
高压辊磨机辊面磨损过程分析及新型辊面的应用
2018-04-12 08:29宋晓刚徐海阳徐亦元杨丽斐吴金销谢霭祥
现代矿业 2018年3期
宋晓刚 徐海阳 徐亦元 杨丽斐 吴金销 谢霭祥
(中钢集团安徽天源科技股份有限公司)
随着人们对高压辊磨机认识的不断加深,其应用数量也逐年增加。高压辊磨机辊面属于磨损件,是生产的消耗品,辊面的耐磨程度越高,生产成本越低,因而辊面的耐磨性,引起人们的高度关注。通过对高压辊磨机辊面磨损过程的研究,寻找影响辊面磨损的主要因素,以及提高辊面的耐磨性方法。
1 概 述
基于料层静压粉碎原理发展起来的高压辊磨设备,因其高效、节能的粉碎效果,得到了业界人士的认可,在水泥、化工、金属、球团、非金属矿山碎磨等方面得到了推广应用,高压辊磨机的突出特点越来越被人们所公认[1-4]。高压辊磨机的破碎产品相对于传统破碎产品,Bond球磨功指数在某一磨矿细度下可降低9~16个百分点,有非常明显的节能效果[2]。我国破碎行业认识到了高压辊磨机的优势,希望尽快实现金属矿用高压辊磨机的国产化。目前,国产的高压辊磨机及辊套修复技术已完全能够满足生产工艺的要求,同时可大幅的降低高压辊磨机的使用成本。
2 辊面磨损原因
2.1 辊面磨损过程
如何提高高压辊磨机辊面寿命,缩短修复工期,则显得尤为重要。高压辊磨机辊面采用柱钉辊面。柱钉采用高耐磨的硬质合金制造,镶嵌在辊套基体内,在工作过程中,细粉物料在高挤压力作用下而被充填在柱钉之间,生成料垫,达到保护基体的目的,露在外面的柱钉是高硬度耐磨材料,从而使得整个辊面的耐磨性大大提高。柱钉结构见图1,工作状态辊面情况见图2。

图1 柱钉辊面结构

图2 工作状态的柱钉辊面
高压辊磨机柱钉辊面在工作过程中,形成料垫保护基体,首先是柱钉的磨损,当柱钉逐渐磨短后,柱钉和基体的高度差就会变小,小到一定值后,料垫将很难形成,这时则会快速的磨损基体,使得柱钉和基体的高度差增大,再次形成稳定的料垫层,柱钉开始慢慢磨损,如此循环往复,均匀磨损,直到柱钉磨损致最后8 mm左右,这时柱钉的镶嵌深度不能保证柱钉稳定的镶嵌在辊面上,开始出现大面积脱落,辊面达到设计寿命。
2.2 影响辊面磨损的主要因素
从生产使用的经验中看,影响辊面磨损的主要因素有以下几点:
(1)液压系统的工作压力。高压辊磨机系统工作压力越大,电机的使用功率也越大,同时高压辊磨机辊面的磨损也加大,使用成本大幅提高。在能满足后续破碎要求的前提下,系统压力越小,使用成本越低。
(2)辊磨物料的水分。辊磨物料的水分对辊磨机的破磨效果有很大的影响,主要是影响高压辊磨机压力腔的压力区建立,物料水分大,难形成料垫。由于辊面基体在没有料垫的情况下会迅速磨损。对于细粒级的物料,水分过低也不能形成高压腔,容易造成设备震动。一般情况下,物料的水分在3%~7%是比较理想的。
(3)辊磨物料的大块物料或异物。用高压辊磨机进行辊磨的物料应严格控制物料中大块物料及大块异物。因为大块异物对辊面的损伤是致命的。一旦有大块异物进入高压腔时,液压系统的压力全部由与异物接触的辊面位置承受,受力面积急剧减小,局部压强急剧增加,对辊面基体和柱钉都是巨大的伤害,表现为深坑式的磨损,如图3所示。一般在使用高压辊磨机时,尽量保证物料最大颗粒小于工作辊间隙。
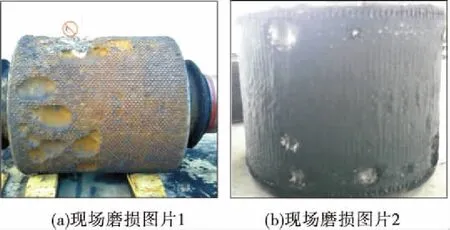
图3 辊面的深坑式磨损
3 辊套修复及高压辊磨机新型辊面的应用
3.1 辊套的修复
3.1.1使用过程中的线上修复
在高压辊磨机使用维护过程中,有些辊面的柱钉是可更换的,在柱钉受到折断、崩裂、脱落等损伤时,可以通过更换柱钉的方式对辊面进行修补,以维持辊面的良好状态。在设计理念上是可行的,但同时对使用方的维护提出很高的要求,这就要求使用方应及时对辊面进行检查,以便在出现柱钉脱落或损伤时及时修补。
由于换钉修补辊面时,残余辊钉需要从辊面中取出,辊面的加工过程中,柱钉和辊面孔之间的配合则不能过紧,否则柱钉很难取出。一般是柱钉和辊面孔做间隙配合,同时在压钉的过程涂有金属胶。取出残余柱钉时,需要给辊面加热,首先使金属胶在高温下失效,然后再取出残余柱钉,之后再钻孔,重新栽入新柱钉,或者采用短柱钉,尽量保持辊面外圆。这样的修复过程存在3个问题:
