
应用裂纹检出率优化焊接工艺规范的研究
2016-08-06 03:27陈志强朱哲仁
船舶标准化工程师 2016年1期
陈志强,朱哲仁
(1. 河北大学质量技术监督学院,河北保定 071005;2. 中国液化天然气船务(国际)有限公司,香港 999077)
应用裂纹检出率优化焊接工艺规范的研究
陈志强1,朱哲仁2
(1. 河北大学质量技术监督学院,河北保定 071005;2. 中国液化天然气船务(国际)有限公司,香港 999077)
裂纹类缺陷是焊接过程中经常出现的最严重缺陷之一。无损检测方法是检测和评价焊接方法是否有效的重要手段。以裂纹检出率作为技术指标,对斜T型全熔透焊缝采用FCAW-CO2焊接方法的焊接过程质量进行了综合评价,通过优化焊接参数消除了危险性缺陷,最终确保了完工焊缝的焊接质量和提高了产品的整体安全性。
裂纹检出率;药芯焊丝气体保护半自动焊接方法;斜T型全熔透焊缝
0 引言
随着对清洁能源需求的不断增加,带动了液化天然气船运输业的快速发展,并迎来了新的船舶建造高峰。而我国液化天然气运输船的建造和使用起步较晚,为了确保20年以上的设计使用寿命和低温环境下的工况条件,焊接质量的控制在建造船体的过程中显得尤为突出,否则在后续工作中因前道工序不合格的返修会大大浪费工时,同时存在的隐患还会导致灾难性的后果。在船舶建造过程中,作为液货舱载体的船体结构,根据设计规范和建造检验要求,特别凸显了关键节点(见图1和图2)的焊接质量的控制,需要100%的外观和100%的超声波检测加磁粉检测或着色渗透检测,并且需要 100%的真空密性检验。为了确保焊接质量,在评定焊接工艺规范时采用了斜Y形坡口焊接裂纹试验,结果符合标准要求,但因现场的焊接工况不同,特别是分段的吨位达到数百吨以上,拘束条件以及焊接条件等不同于试验室工况,在焊接过程中,特别是在多层焊的打底层焊道焊接时,还是频繁出现裂纹,并且分布在焊缝的中心,沿焊缝的轴向呈纵向连续或断续分布。通过放大镜目视,其裂口处有较明显的氧化层浅蓝色彩,表面无光泽,并呈现锯齿状,见图3和图4。其在焊缝横截面上呈现不同的深度,一般在0.5mm~3mm,浅的小于0.1mm,只有借助放大镜或磁粉检测等手段才可发现其痕迹[1]。
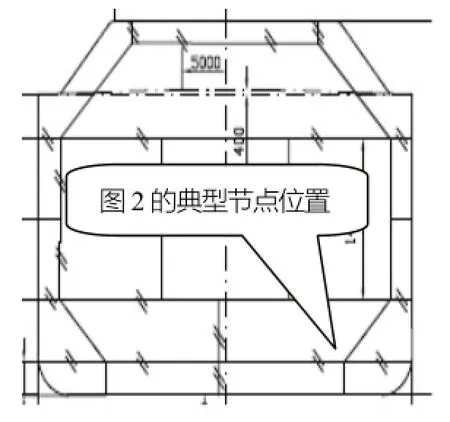
图1 货舱典型横剖面图及关键节点区
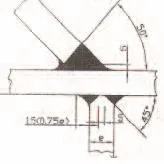
图2 典型节点形式

