
三轴联动的微型电火花加工机床
2016-11-14 01:52赵小文李治廷李柏毅
橡塑技术与装备 2016年1期
赵小文,李治廷,李柏毅
(哈尔滨工业大学 机电工程学院,黑龙江 哈尔滨 150001)
三轴联动的微型电火花加工机床
赵小文,李治廷,李柏毅
(哈尔滨工业大学 机电工程学院,黑龙江 哈尔滨 150001)
三轴联动微型电火花加工机床与传统加工技术要比,具有对加工材料适应性强,适合复杂微小的三维结构加工,此外体积小、携带方便,更适合用于小孔和任意形状加工等优点。
三轴联动;微型;电火花;加工
1 项目背景
编者按:2015年9月20日,首届“萨驰杯”智能科技创新大赛决赛在苏州大学敬贤堂成功举办。大赛由萨驰华辰机械(苏州)有限公司主办,中国石油和化工勘察设计协会橡胶塑料设计专业委员会、中国橡胶工业协会机械模具分会、《橡塑技术与装备》杂志社、上海交通大学机械与动力工程学院、哈尔滨工业大学机电工程学院、东南大学机电工程学院、苏州大学机电工程学院、青岛科技大学、西门子工厂自动化工程有限公司及罗克韦尔自动化(中国)有限公司共同协办。
为共同促进我国科技教育多元化,实现中国制造2025的中长期目标提供有力的支持,促进企业文化活跃橡塑行业科技文化事业发展。本刊将分期连续选登参赛作品,以供业内人士全方位、宽领域了解科技发展动态。
随着现代工业的发展,机械行业对各种机械设备零件的加工需求量越来越大,对其质量和精度要求也在提高。与传统切削加工方法相比,电火花加工对加工材料的适应性更强,更适合复杂微小三维结构的加工。作为传统切削加工领域的补充,电火花加工在现代生产发挥着不可替代的作用。
在机械加工过程中,丝锥、钻头、绞刀等加工工具很容易折断在工件内部,很难将其取出,这不仅影响了生产效率,还会降低产品质量,甚至导致许多产品报废。目前普遍的解决方法是手工提取或用电火花加工机提取,不仅浪费大量时间,承担运输设备的成本,有时在取折断工具时会导致工件报废,给企业造成很大的经济损失。 利用电火花蚀除原理,用铜棒或铜片做电极,能轻松将断丝锥去除或蚀断。而且不影响工件材质,不破坏原有孔。
一方面,国外目前的微小型机床只能打孔,另一方面,国内目前没有微小型三轴电火花加工机床。本项目希望制作的电火花加工机床能够实现三轴联动,以此来实现沿轮廓轨迹切割金属的功能。我们的目标是,实现卓越未来,智能制造!
2 研究目标
设计出结构紧凑、轻便的三轴联动微型电火花加工机床,方便携带,可作为用于小孔和任意形状加工的便携式电火花加工工具,用于科研和生产中各种难加工材料和难加工型孔的加工。研究意义在于以下几点:
(1)体积小、易携带。通常的电火花加工机床体积和重量较大,但当只用于小件或微小件的加工时,则可设计成轻便、但基本功能具备的微型电火花加工机床,可作为用于小孔和简单形状加工的便携式电火花加工工具,用于科研和生产中各种难加工材料和难加工型孔的加工。
