橡胶机械螺旋沟辊加工方法的分析
2016-11-15 03:30王胡伟于杰
橡塑技术与装备 2016年11期
王胡伟,于杰
(大连大橡机械制造有限责任公司,辽宁 大连 116318)
橡胶机械螺旋沟辊加工方法的分析
王胡伟,于杰
(大连大橡机械制造有限责任公司,辽宁 大连 116318)
针对橡胶机械螺旋沟辊加工原理、工装、沟槽的具体说明,分析了加工方法和使用机床经济性,保证零件加工质量和加工效率。
橡胶机械;螺旋沟辊;机械加工;机械传动
橡胶开炼机中螺旋沟辊(见图1)的加工,一直是加工难题,由于沟辊螺旋角种类繁多、辊面规格不同、辊筒重量大等原因,一直影响公司产品生产周期。对于如何在提高效率、保证质量,降低成本的前提下加工好沟辊,一直是一个重要的研究课题。

图1 沟辊
1 沟槽的加工分析
沟槽的加工,分为传统的和现在的加工方法。传统的加工方法基本上使用刨床或镗铣床进行加工,现在的加工方法是使用数控加工中心进行加工。无论使用传统的还是现代的加工方法,刀具进行切削时,刀具都是沿螺旋角β运动,因此均可分解成两个运动,即在机床上刀具沿沟辊轴线方向的直行运动和沟辊沿轴心自传的运动。
沟槽的旋向角β,是沟槽与辊中心线所形成的角度。沟槽实际加工过程中,首先应从沟槽旋向角度的大小进行分析。因为tanβ =π×D/(Z×L),即螺旋角与辊筒的直径D和沟槽数量Z以及长度L均有关系,不同的D、Z和L有不同的β值,因此应考虑D与L参数,同时要兼顾所要加工辊筒的沟槽数量,根据这些参数,连同机床的加工能力与加工成本,最终可确定出何种加工方法是最佳。在传统的沟槽加工中,沟槽的旋向角度β的大小是有一定限制的。这是因为在传统机床上加工辊筒的沟槽,其原理是利用机床的主切削运动带动刀具,附加使用不同齿轮啮合的工装装置,使沟辊工件相对刀具作合成所需要的螺旋角度而进行机械加工,其原理示意图见图3。沟槽的螺旋角度与所采用特定工装装置的传动速比成正比关系,当所加工的旋向角度或采用的传动速比过大时,会降低机床主轴的刚性和产生传动的不稳定,从而引起刀具的颤动,使所加工出的沟槽产生凹凸不平和不光滑,影响加工质量,甚至会引起刀具的损坏,从而导致沟辊沟槽无法加工或轧辊被损坏报废。在一般情况下,传统加工方法中, 螺旋角β0~5.5°之间,来加工沟槽比较合适;当螺旋角β大于5.5°时,机床的整体刚性会降低,刀具与设备加工时也会产生不稳定和颤动,使所加工出的沟槽达不到质量要求甚至刀具崩刃。当螺旋角β大于5.5°时,应考虑采用数控机床进行加工。
2 各种沟辊的加工方法和优缺点
2.1数控加工中心机床加工
(1)加工方法
数控龙门加工中心加工或是数控卧式加工中心加工是通过把螺旋角(β)、辊筒直径(D)、导程(L)、沟槽数(Z)、沟槽长度(L1)的函数关系进行数控编程来实现加工沟辊螺旋轨迹,通过数控机床A轴(分度盘)来实现沟辊沟槽的分度。
数控程序编程;机床上刀具沿沟辊轴线方向的直行运动和沟辊沿轴心自转的运动就是数控机床X轴和A轴联动数控编程,即编程语句X=L1, A=360tanβ/πD 形成螺旋轨迹,实现沟槽均匀分布,即编程语句A=360/ Z,在通过数控机床“IF条件GOTO”语句实现数控程序循环,使工件一次装夹就可以完成加工。