图3 打底层焊道出现的裂纹特征及分布

图4 打底层磁粉检测缺陷痕迹
裂纹在焊接过程和最终产品的检查验收中是不允许存在的。对于焊接过程中出现的裂纹,必须彻底去除,并且应从工艺的角度进行研究,证明焊接工艺的可行性和查找出裂纹产生的原因,从而完善和优化焊接工艺参数以及防范措施,使焊接工艺规范更适合现场不利的焊接条件,达到杜绝裂纹的目的。焊接过程中呈现在焊缝横截面上较深的大于0.5mm的热裂纹,在后续的焊接过程中,由于应力的释放,可能会导致裂纹的进一步扩展,延伸至上一层填充焊道,最终导致贯穿性裂纹。对于分布于焊缝横截面潜表面的小于0.5mm的热裂纹,在后续的填充焊接时,采用合理的工艺焊接参数,会重新液化微裂纹,达到消除的目的,进一步的实验也证明了这一点。为此,关键节点焊缝在分段预制以及合拢位置打底焊层出现的宏观裂纹控制和检验是焊接过程和最终检验的重点[2,3]。
为了确保建造这两个阶段结构的质量,根据相应的建造规范、设计要求和检验标准,不同程度地合理安排了检验的关键部位和检验验收的等级。为了确保结构的质量和裂纹的有效控制,无损检测方法的最佳采用和相应的验收等级的匹配以及合理布置检测关键点是质量控制环节中的关键。因为无损检测方法的合理布置和选用可以确保检测的全面性和对焊缝结构质量的整体评价,特别是对缺陷的特征评价。因此,通过对焊道打底层裂纹缺陷的有效检出是评价检测方法是否合理的关键因素,裂纹缺陷的检出率成为优化焊接工艺的重要指标,通过获取的缺陷类型和质量信息,对焊接工艺规范进行适度的调整和纠正,达到优化焊接工艺、稳定焊接质量的目的。
1 结晶热裂纹产生的原因
通过对厚度为20mm的焊接母材金属EH36和规格为Φ1.4mm的SuperCored 71焊材化学成分,以及采用FCAW-CO2焊接成形焊缝金属的化学成分分析,消除了因冶金因素引起裂纹的可能性。因此,本文只针对结晶热裂纹产生的两个必要条件进行分析,即焊缝金属在结晶后期抗裂能力的下降和受横向拉伸应变,从而研究解决消除裂纹的途径。
1.1 焊缝金属在结晶过程中的塑性(δ)变化
已知裂纹的产生主要集中于固—液相阶段,当温度降低到略低于TS时(见图5),此时固相随晶粒的增加而长大,并相互接触而连接成为一个整体,液相被固相所包围导致其流动困难,少量的剩余液相形成所谓的“液态薄膜”。此时即使受到很小的横向拉伸应力作用,也会导致液态薄膜开裂,因为这个阶段的金属的塑性最低。
在完全凝固阶段,整个熔池完全凝固而形成整体的焊缝。此时受到横向拉伸应力,变形由整个焊缝金属承担,而不再集中于晶界,有较高的抗裂性,不会导致开裂。
由此可以看出,脆性温度区间是在固—液相阶段,由于液态薄膜的出现和受到横向拉应力导致变形而开裂。说明此阶段焊缝金属塑性最低,抗裂性最差,是研究裂纹产生的关键阶段。
1.2 产生裂纹的力的因素
脆性温度区间的存在是产生裂纹的主要根源,而应力的作用是产生裂纹的必要条件。由于各个船体分段较大,在组对装配过程中很难保证其水平度、垂直度、对中、焊口间隙等完全符合技术规范的要求和自由状态(无应力状态),这势必导致焊接过程中焊缝所受应力状态的不同:1)在应力的集中点就会导致脆性温度区间的开裂而出现裂纹;2)是焊缝冷却过程中的内应力作用,这种内应力是焊缝冷却过程中形成的,一般情况是由于焊接时的局部加热产生的焊接应力;3)是焊接时焊缝收缩产生的内应力,由于收缩受到拘束力的作用,当焊缝金属所承受的拉伸应变率大于临界应变率时,便会导致脆性温度区间开裂而产生裂纹,如焊接处于自由状态或者焊接顺序不当导致的局部应力过大;4)由于母材金属受温度影响,特别是昼夜温度差以及急剧的冷却导致脆性温度区间加大,如预热措施不实施或过低导致的冷却速度过大,致使打底焊缝金属承受的横向拉伸变形较大而开裂,并且在焊缝金属的填充厚度没有达到一定程度的承载时,裂纹的倾向更大,严重时整条打底层焊缝开裂,并呈现贯穿性裂纹,这是产生裂纹的主要根源。
2 消除裂纹的试验研究及方案
根据裂纹产生的主要原因分析,并结合现场工况,从力学角度分析,阻止裂纹的产生的关键就是调整和改善焊接时的应力和应变情况,即采取适当的措施使处于脆性温度区间的焊缝或热影响区金属所承受的拉伸应变率小于临界应变率(CST,见图5)和公式条件,见式(1)。
为消除裂纹的产生,条件必须满足:

式中,ε为焊缝冷却时受到的内部应变或真实应变;τ 为温度。
设εe为表观应变值,T为热应变,α为金属的热膨胀系数,则:

如果外加应变εe,则此时脆性温度区间的焊缝承受的实际拉伸应变ε’=ε-εe。
如果满足:

