
膜技术处理碎煤加压气化工艺污水应用研究
2016-10-21 08:03周梁源崔卫民
科技创新与应用 2016年5期
周梁源 崔卫民

摘 要:该试验采用反渗透膜技术处理碎煤加压气化工艺污水,反渗透装置采用三级或四级反渗透膜,在装置入口调节废水pH值,延缓污水中有机物对膜的污染,降低清洗频率,在三级或四级膜入口再次调节pH值,脱除废水中的氨氮。经过三级或四级膜的处理后,淡水指标达到循环水回用要求,浓水进行综合利用。
关键词:反渗透膜技术;碎煤加压气化;工业废水;中水回用
1 概述
随着石油资源短缺,煤资源储量丰富的我国,发展以煤为原料的煤化工行业成为关系到国计民生的大事,但随着煤化工产业的兴起,煤化工所带来的弊端也日渐突出,其中环保问题就是煤化工发展的瓶颈问题。膜技术处理工业废水,具有投资底,效率高,可循环利用等优点,目前用膜技术处理各种工业废水,有些已建成工业装置。基于此,新疆龙宇能源准东煤化工有限责任公司和河南洁源膜技术有限公司合作,在河南义马气化厂把煤化工行业处理难度较大的碎煤加压气化工艺废水通过膜技术浓缩处理,产生淡水回用作为研究方向,开展了历时三年的中试研究。
2 技术原理及应用领域
反渗透膜技术,是用足够的压力使溶液中的溶剂(一般是水)通过反渗透膜(或称半透膜)而分离出来,因为这个过程和自然渗透的方向相反,因此称为反渗透。经过反渗透处理,使水中杂质的含量降低,提高水质纯度,其脱盐率可达到98%以上,并能将水中大部分的细菌,胶体及大分子量的有机物去除。目前影响膜技术大规模应用于直接处理工业污水的主要因素是膜的污堵问题,及由此带来的膜的寿命和费用问题。
碎煤加压气化工艺污水中的有机物以单元酚和多元酚为主,另外还含有少量的脂肪烃、芳香烃、杂环类和稠环类化合物,而水中有机物对膜的污染,主要取决于有机物的水溶性和极性,水溶性越差、极性越弱,越容易被吸附在膜上,造成沉积,形成有机污堵。碎煤加压气化工艺污水中的有机杂质以酚类为主,酚类在碱性环境下易形成酚盐,水溶性和极性都会得到很大提高,减少酚类在膜上的吸附。基于这种认识,并考虑膜对碱性环境的承受能力,在反渗透膜的入口,用计量泵加入酸/碱液,以调节pH值,使有机物对膜的污堵情况得到了明显改善。
针对此种效果,针对需要达到的淡水回用目标,设计了三级反渗透膜装置,一级入口加碱调高pH,主要去除COD、酚类物质。在三级入口处,加入硫酸,将污水由碱性调至略偏酸性,将游离氨氮转化为铵盐进行去除,得到了很好的脱除效果,COD脱除率大于98%,氨氮脱除率大于96%。
本技术成果可应用于碎煤加压气化工艺污水处理并回用的领域。
3 性能指标
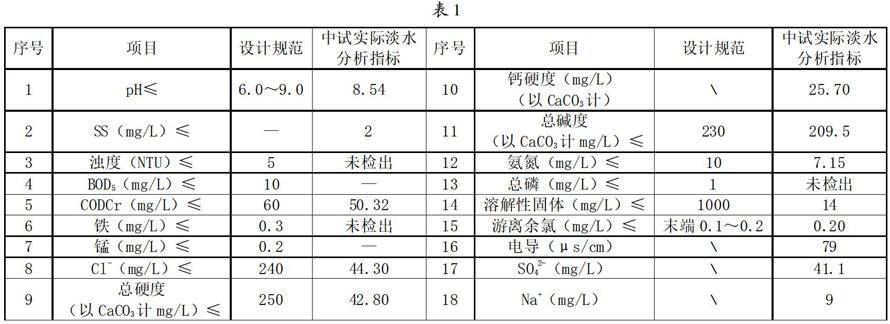
(1)碎煤加压气化炉工艺废水生化系统要求达到GB50335-200
2《污水再生利用工程设计规范》中相关指标,如表1所示。
(2)中试装置性能指标要求。
系统水回收率>75%;产水电导率<100μs/cm;COD<100mg/L
实际达到性能:系统水回收率>77%;产水电导率<100μs/cm;
COD<100mg/l
运行期间各段去除率如表2所示。
表2
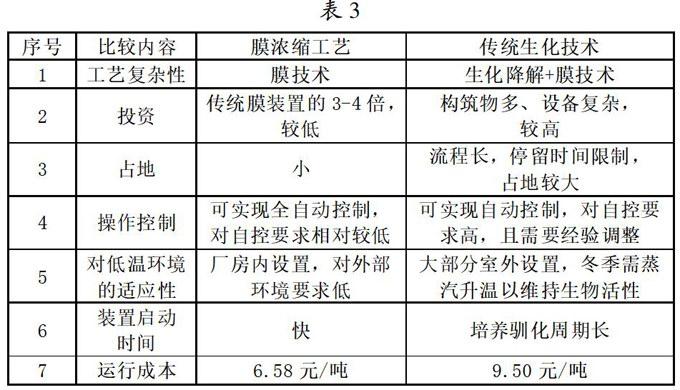
4 与国内外同类技术比较
对煤化工废水特性的认识以及良好的预处理、膜组合的设计方式使得我们的技术开创了煤化工废水处理的先河,下面就传统生化技术进行比较,如表3所示。
