。考虑现场调试工作量与实用性,仅对比例系数进行了调整。调整原则如下:当偏差比较大时,为了使偏差迅速减小,比例系数取较大值;反之亦然[6]。
(3)预测控制
预测控制模型如下[7]:

其中,K——对象增益
T1、T2——时间常数
τ——纯延迟时间。
式(1)的二阶加纯延迟模型能够满足脱硝优化中对象描述的需要,盲目追求过高阶数并无太大实用价值。由于脱硝装置出口NOx浓度和烟囱入口NOx浓度之间存在偏差,并且该偏差不是固定不变的,因此随着运行时间的推移或机组的大修,其值都有可能动态变化,必须对预测模型的参数进行实时校正。其中增益的变化较大,必须校正,而其它参数无需校正。吹扫和校验时由于不进行增益校正,因此增益信号保持不变,否则无法投入自动控制。
(4)前馈控制
前馈控制主要是为了得到一个比较精确的脱硝装置入口NOx总量。另外,磨煤机的启停对于脱硝装置入口NOx浓度影响较为剧烈,例如我公司1 000 MW机组最顶层磨煤机的影响最大。这主要是由燃烧状况的改变和煤质的变化引起的,启停磨时必须加大前馈喷氨量,防止排放超标。
3 控制优化的突破点
(1)基本模块的搭建。DCS中没有集成预测控制和模糊控制等算法模块,实际逻辑组态优化时利用基本模块,如选择模块、模拟量输出延时模块、超前滞后模块等,即可满足需求。
(2)仪表吹扫和校验的处理。错开脱硝装置入口、出口和烟囱入口三处仪表的吹扫和校验时间。仪表在吹扫或校验时,仪表输出数值保持不变;吹扫或校验完成后,延迟恢复正常检测值的输出。脱硝装置入口仪表吹扫或校验对前馈产生部分影响,但是反馈控制调节仍然正常;脱硝装置出口仪表吹扫或校验则反之。虽然调节品质可能下降,但仍比不进行调节的效果要好。
(3)脱硝装置出口NOx浓度和烟囱入口NOx浓度偏差的处理。通过利用实际的烟囱入口NOx浓度校核模型预测的烟囱入口NOx浓度。
(4)总烟气流量的计算。通过考虑负荷指令、总煤量和总风量的变化,进行加权运算。
(5)不同负荷工况的适应性。由于负荷不同时的1 000 MW机组对象特性参数变化较大,因此对相应参数进行了分段处理。主要是根据负荷调整中间回路的PID参数、模糊控制参数和外回路自适应预测控制器的参数。
(6)烟道NOx的准确测量。由于烟气通道截面较大,某一截面上不同位置的测量值存在差异,而检测时仅在一点取样,因此对取样位置进行了优化,选取有代表性的位置进行取样测量[8]。
4 控制优化效果
我公司脱硝系统控制优化达到了提高控制品质、满足环保达标排放标准和超低排放改造的要求。如图3和图4所示为脱硝装置入口NOx浓度、烟囱入口NOx预设值和烟囱入口NOx浓度。得出以下结论:
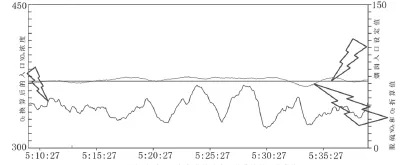
图3 烟囱入口氮氧化物浓度调节曲线的调节曲线
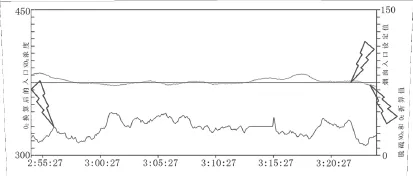
图4 仪表吹灰工况下的调节曲线
(1)脱硝装置入口NOx浓度变化不大的情况下,烟囱入口NOx浓度偏差小于5 mg/Nm3;
(2)脱硝装置入口NOx浓度变化较大的情况下,烟囱入口NOx浓度偏差小于15 mg/Nm3;
(3)解决了仪表吹扫或校验时需运行人员频繁投切的问题,实现了自动控制。虽然某些工况下的控制效果有所下降,但是基本可以满足控制要求,且减轻了运行人员的压力。
5 结论
采用烟囱入口NOx浓度作为被调节量,满足了正常运行需求,达到了环保部门考核要求。采用复合控制后,很好地控制了预设值与实际值的偏差,运行人员可以在排放不超标的前提下尽量提高烟囱入口NOx浓度的预设值,减少喷氨量。在提高了经济性的同时,也降低了空预器堵塞的可能性。
[1]梁川, 沈越. 1 000 MW机组SCR烟气脱硝系统优化运行[J]. 中国电力, 2012, 45(1): 41-44.