数控机床对刀时,辊面不能有对刀划痕,对刀必须在辊面外;如果沟辊至辊面是全沟,可以用寻边器找辊面端面在用对刀点转换,实现对刀点在辊面外。如果沟辊局部沟,两端面不贯通,可以在机床上装夹一个工艺块,铣平作为对刀块,通过对刀点转换也可以是实现对刀。
(2)优缺点
优点:零件加工精度高,表面粗糙度好,螺旋的大小没有限制,加工效率高
缺点:对数控机床要求比较高,数控机床必须得有A轴模块(分度盘);
由于沟辊重量和体积大对数控机床和A轴(分度盘)精度、稳定性产生破坏;由于加工周期长,对公司高精度机床将长期占用,影响其余零件的加工,降低机床使用效率。
2.2普通落地镗床加工
(1)加工方法
普通落地镗床加工是通过特定工装来实现沟纹辊的加工,此工装是经过几代工艺人员的努力探索和研究总结出来的, 巧妙运用传统的机械传动,通过用齿条、齿轮、蜗轮、蜗杆的传动实现加工沟辊的螺旋轨迹,通过蜗轮、蜗杆的传动实现沟辊的分度问题,这样运动机构(见图2)来实现沟辊的加工,但是只能实现固定的螺旋角(β),如何实现任意螺旋角呢?另一个巧妙而简单的机构运用一对速比齿轮的设计来实现任意螺旋角(β),我们叫它增速机构,通过改变速比齿轮的大小来改变螺旋角的大小(见图3)。
特定工装装夹(见图4)根据沟槽数(Z槽)选用不同相应蜗轮,实现沟辊沟槽的均匀分布,将沟辊轴颈与蜗轮通过定位键连接,在把托架的高度调至与蜗轮和分度连动装置相同的高度,如何托架过低可以通过垫板实现,两端用顶尖把紧。通过计算Z1/Z2=tanβ.6.5ZdZ槽/D,计算出速比齿轮Z1、Z2速比,选用正确的齿数齿轮。将工装按照图4装夹好,需要调试特定工装机构,保证运动过程中不能有卡死现象,运动缓量要尽量避免。

图2 固定螺旋角工作原理图
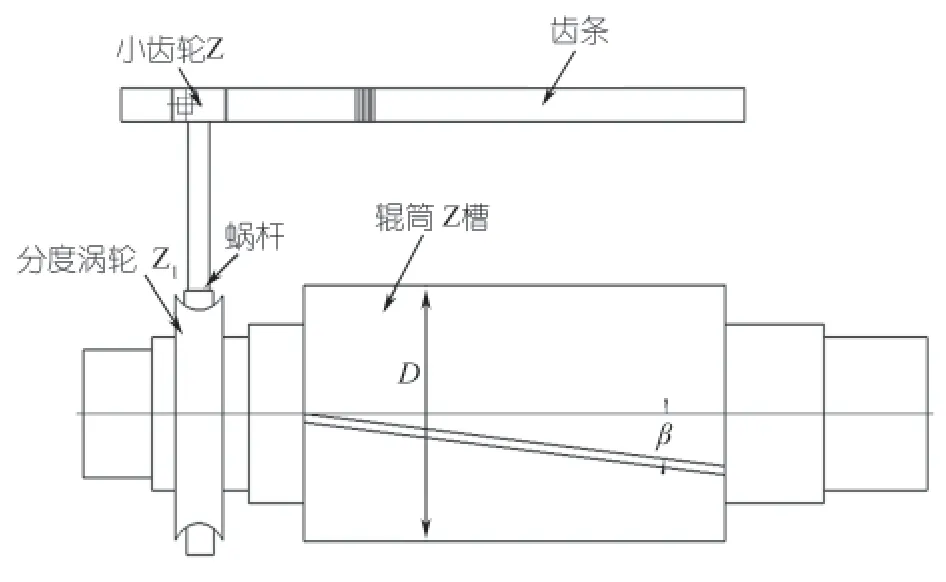
图3 任意螺旋角攻原理图
每加工一个沟槽后,需要断开分度连动装置和速比齿轮传动,使蜗轮和蜗杆成单独传动机构,旋转蜗杆带动蜗轮实现沟槽分度,沟槽分度后需要重新连接分度连动机构,这样重复循环加工沟槽。

图4 落地镗床加工原理图
(2)优缺点
优点:对机床性能要求比较低;加工成品低。
缺点:沟辊螺旋角过大,对沟槽的加工质量有影响,工装机械传动误差难控制,工装比较复杂对操作人员要求比较高。
2.3单臂刨床加工
(1)加工方法
单臂刨床加工的原理和普通落地镗床加工原理基本相同,都是通过特定工装来实现沟辊的加工原理图见图5,不同之处在于一个是用刨刀进行切削另一个是用成型盘铣刀切削,刨床只能加工贯通沟槽,辊面局部沟槽无法加工,加工时沟槽的大小、深度,螺旋角的大小,沟辊辊面的硬度对刀具的磨损都有影响,要根据刀具的磨损情况合理的更换刀具,防止由于刀具磨损产生的崩刀,导致沟辊沟槽破损而产生废品。
(2)优缺点优点:更加的充分利用普通机床,降低加工成品。缺点:刨刀的稳定性差,刀具磨损控制困难,沟槽容易磕碰。

图5 单臂刨床加工原理图
3 总结
