
用于非晶薄带制备的辊嘴间距自动调节系统
2016-09-12 00:24Anautomaticrollernozzleadjustingsystemfortheproductionofamorphousthinribbons
制造业自动化 2016年8期
An automatic roller-nozzle adjusting system for the production of amorphous thin ribbons
王 韬,李大寨WANG Tao, LI Da-zhai(北京航空航天大学机器人研究所,北京 100191)
用于非晶薄带制备的辊嘴间距自动调节系统
An automatic roller-nozzle adjusting system for the production of amorphous thin ribbons
王 韬,李大寨
WANG Tao, LI Da-zhai
(北京航空航天大学机器人研究所,北京 100191)
介绍了一种用于大带宽非晶薄带制备的辊嘴间距自动调节系统。该系统采用一种六自由度姿态调整机构,对喷嘴包进行位姿调节。同时,通过测量冷却辊表面多点的膨胀量,间接得到喷嘴包与冷却辊之间的狭缝分布特性。在制带过程中,六自由度姿态调整机构随着膨胀量的变化自动调节喷嘴包的位置与角度,使喷嘴包和冷却辊之间狭缝保持动态稳定。该系统满足制带的精度和实时性要求,提高了大带宽非晶薄带长度方向和宽度方向的厚度一致性。
非晶薄带;多点膨胀量测量;六自由度姿态调整
0 引言