(2)教学演示。该微型电火花加工机床可作为教学演示的教具,实现理论与实践相结合的教学方式,并通过光、声、电等信息的处理,可以使学生了解和感受电火花加工现象和加工过程,对于增加学生的感性认识,并促进其创新意识具有积极有效的作用。
(3)小型的科研工具。可以用于科研和生产中各种难加工材料和难加工型孔的加工。
3 研究方案
3.1 机械部分
图1为最终确定的三维结构,图2为加工出的实物图(红色的油槽尚未制作完成)。采用了导轨滑块机构分别实现三个轴的运动,旋转电极通过钻头夹和电极相连,便于电极和工件之间持续放电。钻头夹可靠夹持范围是0.3~4 mm,可以满足不同尺寸电极的夹持要求。
采用丝杠进给,弹簧拉紧式结构,电极始终受到向上的拉力,支撑板上表面始终与球型螺母紧密接触,消除了回程误差,提高了伺服进给的控制精度。
3.2 电控部分
3.2.1 电源主回路部分
常见的电火花加工脉冲电源分为两种形式,分别是RC式脉冲电源和晶体管脉冲电源。

图1 三轴联动微型电火花加工机床三维图

图2 加工机床实物图
本次设计拟采用RC式脉冲电源。RC脉冲电源的工作原理非常简单,原理如图3所示。
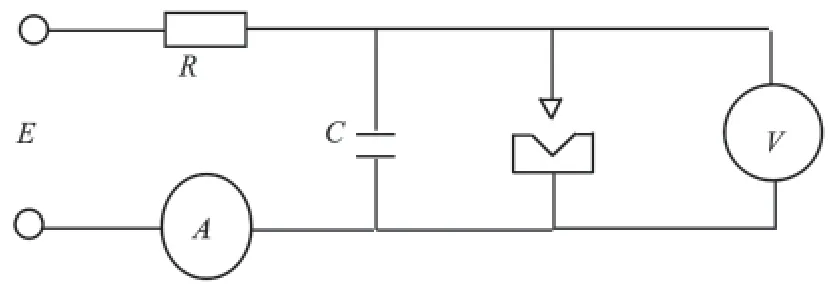
图3 RC脉冲电源工作原理图
其优点是加工精度高,工作可靠,装置简单;其缺点是脉冲参数受到间隙状态制约,加工速度低,电机损耗大。
3.2.2 检测电路
在电火花加工时,直接测量电极与工件间隙S十分困难,一般采用测量放电间隙的电压来判断间隙 S的大小。例如,当间隙很大时,放电回路开路,间隙电压接近脉冲电源的开路电压;当间隙过小甚至为零时,放电回路短路,间隙电压为 0。间隙 S与间隙电压虽不成正比关系,但具有一定的相关性。本次设计采用平均间隙电压检测法,工具电极与工件之间的电压经过差动增益环节,获得两者差值,再经过滤波环节输出平均间隙电压。
本次设计拟采用平均电压测量法,但是传统的方法无法测量出负半波对平均电压的影响,因此可以改进为加上带整流桥的检测电路,这种改进的电路适用于改变工具电极、工件极性的情况。
3.2.3 主控部分设计
本项目采用基于Cortex-M3内核的STM32单片机作为核心控制芯片。TIM1,TIM3通用定时器控制步进电机的运动。采用ADC功能模块采集平均间隙电压,实现伺服控制。并通过LCD显示屏显示电压值。用LabVIEW上位机绘制加工路径,并通过串口和单片机通信,从而控制加工的轨迹。
3.2.4 各个模块之间的布置
各个模块之间的布置,如图4所示。
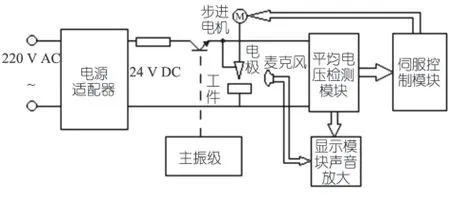
图4 模块布置图
3.2.5 三轴联动加工过程
