
NB109合金铜带新型制备工艺研究
2016-08-23 09:19刘钦雷
有色金属材料与工程 2016年3期
冯 卫, 刘钦雷
(宁波金田铜业(集团)有限公司, 浙江 宁波 315034)

冯卫,刘钦雷
(宁波金田铜业(集团)有限公司, 浙江 宁波315034)
借助DMIRM金相显微镜、CMT5504微机控制万能试验机和HVS-10数显维氏硬度计等设备,研究了NB-109合金的铸态、加工态及退火态的组织、力学性能及其变化规律.铸态金相组织显示几乎全为α相,为选择冷轧开坯的加工工艺提供了必要的前提条件;为了破坏铸态组织、消除形变织构,获得具有理想组织的成品带材,必须同时具备足够大的冷加工率(约90%)、配合恰当的中间退火温度制度,这是研究的重中之重.根据该材料的特性制备出了具有优异性能的NB-109合金铜带,成功开发出了一种基本与锡磷青铜相同且性能优于锡磷青铜的NB-109合金铜带制备工艺.
NB-109合金铜带; 接插件; 应力松弛; 制备工艺
锡磷青铜是常用的弹性合金,具有耐蚀、耐磨、无磁性以及优良的弹性性能等特点,还具有较高的伸长率,易于加工冲制成各种复杂形状的弹性元件,是铜基弹性合金材料中用量最大、用途最广的弹性材料.但是常用锡磷青铜的成分配比中,锡的质量分数一般为4%~9%,磷的质量分数为0.1%~0.2%.这样的配比导致锡磷青铜材料的成本较高且导电率较低,导电率仅为11~19 %IACS,无法满足高端接插件高抗应力松弛、高导电率以及低焦耳热的要求[1-5].NB-109合金铜带作为汽车连接器、接线端子材料已被广泛应用,但是NB-109合金铜带作为接插件材料却鲜见报道.研究[6-7]表明:NB-109合金的成本、导电率和抗应力松弛等特性均优于被广泛使用的锡磷青铜.NB-109合金具备锡磷青铜优点的同时具有更高的导电率和抗应力松弛特性.由成分可知,NB-109合金中锡含量较少,其质量分数约为1%,该合金的成本优势不言而喻.另NB-109合金铜带的传统工艺为热轧开坯,所需设备复杂,生产成本高,因此NB-109合金铜带的新型制备工艺应运而生.
1 试 验
NB-109合金为Cu-Ni-Sn-P四元低合金化铜合金,以用于0.5 mm厚接插件铜带成品为例介绍其制备工艺.该合金采用工频炉进行熔炼和铸造,水平连铸牵引至16.5 mm厚板坯,铣面后约以90%的加工率冷轧至1.7 mm,中间退火酸洗继续冷轧至留底,留底退火酸洗后轧至0.5 mm.低温退火后,材料的综合性能有较大的提升[7-8],故经低温退火出成品.试验所用原材料:T2电解板、镍板、锡锭和铜磷合金.铸坯的成分如表1所示.

表1 16.5 mm厚NB-109合金的铸坯成分Tab.1 Composition of NB-109 alloy casting blank with its thickness 16.5 mm %
2 试验结果及分析
2.116.5 mm铸坯组织的分析
由表1材料的成分结合相图可知材料的组织为α相固溶体.从图1金相照片中可以看出,铸态的基体组织为结晶度不完整的α相固溶体及镶嵌其间的第二相枝晶组织.相对于锡磷青铜组织状态及加工工艺[9-12],该组织适合冷加工,为冷轧开坯进行必要的组织准备.

图1 铸态合金金相组织照片Fig.1 OM images of the as-cast alloy
2.2中间退火温度对材料组织及性能的影响
铸坯16.5 mm铣面冷轧至1.7 mm,随后分别进行530 ℃×4 h、580 ℃×4 h、620 ℃×4 h和650 ℃×4 h中间退火,研究不同退火温度对试样强度、硬度及金相组织的影响.
由图2可知,铸坯经冷轧后,大块铸态晶粒及枝晶组织均被大加工率轧制碾碎,形成具有与轧制方向基本相一致的织构组织.520 ℃退火时,织构组织有明显的消除迹象;随温度提高至580 ℃时,形变织构的痕迹仍然依稀可见;当温度提高至620 ℃时,形变织构基本消除;当温度继续升至650 ℃时,形变织构已消失,晶粒长大并粗化.
从图2中的金相组织并结合图3、图4中的力学性能数据可知,530 ℃退火后材料的力学性能较硬态虽有很大程度的回复与再结晶,但是基体织构组织依然清晰可见;580 ℃退火后材料的力学性能较530 ℃退火的相差不大,基体织构取向性较530 ℃退火时有所减弱;随着退火温度提高至620 ℃和650 ℃,材料强度进一步降低,硬度已降至与铸态(维氏硬度90)相当,伸长率有较大幅度提升,织构消除.综合来讲,退火温度在620 ℃时获得的材料,其组织和性能最佳.