铁基非晶薄带生产采用平面流铸法,熔融金属通过喷嘴包浇铸到高速旋转的冷却辊上,急速冷却形成非晶薄带[1],带材厚度为20um~30um。喷嘴与冷却辊之间的距离(即辊嘴间距,0.3mm左右)是影响带材厚度的关键因素。阎仲亭等提出了基于定点闭环控制的恒咀距控制方案[2]。在小带宽(50mm宽)非晶薄带生产中,该方案对辊嘴间距的调节取得了满意效果。但在大带宽(180mm宽)薄带生产中,该方案不能维持辊嘴间隙沿冷却辊轴向的均匀分布,即不能保证带材在宽度方向上厚度一致。
本文针对大带宽非晶薄带的生产特点,提出了辊嘴间距测量与自动调节系统。系统采用多点测量的方法,获取辊嘴间狭缝分布特性,并自动调节辊嘴间距。
1 六自由度调整机构
非晶薄带生产示意图如图1所示,图中省略了带材卷取机构。
在图1所示的生产过程中,喷嘴包的调整机构大多是少自由度的,缺少俯仰和侧倾角度调整功能,所以不能对辊嘴间的狭缝不对称度自动调节。本系统使用一个六自由度机构对喷嘴包进行姿态调整,如图2所示。该机构采用混联形式,刚度大,调整精度较高。
喷嘴包调整时,其位姿受调整机构各个运动关节的影响。参考机构简图(图3),根据机构运动副,其调整原理为:
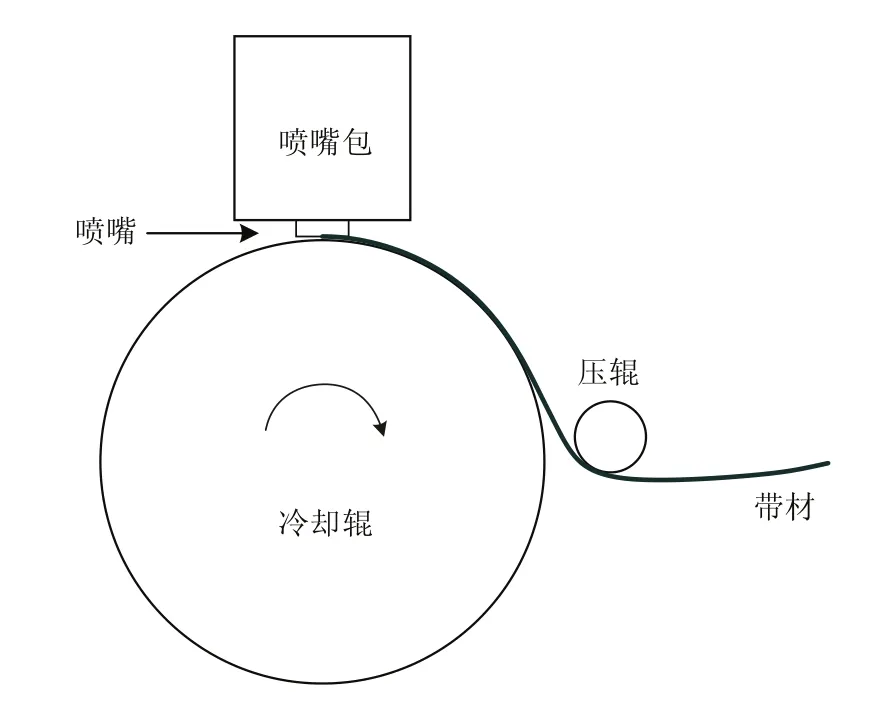
图1 非晶薄带生产示意图

图2 喷嘴包六自由度调整机构
沿X、Y、Z方向的位移调整原理为:左右移动机构1可以实现Z向的位移调整;竖直移动机构3和4同时同向移动可以实现调姿机构Y向位移的调整;前后移动机构5和6同时同向移动可以实现调姿机构X向位移的调整。
绕X、Y、Z方向的转动调整原理为:转动机构2实现机构绕Z方向的转动姿态调整;竖直移动机构3单独移动时可以实现机构绕X方向的转动姿态调整。前后移动机构5单独移动时可以实现机构绕Y方向转动姿态调整。
对多自由度机构进行运动学分析。如图3所示,根据调整原理,利用Denavit-Hartenberg方法[3]建立机构的关节坐标系。
根据D-H参数可计算出机构的运动学方程,即末端坐标系相对于基坐标系的变换矩阵为:
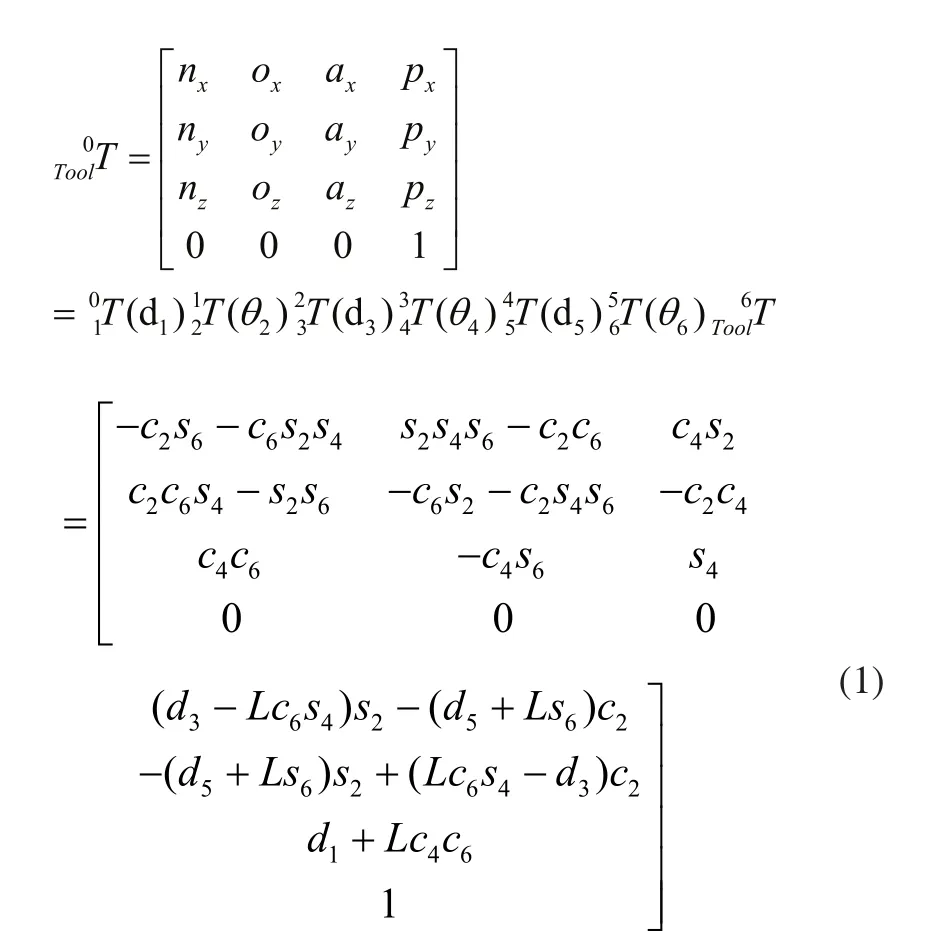

式(2)~式(4)中Atan2(y,x)函数为正切函数的一个延伸,当x、 y为不同时等于0的实数,Atan2(y,x)计算得到是以原点(0,0)为起点,指向(x,y)的射线与x轴正方向之间夹角的角度。控制系统采用式(1)~式(7)能进行精确的运动学解算。
2 辊嘴间距测量
2.1传感器安装位置与测量误差分析
非晶薄带在制备过程中,喷嘴包与冷却辊之间的狭缝间距小[4],并且喷嘴包与冷却辊之间流淌着高温熔融金属液体,很难安装测量装置,直接对辊嘴间距进行测量难度大。很多论文及专利对辊嘴间距的测量方法进行过研究[2,5]。
本系统采用间接测量的方法,如图4所示。
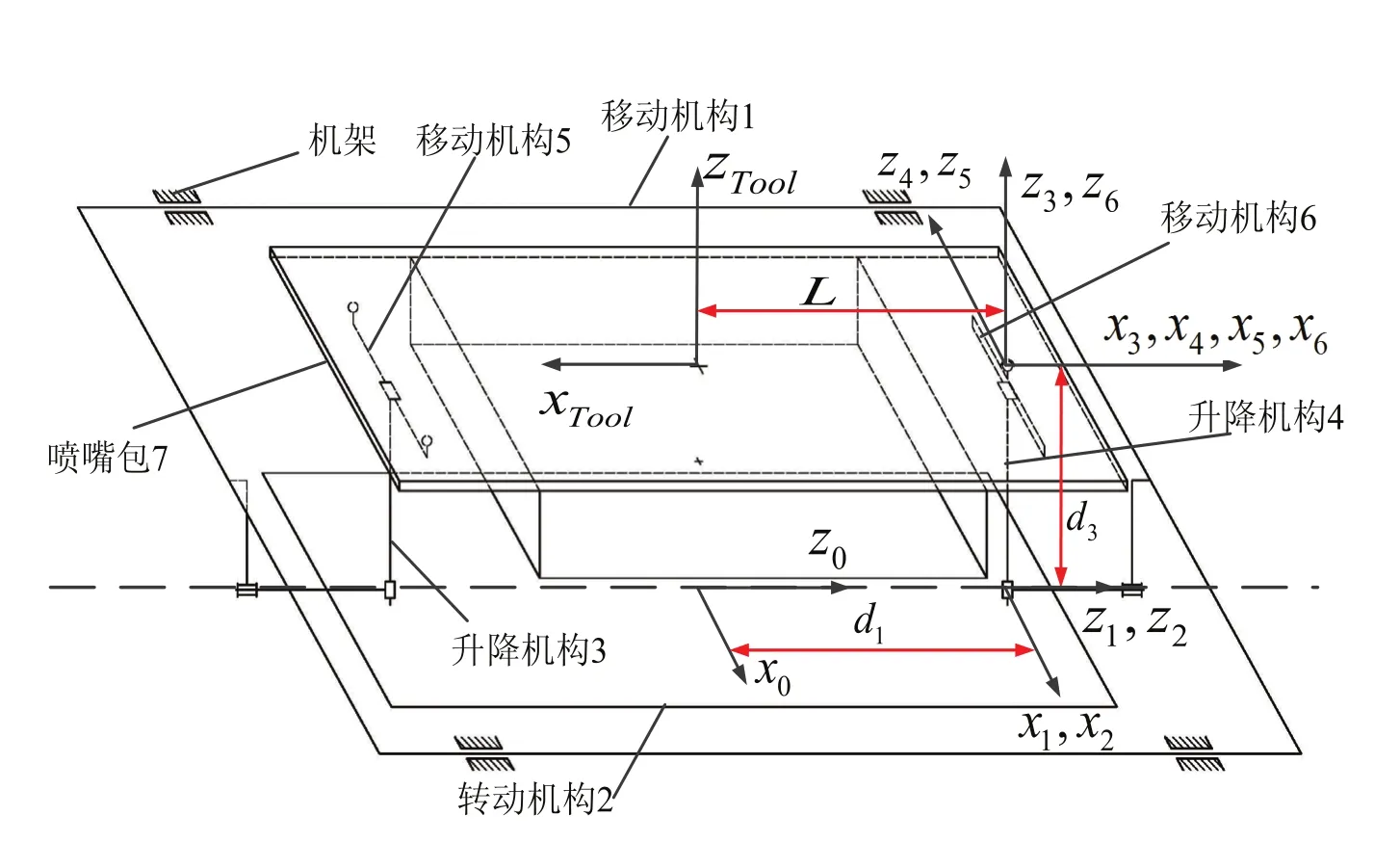
图3 六自由度调整机构简图
非晶薄带制带过程中,冷却铜辊受热膨胀严重,本系统采用的冷却辊直径为1600mm,半径膨胀量达到1mm,所以必须对喷嘴包进行调节使狭缝保持稳定。喷嘴包采用耐火材料制作,并且注入钢水之前要先经过预热处理,其在整个的制带过程中温差变化较小,可以忽略喷嘴包膨胀对辊嘴间距的影响。系统对冷却辊的膨胀量进行测量,间接得到辊嘴间距的变化。

图4 间隙测量侧示图
冷却辊正上方为工作部位,所以不能在该位置安装传感器,传感器实际安装位置与竖直方向呈θ角,位置固定。测量采用非接触式距离传感器。为避免制带过程中传感器与铜辊工作表面接触,同时也避免调整机构与传感器安装架的碰撞,传感器的安装时应预留足够空间。
由于测量位置与实际工作位置不同,对冷却辊的膨胀量测量有原理性误差[6],该误差主要由制带过程中冷却辊径向圆跳动引起的。径向跳动具体可以分为水平方向轴线跳动xΔ 和竖直方向的轴线跳动 yΔ。计算得到测量方案带来的测量原理性误差为:Δ≤0.0033mmmm,该值在允许范围之内,即间接测量满足系统要求。