即可消除或减少热裂纹的产生。
为满足消除裂纹的条件,试验方案采取了以下措施。第一,在焊接打底焊道前预加拘束力(横向拉应力),即夹具或码板等临时附件的合理布置及选择去除时机使焊道受到的拉应力减小而消除热裂纹,见图6;第二,适当减小热输入(线能量),通过减小焊接电流、焊接电压和适当提高焊接速度的方法以及调整焊接顺序,减小第一层焊道和焊口两侧基体金属的热变形,从而使dε/dT<CST,达到防止热裂纹产生的目的;第三,对打底焊层进行预热或保温以及增加打底层焊道的厚度值,缩小脆性温度区间和骤冷引起的过大横向拉伸应变和提高抗裂性,使dε/dT<CST,也可达到消除大面积打底焊道层裂纹的产生。根据试验方案,采用磁轭式CXD-200探伤仪和Epoch IV超声波探伤仪,配以探头 2.5P13X13A70,分别对焊接过程中的打底层焊道和完工焊缝进行检测[4],根据出现的裂纹率评价焊接工艺及措施的有效性。

图6 码板布置示意图和实际图
3 试验数据及分析
3.1 采用码板作为拘束手段的数据及分析
为获得较大的刚性拘束,当码板间距为500mm时,研究了夹持的间距变化对焊接裂纹的影响。采用20mm、30mm、40mm、50mm、60mm、70mm、80mm、90mm和100mm的夹持距离进行不同焊道的焊接,同时焊口两侧施加引弧板和收弧板,发现当夹持距离增大时,裂纹逐渐减低,见图 7。但当夹持距离大于60mm时,近端部1m~1.5m左右变形较大,不能保持正常焊接,并出现连续性裂纹。上述试验是在长32m的节点焊口上进行的,并且保证同一焊口上所用码板的夹持距离一致。
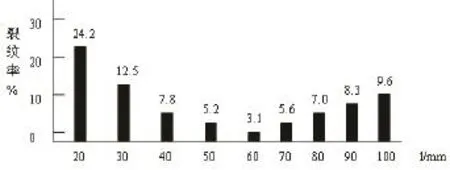
图7 拘束距离对打底层焊接裂纹的影响(连续焊接)
上述所有的措施都是保证刚性拘束,焊接时的拉伸拘束度RF(MPa)为[5]:

式中,E为弹性模量,MPa;t为构件的厚度,mm;l为拘束长度,mm。
而焊道处的拘束应力σW与拘束度有关,其关系式为:

式中,S为收缩量,mm;tw为焊道厚度,mm。
由此可以看出,拘束长度l增大,势必导致RF变小,焊道处拘束应力σW降低,使得产生裂纹的延长时间加长,当l增加到某一数值时,如此试验的60mm时,产生裂纹的几率保持在某一水平,也可把此时产生的拘束应力看作是临界值。
为消除后续 1m~1.5m左右的裂纹产生区或不宜焊区,是由于连续焊接导致局部应力过大造成的。热变形引起的焊道的间隙过窄,只有重新开间隙符合规范要求5mm或组对前,根据焊缝收缩量放宽到6mm~8mm,才可减少裂纹的产生。通过终端部分点焊上弹性收弧板,这种弹性收弧板有弹性拘束作用,会使端部急剧的回转趋于缓和,从而抑制端部区的裂纹产生。但弹性收弧板的拘束作用和其弹性收弧板两缝隙之间的距离有关,一般间隙控制在20mm,长度50mm~80mm之间,此时产生的拘束力较大,从而减少端部区裂纹的产生。
此外正面码板的去除时机也会对裂纹的产生造成影响,见表1。因为在超声波的检测过程中,发现打底层的裂纹缺陷间断性出现,裂纹的长度分别在30mm~50mm不等。仔细研究其出现的部位,正是上部码板的去除位置。当打底层焊道贯通后,为了提高焊接效率,而将上部码板去除。经过现场肉眼检测和磁粉检测,发现去除码板的位置打底焊道确实存在裂纹。这种裂纹的产生可能是由于应力的释放不均匀造成的,也可能是去除码板时的人为操作不当导致的,造成局部应力过大或受外力原因以及焊缝金属的承受力较弱。因为上部码板的存在,使得此部位焊缝金属正是起弧和熄弧部位,所以多种因素致使该部位产生裂纹。为解决这一现象,对码板的部位采用手工焊接,并使填充焊缝金属达到10mm以上,并且经过磁粉检测合格后才可去除,使得此部位的焊接质量得到了提高。
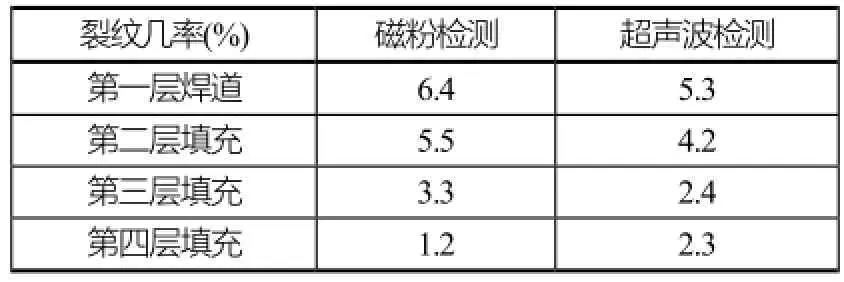
表1 上部码板去除时机和无损检测裂纹出现的几率关系表
上述各项参数试验是采取保守的焊接工艺进行的,电压190A~200A,电流20V~24V,焊接速度控制在50cm/min~80cm/min的范围内。
3.2 线能量、焊接速度与裂纹出现的机率试验结果及分析
焊接线能量是指控制熔焊时由焊接能源输入给单位长度焊道上的热量,而影响线能量的主要因素是焊接电压、焊接电流和焊接速度,最终的整体焊接质量可通过宽深比来表述。由于焊接摆宽基本是固定的,因此可简化为线能量和打底层厚度的关系,综合数据见表2和表3。
打底焊道产生热裂纹的主要应变是横向应力导致的,焊接时产生的应变量Δe,则瞬时产生的应变量为Δe/Δt,根据热力学原理:

