
梯形螺纹数控车削编程与加工研究
2016-10-21 08:34王恒厂刘源王万里
科技创新与应用 2016年5期
王恒厂 刘源 王万里


摘 要:对比普通车床加工梯形螺纹的工艺方法和数控车宏程序编程特点,应用宏程序中的变量运算、逻辑运算和条件转移,用分层切削方法,分粗车和精车对梯形螺纹分别编程,解决现有梯形螺纹宏程序粗车、精车不分的编程方式,与现有编程方法相比,此方法为达到高效、稳定地车削梯形螺纹提供参考。
关键词:梯形螺纹;数控加工;分层法;精加工
1 梯形螺纹加工工艺分析
常用梯形螺纹车削方法如图1所示,a直进法适合用螺纹加工指令G32、G92编程,该方法梯形螺纹车刀的前、左、右三面切削,刀头部分切削力受力较大,而且排屑困难,刀尖磨损严重,产生“扎刀”现象,适合小螺距螺纹加工;b斜进式方法螺纹车刀沿牙型角方向斜向、间歇进给至牙底,车刀单刃切削,G76指令编程使用较多;c交错式车削加工是最常用的方法,该方法刀具左右两切削刃磨损、受力均匀,牙形正确,牙根清晰。此法适用于加工螺距较大的螺纹。
2 梯形螺纹宏程序编程
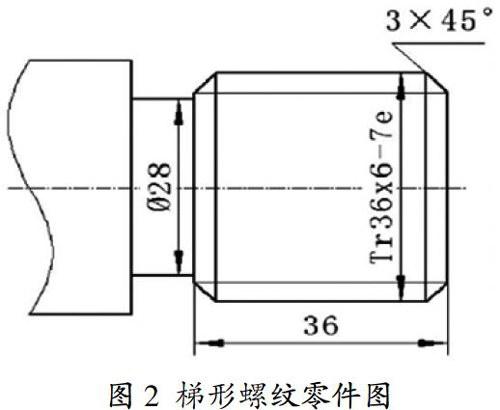
如图2所示梯形螺纹加工图,查阅现资料中,无论用螺纹加工指令(G92、G32、G76)编程还是宏程序编程,都极少用粗加工和精加工分开编程,因为螺纹加工指令不能单独实现精加工,宏程序编程计算比较麻烦,但是梯形螺纹加工不可能一次精车就能够达到尺寸要求,往往需要3-5次精加工才能达到合格要求,因此每次精车都要重复执行粗车的指令或语句,增加了辅助时间。现以交错式分层切削方式,以粗车和精车分别对图2编程。
首先计算梯形螺纹各部分尺寸,依据表1,计算如下:
螺纹大径d=36;
螺纹中径d2=d-0.5P=36-3=33mm,查表确定其公差,故d2=33;
螺纹牙高h3=0.5P+ac=3.5mm;
螺纹小径d3=d-2h3=29mm,查表确定其公差,故d3=29;
螺纹牙顶宽f=0.366P=2.196mm
螺纹牙底宽W=0.366P-0.536ac=2.196-0.268=1.928mm
梯形螺纹刀刀头宽b=1.8mm。
粗、精加工程序如下:
粗车
O0001;(程序名)
N1;
T0101;(1号梯形螺纹螺纹刀具)
M3 S80;(正转80r/min)
G0 X38 Z12; (起刀点)
#1=0.8;(初始第一刀深度)
#5=36;(被车工件的初始直径)
#6=15;(导入空刀量)
#7=-40;(螺纹长度)
N10 #8=TAN[15]*3.5-TAN[15]*#1;(Z向借刀距离)
G0 [#5-2*#1] Z[#6-#8];(Z向左借刀)
G32 Z[#7-6] F6;(车左侧螺纹)
G0 X40;(退刀)
Z[#6+#8];(Z向右借刀)
G0 X[#5-2*#1];(X切削深度)
G32 Z[#7-6] F6;(Z向右借刀)
G0 X40;(退刀)
#5=#5-#1;(被车工件的直径减小量)
#1=#1-0.1;(调整切削深度)
IF[#5 GE 32.5] GOTO10;(条件判断是否小于等于32.5)
G0 X100 Z100;(返回换刀点)
M00;(暂停)
N2;精车
T0101;(1号梯形螺纹螺纹刀具)
M3 S60;(正转60r/min)
G0 X38 Z12; (起刀点)
#1=0.1;(初始第一刀深度)
#5=36;(被车工件的初始直径)
#6=15;(导入空刀量)
#7=-40;(螺纹长度)
N10 #8=TAN[15]*3.5-TAN[15]*#1;(Z向借刀距離)
G0 [#5-2*#1] Z[#6-#8];(Z向左借刀)
G32 Z[#7-6] F6;(车左侧螺纹)
G0 X40;(退刀)
Z[#6+#8];(Z向右借刀)
G0 X[#5-2*#1];(X切削深度)
G32 Z[#7-6] F6;(Z向右借刀)
G0 X40;(退刀)
#5=#5-#1;(减小被车工件的直径)
IF[#5 GE 29] GOTO10;(条件判断是否小于等于29)
G0 X100 Z100;(返回换刀点)
M05;(停主轴)
M30;(结束程序)
上述程序执行一次粗、精车后,螺纹尺寸仍有余量,可以从程序N2开始执行,只执行精车加工。
3 结束语
采用粗加工和精加工分别编程,使得梯形螺纹车削时,粗加工吃刀深,走刀快,去除材料余量大,节省时间。精加工从粗加工后的精加工余量开始,可以频繁多次重复精车,避免二次精车再次重复粗车路径,这样一次粗车,完成多余材料去除,提高生产效率,降低刀具磨损。
参考文献
[1]王思忠,刘锦武.宏程序在梯形螺纹加工中的巧妙应用[J].自动化与控制,2013,5:63-65.
[2]单小明,马文丽.基于宏程序的梯形螺纹加工[J].科技创新导报,2010,11:116-117.
[3]马汉伟,张绍杰.用宏程序在数控车床上加工大螺距梯形螺纹[J].科教文汇,2010,3(下):65-66.
作者简介:王恒厂(1971,5-),男,山东临沂人,硕士研究生,工程师,已发表文章6篇,主要研究方向:CAD/CAM。
猜你喜欢
中国经贸导刊(2017年29期)2017-12-02
科学与财富(2017年27期)2017-10-17
科技资讯(2016年28期)2017-02-28
中学课程辅导·教师通讯(2016年20期)2017-02-15
中学课程辅导·教师通讯(2016年20期)2017-02-15
科技资讯(2016年18期)2016-11-15
企业导报(2016年13期)2016-07-19
企业文化·中旬刊(2016年1期)2016-03-10