表3
5 本试验的创造性、先进性
(1)本应用研究开创了煤化工废水处理的新途径,是国内外第一次采用反渗透膜技术处理碎煤加压气化工艺污水。(2)创新了对碎煤加压气化废水的认识,通过利用有机物在不同pH条件下表现出的不同性质,并采用特殊的反渗透膜,降低了有机物对反渗透膜的污堵和清洗频率,并保证了清洗恢复效果,实现了系统运行的可行性。(3)设计了科学的工艺流程、合理控制各级膜的水通量和去除效率,保证了在较高回收率下产出的淡水指标达到循环水回用要求。
6 作用意义
针对碎煤加压气化废水采用膜浓缩技术替代传统生化处理工艺,可使处理的工艺流程大大缩短,并节约大量占地,特别是适应寒冷地区冬季气温低、周期长的季节特点,便于工厂管理。淡水可直接回用循环水补充水,浓缩液可进一步探讨回收有效成分或用于水煤浆气化炉制浆,提高工厂效益。对于当前的液体废物“零排放”的要求,可降低污水的处理难度,降低投资,节约占地,符合国家的节能减排方针。该项目相对于传统技术具有很好的经济性。以河南义马气化厂的生化处理作对比如下:(处理规模140t/h)
义马气化厂生化装置投资约7500万元,吨水处理成本约8.00元,若达到膜技术同等出水水质,需增加脱盐装置,按新鲜水的吨水成本计,约需增加1.50元/吨。而同等规模膜技术处理装置,投资约2500万,吨水处理成本约6.58元。按折旧周期15年计,传统技术年综合成本约1564万元,膜技术年综合成本约900万,节约成本约664万/年,远优于传统工艺。
推广应用的范围、条件和前景以及存在的问题和改进意见:
(1)推广应用的范围:采用碎煤加压气化工艺的煤化工企业的工艺污水处理;其它存在高浓度,难降解废水的工业行业,但是在大规模应用之前需要进行中试,以确定最优工艺条件。(2)市场推广前景:目前国家和全社会对环保问题高度重视,新上煤化工项目必须达到少排,甚至零排的要求,在这种情况下,污水膜浓缩技术以其处理流程短、投资占地少、操作控制简便、受环境制约小等独特的优势,在工业污水处理领域有巨大的推广价值和市场前景。(3)存在问题:由于试验装置规模较小,多采用手动操作,现场劳动强度较大。由于试验装置规模较小,现场没有设置液碱罐,由运行人员用固碱配制NaOH溶液,影响现场环境。(4)改进方向:工业放大时,采用自动化控制,减轻劳动强度。现场设置液碱罐,采用自动配碱。
参考文献
[1]李毓亮.反渗透膜污染过程与膜清洗的实验研究[D].大連:大连理工大学,2009.
[2]刘妍萍,李秀金.处理垃圾渗滤液的反渗透膜污染研究[J].环境工程学报,2007,1(7):38-40.
[3]刘茉娥,蔡邦肖,陈益棠.膜技术在污水治理及回用中的应用[M].北京:化学工业出版社,2004:156-263.
猜你喜欢
河南科技(2022年9期)2022-05-31
科技经济市场(2016年5期)2017-02-05
中国科技纵横(2016年15期)2016-12-27
山东工业技术(2016年23期)2016-12-23
科技创新与应用(2016年34期)2016-12-23
现代交际(2016年12期)2016-07-09
科技视界(2016年10期)2016-04-26
绿色科技(2015年6期)2015-08-05
绿色科技(2015年6期)2015-08-05