图2 不同退火温度下显微组织照片Fig.2 Microstructures in different annealing temperatures
由文献[13-17]可知,要获得理想组织与性能的成品,加工工艺是关键.故本文研究的重点是冷轧开坯加工率与退火温度的合理配合,消除铸态组织、冷轧织构,同时也为成品组织、性能以及成品轧制准备良好的组织状态.
2.30.5 mm厚NB-109合金铜带成品的性能
将1.7 mm厚铜带620 ℃退火后,分别冷轧至留底0.7 mm和0.8 mm,随即进行480 ℃退火,酸洗后分别以28.6%和37.5%的留底加工率轧至0.5 mm,经300 ℃低温退火出成品.同等条件下测得成品0.5 mm厚铜带的各项性能指标见表2.表2显示留底加工率对NB-109合金铜带的力学性能影响较大,而对物理性能如弹性模量、导电率和应力松弛率影响较小.目前接插件普遍采用的是QSn6.5-0.1的0.5 mm锡磷青铜普带.由表2可知,NB-109合金作为接插件材料的关键性能如弹性模量、应力松弛率和导电率明显优于锡磷青铜,可见该合金作为接插件取代锡磷青铜普带的优越性不言而喻.

图3 退火温度对抗拉、屈服强度的影响Fig.3 Tensile and yield strength in different annealing temperatures
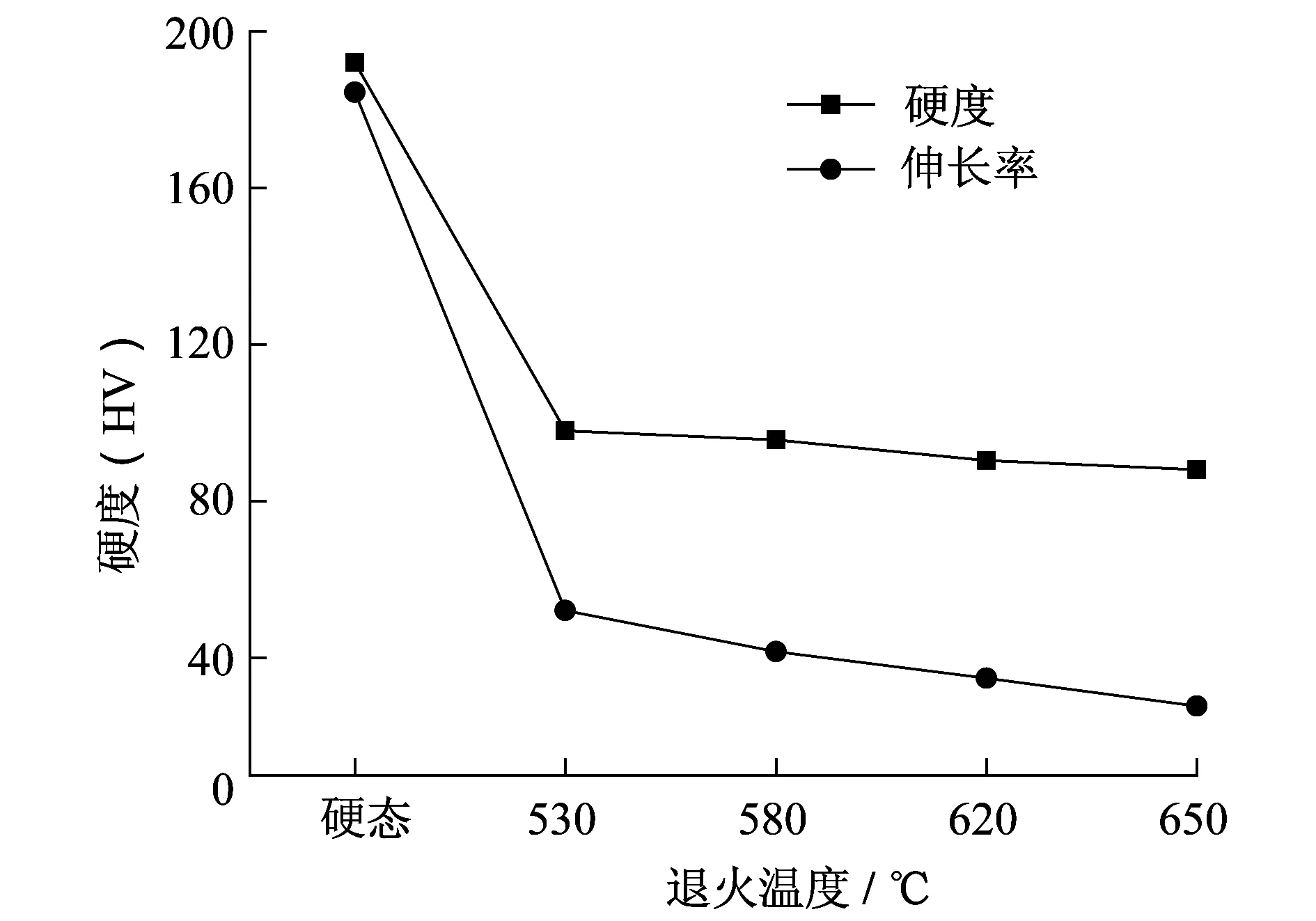
图4 退火温度对硬度、伸长率的影响Fig.4 Hardness and elongation in different annealing temperatures