对厚工件而言,

式中,β为导热系数,J/cm·s·℃;Tt为焊道中的峰值温度,℃;T0为焊接时的预热温度,℃;q/v为线能量,kJ/cm。
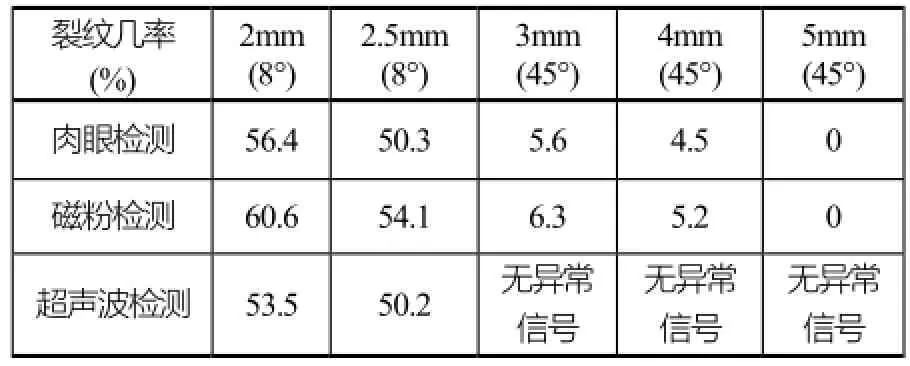
表2 打底层焊道厚度值和相关检测方法出现的裂纹几率关系
从式(7)和式(8)中可以看出,适当增加线能量或增加预热温度可减少焊道金属的变形量。但当线输入过大时,尤其是电流过大或焊接速度过快时,会对打底焊道的抗裂性能产生大的影响。
在试验中可以看出,在电流过大时,虽然线能量增大对减小焊缝金属变形有利,但随着电流的增加,一方面熔池的最大熔深随之增大,而最大熔宽相对减小,导致宽深比小于1,使得裂纹倾向增大;另一方面能量的增加还会导致熔池长度增大,使得焊缝金属变薄,抗裂能力减弱。而且,线能量的增加使得熔池的过热度增大,熔池液态金属以柱状晶向焊缝中心成长,除了导致组织粗大外,最后凝固的液体位于焊缝的中心线上,这时易沿焊缝中心形成杂质的偏聚,易导致热裂纹的产生。所以在焊接时,在控制线能量的情况下,应选择合适的电流。通过试验,在二氧化碳气体保护焊时,采用的电流范围应控制在190A~210A之间。
从上述试验还可以看出,适当增大电弧电压,会减小裂纹的倾向性。这是由于电压的变化范围较窄,试验的范围在 18V~34V之间,随着电压的增大,会改善焊缝的成形系数,即宽深比大于1,外观也由凹形变成外凸形状,有利于减小裂纹倾向;同时也使得填充的焊缝金属厚度适当增加,增大了抗裂的能力。考虑到起弧的难易程度和现场试验的结果,对电压的范围控制在24V~30V。
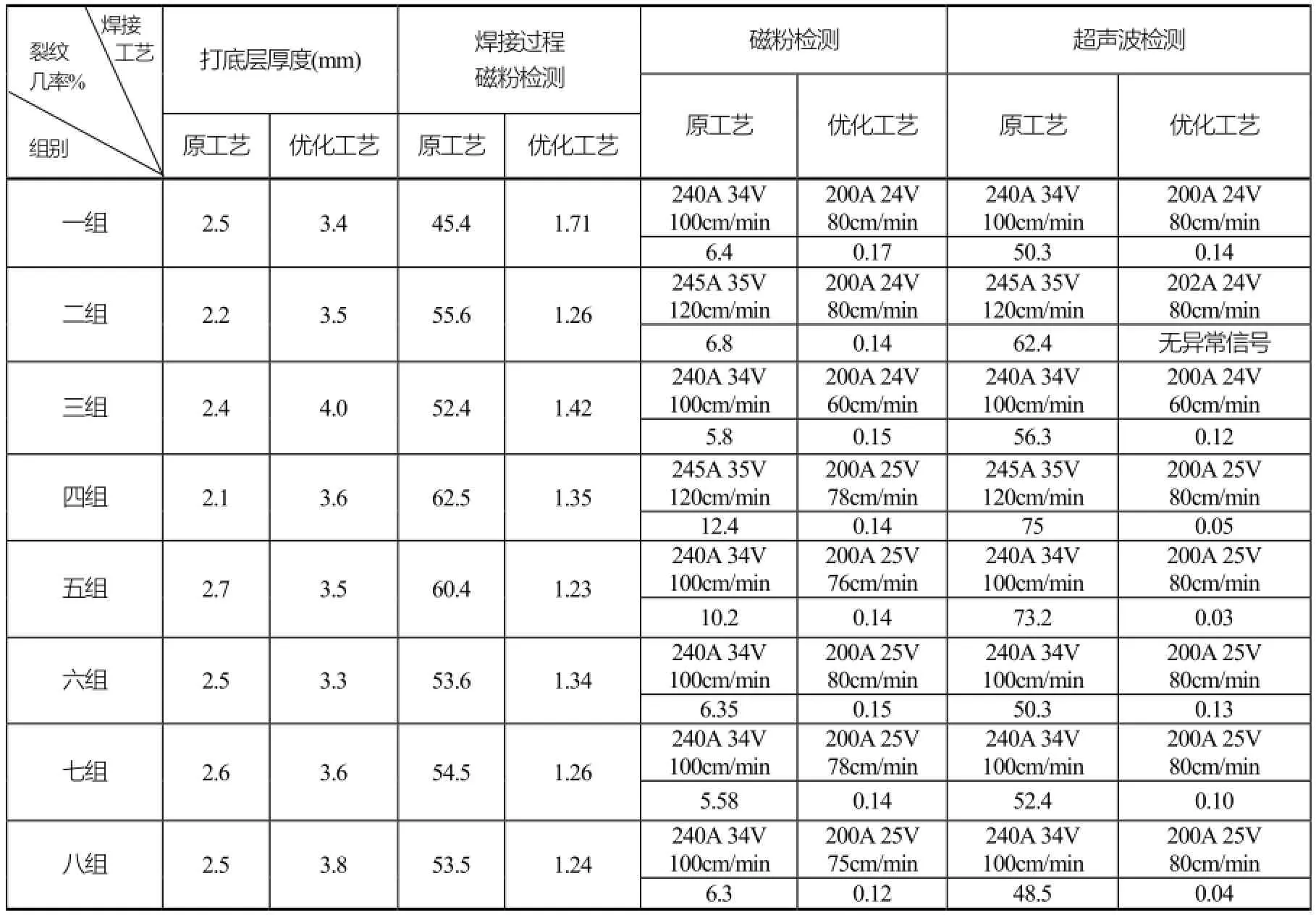
表3 八个班组采用原焊接工艺规范和优化焊接工艺规范无损检测结果对照表