使用前,调节X、Y、Z轴电机,使油槽移动到合适位置,将工件放在油槽中固定。开始加工,自动加工模式下,Z轴电机向下缓慢进给,当电极和工件之间距离合适时,开始电火花放电加工,通过检测电路获得平均间隙电压,若间隙电压大于伺服参考电压,Z轴快速向下进给;若间隙电压小于伺服参考电压,Z轴向上回退。若两者基本相等,Z轴不动。极间电压通过LCD显示屏显示(显示的电压值是实际电压以一定比例缩小后的数值)。
手动加工模式下,按键可以手动控制三个轴的运动方向。X,Y轴不动时为打孔加工状态。通过LabVIEW编写上位机与单片机通信,控制X,Y轴连续运动,则为铣槽加工状态,可以实现沿着设定的路径铣槽,见图5。
4 项目特色与创新
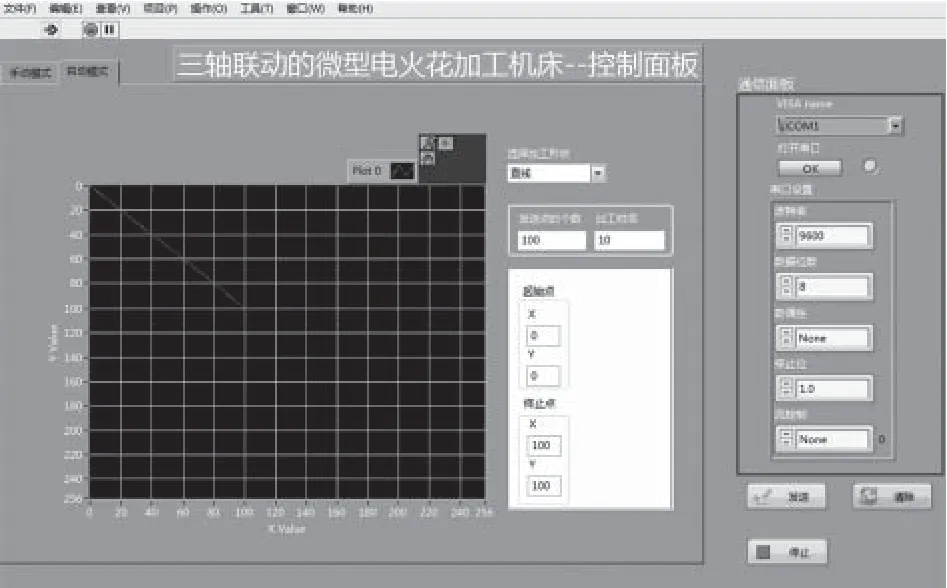
图5 控制面板示意图
4.1 结构紧凑、体积小,便于携带
本次设计采用多模块化的形式,将多个功能的单元模块化,分别做在独立的电路板上,最后再布置这几个独立电路板的空间位置。这样可以使得机床的整体结构紧凑,还有利于故障的检测与后期维护。
4.2 三轴联动
实现了三轴联动之后,不仅可以打圆孔,还可以切割其他形状的孔和曲线,而且可以保证它的精度,这在国内外微型电火花加工机床还属首次。
4.3 形象地展现加工状态
可以从以下三方面可以了解加工的状况:
(1)放大放电声音;
(2)放电间隙的平均电压;
(3)放电气泡的发生状态。
该微型电火花加工机床还可作为教学演示的教具,实现理论与实践相结合的教学方式,并通过光、声、电等信息的处理,可以使学生了解和感受电火花加工现象和加工过程,对于增加学生的感性认识,并促进其创新意识具有积极有效的作用。
5 项目成果
5.1 加工状态
图6为工艺性试验的加工状态,采用直径2 mm紫铜电极加工0.2 mm塞尺,可以看到明显的气泡和电火花,加工时间约为1 min。

图6 工艺试验图
5.2 打孔加工
加工条件:60 v电压经过脉冲电源(R=100 Ω,C=1 uf)放电,步进电机细分25 000,步距角1.8°,步长3 um。电极为直径2 mm的铜电极,旋转速度为38 r/s工作液为纯净水
加工0.2 mm厚的塞尺,加工时间大约3 min,如图7所示
5.3 直线铣槽加工
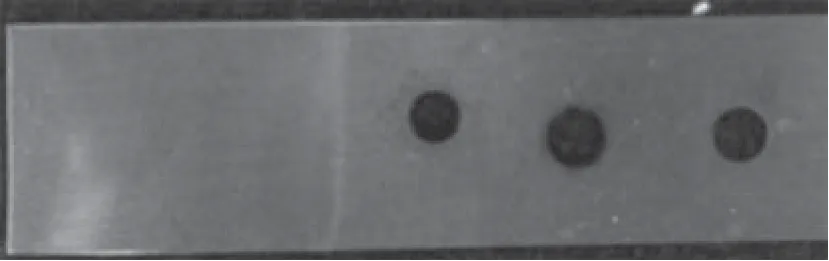
图7 打孔加工图
在加工的过程中,通过LabVIEW编写上位机程序,与单片机通信,控制X,Y轴连续运动,可以三个方向单独进给加工,或者三轴同时运动,实现不同方向的直线加工,如图8所示。

图8 铣槽加工图
5.4 数字、文字雕刻加工
通过指定每个目标点的坐标,进行多次直线插补铣槽,还可以加工出文字,简单的图形等,如图9所示。

图9 数字、文字雕刻加工图
[1] 刘志东,高长水. 电火花加工工艺及应用[M]. 北京:国防工业出版社,2010.