表2 0.5 mm厚铜带关键性能指标Tab.2 Key performance of copper strip with its thickness 0.5 mm
3 结 论
(1) 成功开发出了一种NB-109合金铜带的新型制备工艺.
(2) 消除铸态组织的最佳中间退火温度是620 ℃.
(3) 制备的0.5 mm厚NB-109合金铜带性能明显优于QSn6.5-0.1锡磷青铜.
[1]傅祖铸.有色金属板带材生产[M].长沙:中南大学出版社,2000.
[2]赵秀娟.最终退火后的晶粒尺寸对锡青铜波纹管滞弹性的影响[J].大连铁道学院学报,1992,3(13):122-124.
[3]田荣璋,王祝堂.铜合金及加工手册[M].长沙:中南大学出版社,2002.31.
[4]钟卫佳,马可定,吴维治.铜加工技术实用手册[M].北京:冶金工业出版社,2007.
[5]范顺科.世界有色金属牌号手册[M].北京:机械工业出版社,2003.
[6]西畑三樹男,刘前立,赵高扬.汽车接插件用Cu-Ni-Sn合金的特性研究[J].功能材料,2004,35:2224-2226.
[7]菅原章,花佳武.Cu-1Ni-0.9 Sn-0.05 P合金(C19025)的耐应力松驰特性[J].国外锡工艺,1999,27(4):24-27.
[8]徐灏,朱协彬,宣夕文,等.低温退火对锡磷青铜C5191组织和机械性能的影响[J].安徽工程大学学报,2015,30(1):48-51.
[9]郭明恩,刘瑞,孙祖莉.锡磷青铜合金水平连铸工艺参数的优化[J].铸造技术,2005,26(7):591-593.
[10]赵惠芬,李国华,戴姣燕.高频拉铸工艺对锡磷青铜铸坯品质的影响[J].上海有色金属,2014,35(2):71-73.
[11]周瑞庭.锡磷青铜板带材生产的关键技术[J].安徽工业大学学报,2007,24(1):29-32.
[12]马俊杰,张勇用.C64780合金代替锡磷青铜的可行性研究[J].特种铸造及有色合金,2014,34(2):205-207.
[13]陆萌萌,胡艳艳,郑少峰,等.C5210铜合金带材组织与性能的研究[J].上海有色金属,2014,35(4):145-149.
[14]吴语,杨胜利.高弹性合金Cu-Ni-Sn的研究与发展[J].上海有色金属,2014,35(1):38-44.
[15]廖钰敏,刘东辉,邓丽华.Cu-9.5Ni-2.3Sn-0.15Si合金组织与性能研究[J].上海有色金属,2014,35(1):15-19.
[16]毕莉明,刘平,陈小红,等.Cu-15Fe-0.1Zr原位复合材料组织和性能的研究[J].上海有色金属,2013,34(1):10-14.
[17]吕金明,潘青林.冷加工率对汽车水箱翅片用铝箔抗下垂性能与组织的影响[J].上海有色金属,2013,34(1):7-9.
New Preparation of NB-109 Copper Strip
FENG Wei,LIU Qinlei
(Ningbo Jintian Copper(Group) Co., Ltd., Ningbo 315034, China)
We investigated NB-109 alloy’s casting,cold working state and annealing state's microstructure property,mechanical property and its variation by DMIRM metalloscope,CMT5504 microcomputer control electron universal testing machines and HVS-10 digital display vickers hardness tester.Casting metallographic structure showed that the matrix was almost α phase,which provided the necessary precondition for cold knobbling fabrication technology.In order to destroy casting microstructure,eliminate the deformation texture and attain optimal microstructure of finishing belt,we must design enough cold rolling rate up to 90 percent,meanwhile,coordinate with the appropriate intermediate annealing temperature,which was a priority for all in the paper.Thus,according to the character of NB-109 material,the NB-109 alloy strip with excellent performance was prepared,the fabrication technology was successfully developed that was the same as tin-phosphor bronze’s basically,which had more excellent performance particularly than tin-phosphor bronze.
NB-109 alloy strip; interconnecting devices; stress relaxation; fabrication technology
1005-2046(2016)03-0095-04
DOI:10.13258/j.cnki.nmme.2016.03.006
2015-06-01
宁波市重大科技攻关项目(2013B10048)
冯卫(1970—),女,工程师. 主要从事铜合金生产加工方面的研究. E-mail: fengw@jtgroup.com.cn
TG 339
A
猜你喜欢
铝加工(2022年3期)2022-11-24
材料与冶金学报(2022年2期)2022-08-10
科普童话·神秘大侦探(2022年1期)2022-05-31
煤气与热力(2022年2期)2022-03-09
快乐语文(2021年34期)2022-01-18
有色金属材料与工程(2021年5期)2021-10-25
科学与财富(2021年35期)2021-05-10
有色金属加工(2021年2期)2021-04-19
收藏家(2021年10期)2021-01-17
船舶标准化工程师(2020年1期)2020-06-12