在焊接速度的试验中,发现随着焊接速度的增加,导致焊缝金属的成形系数提高,使得裂纹的倾向性减小。但当大于某一数值时,如该试验超过80cm/min,熔池会变得狭长,打底层焊缝的厚度明显减小,并且焊缝外观呈深杯状,裂纹的出现机率增大。过慢时,当焊接速度小于45cm/min时,焊缝的成形也会变差,并且起弧困难,焊接时断时停,导致起弧和息弧裂纹增加,严重影响焊接效率。所以焊接速度一般控制在50cm/min~80cm/min之间,不但改善了焊缝外观,也使得裂纹缺陷大幅度减少。同时增加了预热温度,在冬季环境温度低于0℃时,板厚小于38mm的预热温度达到38℃以上,减小了脆性温度区间和焊接时的变形量,减少了裂纹的出现机率。
从表3数据中可以看出,打底层的厚度值关联着焊接工艺参数的综合选择,导致裂纹出现的几率也是不同的。在打底层厚度值低于3mm且不采取预热时,焊道裂纹出现的机率较大,而且裂纹的深度也较大,通过现场打磨和磁粉检测及测量,裂纹的深度在1mm~3mm,很难在后续焊接中用改变焊接工艺参数的方式消除,导致超声波检测结果也呈相对应关系。当打底层厚度值大于3mm且采取预热时,焊道裂纹出现的几率明显减少,裂纹的深度一般小于0.5mm,后续焊接工艺参数的合理使用可以消除打底层表面浅层裂纹,超声波检测的结果也证明了这一点。
3.3 焊接时机、顺序与裂纹出现的机率试验结果及分析
之所以研究焊接时机这一因素,是因为由于昼夜的温差导致的金属的收缩对裂纹出现和扩展影响很大,而且要比前两项导致的结果还要严重,见图8和图9。并且裂纹的埋藏深度在1mm~6mm,远远超出了打底层的厚度范围,扩展到填充焊缝金属。
之所以出现这种现象,通过查阅原始焊接记录,得出这两条焊缝是由于打底层的焊缝焊接完成后,由于时间较晚,没有进行填充,第二天重新预热后进行焊接的。