[2]李峰, 王立, 高富春. SCR烟气脱硝自动控制系统及其在国华三河电厂的应用[J]. 热力发电, 2009, 38(5): 29-31.
[3]张玉胜, 刘瑞. 660MW超临界机组SCR法烟气脱硝系统控制策略[J]. 仪器仪表用户, 2011, 18(3): 67-68.
[4]刘寅东. 基于两级Smith预估的纯滞后系统串级模糊控制仿真[J]. 东北电力大学学报, 2012(3): 46-48.
[5]李刚, 胡森, 武宝会. 基于模糊自适应Smith的SCR喷氨量串级控制系统[J]. 热力发电, 2014(8): 147-150.
[6]章卫国, 杨向忠. 模糊控制理论与应用[M].西安: 西北工业大学出版社, 2001: 82-85.
[7]金以慧. 过程控制[M]. 北京: 清华大学出版社, 1999: 143.
[8]陈彪, 李辉, 金东春, 等. 1 000 MW燃煤机组SCR烟气脱硝系统优化调整试验[J]. 电站系统工程, 2012(5): 30-32.

李勇(1982-),男,中级职称,研究方向:电厂环保减排及自动控制。
王彤(1974-),男,中级职称,研究方向:协调及自动控制。
Control Optimization of SCR Denitrification System in 1 000 MW Ultra-supercritical Unit
LI Yong, WANG Tong
(China Resources Power (Xuzhou) Co., Ltd., Xuzhou, Jiangsu, 221142, China)
In order to improve the control quality, meet the environmental emission standards, and achieve the target of ultra-low emission, the control system of Selective Catalytic Reduction (SCR) denitrafication system in 1 000 MW ultra-supercritical unit is optimized. Automatic control adopting a compound control system with three-level cascade is realized, in which the concentration of nitrogen oxides (NOx) at chimney inlet is a regulated quantity, decreasing contrasts between default value and actual value through fuzzy control. Also, automatic input radio is increased through predictive control, decreasing the amount of injecting ammonia and possibility of clogging of air preheater. Besides reduction of the pressure of operating staff, cut down on running cost is realized as well, achieving considerable economic benefits.
Ultra-supercritical Unit; Denitrification; Selective Catalytic Reduction (SCR); Three-level Cascade; Control Optimization; Ultra-low Emission; Technological Transformation
TK323
B
2095-8412 (2016) 05-855-04工业技术创新 URL: http://www.china-iti.com
10.14103/j.issn.2095-8412.2016.05.006
猜你喜欢
哈哈画报(2022年8期)2022-11-23
中国交通信息化(2022年4期)2022-06-17
中国交通信息化(2020年7期)2021-01-14
动漫星空(兴趣百科)(2018年5期)2018-10-26
少年文艺·开心阅读作文(2017年12期)2017-12-21
学生天地(2017年21期)2017-11-07
小学阅读指南·低年级版(2016年1期)2016-09-10
西南交通大学学报(2016年3期)2016-06-15
电子制作(2016年21期)2016-05-17
通信电源技术(2016年5期)2016-03-22