2.2狭缝分布特性测量
在大带宽非晶薄带的生产制备中,喷嘴包与冷却铜辊之间形成一个狭长的细缝,该缝隙的分布特性会影响带材宽度方向的厚度分布。冷却辊内部有冷却水路,冷却水从一侧进另一侧出;冷却辊只有中间一部分圆柱面与熔融金属接触。这些因素导致冷却辊表面膨胀是不均匀不对称的[7]。这是造成非晶薄带宽度方向厚度差异的主要原因。从喷嘴包与冷却辊之间的狭缝控制角度出发,让狭缝在制带过程中保持稳定是带材厚度一致性的必要条件。
为了实现该控制目标,需要对狭缝的分布进行测量,本方案采用多传感器同时测量的方案,如图5所示。

由表达式(8)可知,当θ角越小时,原理性误差越小,所以传感器的安装应该尽可能的靠近中心位置。本系统θ角为20°,冷却辊径向圆跳动小于0.01mm,则

图5 间隙测量正视图
测量装置中现采用了三个距离传感器,根据实际需要可以合理的增加。三个传感器中传感器2安装在中心位置,传感器1与传感器3对称的安装在两侧,距中心为70mm。三个传感器分别对制带的左中右位置冷却辊膨胀量进行测量。通过对三个传感器的数据处理可以得到可靠的狭缝间隙值和不对称度。
3 辊嘴间距自动调节系统硬件软件组成
整个系统的硬件构成如图6所示,工控机通过数据采集卡采集距离传感器数值,经过处理后经由RS232串口将控制量发送至三菱PLC,PLC运动控制模块将控制脉冲发送至六个三菱MR-J4系列驱动器,驱动器驱动HG-SR伺服电机运转,通过调姿机构实现对喷嘴包的调节。
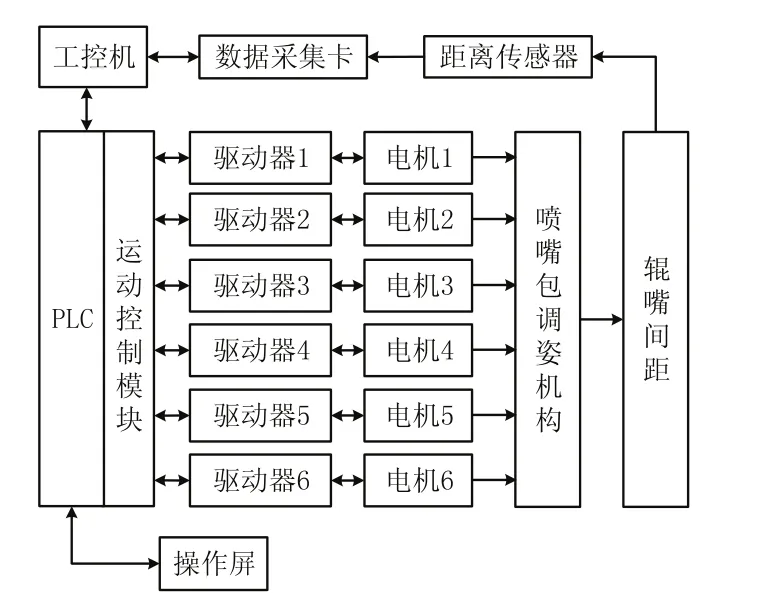
图6 控制系统结构图