以上三种加工方法,各有各自的优缺点,可以根据实现情况选用合理的加工方法,满足图纸要求和产品用户要求,为公司降低生产成本,合理利用机床,降低机床维护成本,提高效率、保证质量,为公司创造了更好的经济效益。
[1] 王先逵.机械加工工艺手册.机械工艺出版社.1992.第二版.
[2] 成大先.机械设计手册.化学出版社.2011.第五版.
[3] HB/T3180-1998.冷硬铸铁轧辊.
(R-01)
沙特基础工业公司和埃克森美孚合成橡胶工厂开始试运
2016年4月沙特基础工业公司与埃克森美孚按照相同股份合资的朱拜勒石化公司(Kemya)合成橡胶生产工厂开始试运行。该装置投资34亿美元,设计产能为40万t/年,包括11万t/年的卤化丁基橡胶以及合计29万t/年的三元乙丙橡胶、炭黑、丁苯橡胶和聚丁橡胶。该工厂的产品将在亚洲和中东市场销售。首先试运行的是其炭黑和公用工程装置。
燕丰 供稿
(R-01)
Analysis of spiral groove roller milling method for rubber machinery
Analysis of spiral groove roller milling method for rubber machinery
Wang Huwei,Yu Jie
(Dalian Rubber Machinery Manufacturing Co., Ltd., Dalian 116318,Liaoning,China)
In view of the details of milling principle, tooling, groove of spiral groove roller for rubber machinery, analyzed the milling methods and effi ciency, ensuring the parts milling quality and effi ciency.
rubber machinery; spiral groove roller; mechanical milling; mechanical transmission
TQ330.4
1009-797X(2016)11-0022-03
B
10.13520/j.cnki.rpte.2016.11.007
王胡伟(1987-),毕业于辽宁工业大学机械设计制造与自动化专业,现主要从事橡胶塑料机械制造工艺设计工作。
2016-03-02
猜你喜欢
西北工业大学学报(2022年2期)2022-05-11
建材发展导向(2022年1期)2022-03-08
轮胎工业(2021年10期)2021-12-24
内燃机与配件(2020年3期)2020-09-10
现代矿业(2018年12期)2019-01-22
中国金属通报(2019年5期)2019-01-03
中国机械工程(2018年14期)2018-09-22
Asian Journal of Urology(2018年2期)2018-04-19
现代矿业(2018年3期)2018-04-12
汽车工程(2016年11期)2016-04-11