(1)由于是间隙配合,在使用过程中,尤其是进料温度较高的时候,柱钉容易脱落,不及时修补会对辊面造成深坑式的磨损。
(2)取出残余柱钉时,对辊面局部加热,加热过程中,金属胶气化形成高压区,有时会将残余柱钉弹出,给操作人员带来安全隐患。
(3)在局部加热时,会影响基体在换钉处的性能。由于局部高温,自然冷却过程会产生热应力,严重时会出现基体表面裂纹,影响基体强度。
3.1.2辊套达到使用寿命后的返厂修复
辊套达到使用寿命后的修复需要将原来的辊套拆卸下来,然后对辊轴进行探伤检测,确认原轴无损伤后,将新加工好的辊套安装到原轴上。高压辊磨机的辊套属于消耗品,每隔一段时间就需要更换一次,更换辊套需要将辊轴辊套运至原厂进行修复,且修复工期长。辊套使用费用在生产成本中占的比例很高,如何提高辊面的使用寿命,降低辊套费用,提高服务质量和更换的及时性是业界普遍关心的问题。
3.2 新型免维护辊面的技术特点及优势
在生产过程中发现,对于柱钉折断的情况,对修补时间要求不高,但是柱钉脱落的情况,对修复时间要求很高,需要在柱钉脱落后,尽快进行修补,因为缺少柱钉的地方,剩余柱钉之间的间隙过大,不易形成料垫保护层,在巨大的液压力和物料的磨蚀下,没有料垫的辊面基体会很快磨损,基体磨损后,周边的柱钉又开始脱落,情况进一步恶化,进而形成深坑式磨损。这就对辊面维护的及时性提出了很高的要求,尤其是在繁重的生产任务的情况下,检查维护会影响设备作业率,降低产量。因此对于使用方而言,希望出现一种免维护的辊面,来降低劳动强度,提高设备作业率。
中钢集团安徽天源科技股份有限公司柱钉和辊面孔采用过盈配合的办法,通过精确控制过盈量,可确保柱钉不会脱落。这样对加工工艺就提出了很高的要求,尤其是对孔壁的形位尺寸和孔壁的粗糙度的控制,都提出了很高的要求。在设计辊面时,首次提出免维护的高压辊磨机辊面。免维护辊面在设计加工时,柱钉和辊面孔采用过盈配合,精确的过盈量控制,用液压系统将柱钉镶嵌在辊面内,这样可确保柱钉不会脱落。生产过程中,偶尔有柱钉折断,无需更换柱钉,因为在后续使用中,崩断处的辊面基体会磨损下去,这样柱钉又会重新暴露出来,重新形成料垫保护区,可保持该处的强度。免维护柱钉辊面经过球团、锌铟矿、铜矿、铁矿等不同工况、多周期使用实践证明,辊面使用寿命达到12000h以上,使用期间不需要任何维护。免维护辊面的推出,降低了劳动强度,提高了设备的作业率,降低了辊面维护的使用成本。
4 结 论
通过对高压辊磨机辊面磨损过程的研究,发现压力、水分、物料性质及粒度组成是影响辊面磨损的主要因素,其中水分控制在3%~7%是比较理想的,通过对主要因素的控制可提高辊面的使用寿命;针对辊面的磨损过程,提出了一种新型免维护辊面,降低了设备维护量,提高了设备作业率,同时可大幅降低辊面的使用成本。
[1]丁凯,仝丽娟,姬建钢,等.高压辊磨层压破碎对某铁矿石磨矿效果的影响[J].矿山机械,2016(6):40-43.
[2]侯英,丁亚卓,印万忠,等.矿石高压辊磨产品球磨功指数计算程序的建立[J].中南大学学报(自然科学版),2013,44(11):4385-4391.
[3]周宏波.高压辊磨机技术在金属矿山工程设计中的应用[J].现代矿业,2015(11):266-272.
[4]焦淑芳,邹鹏,刘曙.国产辊套对程潮铁矿球团厂进口辊压机的修复效果[J].金属矿山,2013(10):165-166.
猜你喜欢
广州化工(2022年20期)2022-12-01
石材(2022年3期)2022-06-01
石材(2022年3期)2022-06-01
防爆电机(2021年3期)2021-07-21
建材发展导向(2021年6期)2021-06-09
水泥技术(2020年5期)2020-10-30
建材发展导向(2020年16期)2020-09-25
上海建材(2019年3期)2019-09-18
中国材料进展(2019年5期)2019-07-20
水泥技术(2019年2期)2019-04-11