考虑恶劣工业环境和安全性等因素,将控制系统划分为上位机和下位机两个部分。上位机运动解算复杂、运算量大,故采用工控机,其PCI接口上安装有数据采集卡。上位机完成数据处理并计算电机调整量后,通过串口将指令发送至下位机。下位机以高性能PLC为核心,PLC基板上安装多个运动控制模块,实现对伺服电机的定位控制。基板上还安装有通讯模块,连接上位机
【】【】和操作屏。通过操作屏能对各个电机进行手动控制。以PLC作为核心控制单元满足工业现场对稳定性的要求。在系统运行过程中,随时可以通过操作屏进行人为紧急干预,手动调节喷嘴包位姿。
系统完成喷嘴包与冷却辊之间的狭缝间距测量后,根据图7的逻辑关系进行自动调整。
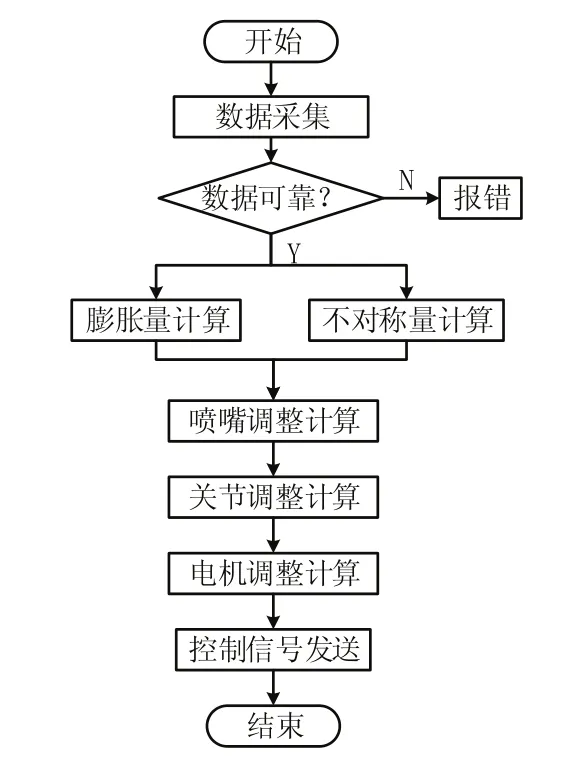
图7 系统控制逻辑图
为了防止喷嘴包的抖动,完成传感器数据采集后要进行滤波处理,使得数据平滑。若传感器数值出现持续不合理变化,系统报错。为使膨胀量τ的计算更合理,采用3个传感器测量值加权求和的方式得到最终膨胀数值。若膨胀量增加,喷嘴包上调;若膨胀量减小,喷嘴包下调。膨胀量不对称度通过左右传感器取差值的方式得到。若左侧膨胀量增加,喷嘴包就向右倾斜;反之亦然。
4 结论
系统采用六自由度调整机构使得喷嘴包的任意自由度都可以进行调节。通过冷却辊表面的多点膨胀量测量,间接得到了喷嘴与冷却辊之间的间隙分布特性。在非晶薄带制带过程中,随着膨胀量的变化,六自由度调整机构自动调节喷嘴包的位姿,使喷嘴包与冷却辊之间的狭缝稳定、对称。该方案满足系统控制要求,弥补了阎仲亭等提出的恒咀距控制方案在大带宽非晶薄带生产中的不足,提高了非晶薄带在长度方向和宽度方向的厚度一致性。
[1] 马长松,刘金学,孙焕德,等.非晶薄带厚度控制研究进展[J].宝钢技术,2014(4):47-52.
[2] 阎仲亭,宋谦,杨海波.非晶带材生产中的恒咀距控制[J].冶金自动化,2001,25(2):41-43.