[2] 郭洁民. 电火花加工技术问答[M]. 北京:化学工业出版社,2008.
[3] 高长水,等. 特种加工[M]. 南京:东南大学出版社,2001.
[4] 赵万生,刘晋春. 电火花加工技术[M]. 哈尔滨:哈尔滨工业大学出版社,2000.
[5] 白基成,郭永丰,刘晋春. 特种加工技术[M]. 哈尔滨: 哈尔滨工业大学出版社,2006.
[6] 周旭东,刘汀,梁新. 数控及电加工技术[M]. 哈尔滨:哈尔滨工业大学出版社,2009.
[7] 曹凤国. 电火花加工技术[M]. 北京:化学工业出版社,2005.
[8] 卢存伟. 电火花加工工艺学[M]. 北京:国防工业出版社,1988.
[9] 雍耀维. 图解电火花线切割与成型技术[M]. 北京:机械工业出版社,2007.
[10] 黄敢. 电火花穿孔加工的工艺方法与工艺过程[J]. 机床与液压,2001(1).
[11] 沈洪. 电火花成形机的多电极加工工艺 [J]. 电加工,1994(4):28.
[12] Kaldos. An expert System for the Computer Aided Planning of EDM Sinking Technology[J]. EDM Technology, 1993(1).
[13] Wilfried Konig, Fritz Klocke, Rainer Lenzen. The Electrical Machining Processes[J]. International Journal of Electrical Machining, 1996(1).
[14] 叶军,陈德忠等. 第十三届中国国际机床展览会特种加工机床评述[C]. 第十三届中国国际机床展览会论文集. 2013.
(R-03)
玉米”变身“轮胎” 新型催化剂为生物基材料发展铺平道路
美国华盛顿大学特聘教授WangYong教授表示为了降低对环境影响和迎合可持续发展新规,化学工业正逐渐摆脱化石能源并转向发展生物基产品。
从塑料汽水瓶到汽车轮胎,异丁烯几乎无处不在,通常这种产品通过原油裂解制备。但是,在同阿彻丹尼-尔斯米德兰(ADM)公司的合作中,Wang和他的同事开发了一种可以通过一步简单制备步骤将来源于玉米或者其他生物质的生物乙醇转化为异丁烯的催化剂。
研究人员测试了他们所开发的催化剂的成本和寿命,以确定其市场实用性以及其在其他相关原料中应用的可行性。他们还发现了该催化剂工作的机理,这为设计用途更广泛、更高效的催化剂打下基础。
除了ADM外,这项工作得到了美国能源部(DEAC05-RL01830,FWP-47319)的基金支持。
同时也是美国能源部太平洋西北国家实验室兼职研究人员的Wang说,这是一个典型的例子,它得益于通过将应用研究与基础研究紧密结合来发展具有可扩展性和商业化的重要工业应用催化剂。
该工作以全文的形式发表在the Journal of the American Chemical Society ,并被授予了美国专利。
本刊摘编自“高分子科学前沿”
(R-01)
Micro EDM machine tool with three-axis linkage
TQ330.43
1009-797X(2016)01-0069-04
B
10.13520/j.cnki.rpte.2016.01.013
赵小文(1995-),男,就读于哈尔滨工业大学机电工程学院飞行器制造工程专业,参加过多次创新大赛。
2015-10-26
猜你喜欢
中国设备工程(2022年12期)2022-07-11
小资CHIC!ELEGANCE(2022年2期)2022-01-11
湖北农机化(2020年4期)2020-07-24
航空发动机(2020年3期)2020-07-24
数学物理学报(2020年2期)2020-06-02
制造技术与机床(2019年2期)2019-03-06
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年9期)2017-11-27