[3] JOHN J.CRAIG[美].机器人学导论[M].3版.机械工业出版社,2006.
[4] 王志强.非晶带材厚度自动控制的研究[D].东北大学,2009.
[5] 李德仁,卢志超,周少雄,等.辊嘴间距测量方法及传感器:中国,1266453C[P].2004-12-08.
[6] 汪明玲,彭碧霞.互换性与测量技术[M].化学工业出版社,2011.
[7] Liu H, Chen W, Liu G. Parametric Investigation of Interfacial Heat Transfer and Behavior of the Melt Puddle in Planar Flow Casting Process by Numerical Simulation[J].Isij International,2009,49(12):1895-1901.
TP23
B
1009-0134(2016)08-0061-04
2016-06-15
王韬(1992 -),男,安徽太湖人,硕士研究生,研究方向为自动控制技术和机器人路径规划。
猜你喜欢
民族文汇(2022年14期)2022-05-10
今日农业(2021年14期)2021-11-25
意林(2020年10期)2020-06-01
军民两用技术与产品(2019年11期)2019-12-12
中国交通信息化(2019年4期)2019-07-13
证券市场红周刊(2018年5期)2018-05-14
山东工业技术(2016年15期)2016-12-01
小学生导刊(低年级)(2016年5期)2016-05-27
海军航空大学学报(2015年3期)2015-11-11
中国科技信息(2015年21期)2015-11-07