图8 焊缝超声波检测部分显示图

图9 剖伤后渗透检测宏观图
通过分析,导致存在如此严重的大面积裂纹缺陷的原因有两个。一方面是由于冬季昼夜间的温差过大,导致母材金属在限制性的条件下,变形伸缩量在5mm~10mm,而自由状态下可达25mm,如此大的变形所产生的应力,使原来存在的裂纹缺陷发生扩展而导致的;另一方面由于打底层焊缝的厚度较薄,一般在3mm~4mm,使打底层焊缝金属无法承受金属母材收缩变形导致的拉应力过大,导致存在的裂纹缺陷继续扩展或焊缝金属开裂。
为了消除这一现象,1)打底焊和填充焊接采用退道焊和间隔焊多人作业同时段进行,在打底焊焊道焊接到3m左右时,开始进行填充焊接;2)填充焊接时应采用大电流、低电压和适当较低的焊接速度,可以一定程度上消除打底焊层的裂纹;3)一次打底焊和填充焊接的焊道总厚度要达到1/2厚度以上;4)对于突发状况,如突降大雨等造成不能同时进行焊接的,应采用磁粉检测方法对所有的焊道进行检测,并清除所存在的裂纹缺陷,按照规范进行预热后再进行焊接;5)采用退道焊和间隔焊减小了连续焊出现的局部应力集中且均匀分布。通过以上措施,没有再发生大面积的裂纹类缺陷的出现,其对比数据如表4所示。
在上述三个相关试验研究的基础上,重新升级了焊接工艺规范和预防措施,并对比了优化前和优化后焊接工艺八个班组的焊接质量,见表3。

表4 190A/28V/55cm/min焊接条件下焊接顺序对裂纹影响程度数据对照表
4 结论
通过现场试验和大量试验数据的积累和分析,优化后的焊接工艺规范有针对性地解决了现场实际出现的质量问题,弥补了试验室焊接工艺规范的泛泛性;而应用无损检测技术获取数据、及时反馈和评价焊接工艺参数及措施是行之有效的。从试验和实际应用中可以得出如下结论:
1)施焊前必须按照工艺规范调整焊接工艺参数,并对焊接的第一米进行肉眼检测和磁粉检测及测量,在保证打底焊层不低于3mm的情况下,没有打底层裂纹的才可继续施焊,不包括起弧和收弧裂纹(如发生,标识后打磨并进行磁粉检测);
2)对焊接金属和衬垫材料进行预热,一般控制在38℃以上;
3)打底层严禁过夜,并采用退道焊和间隔焊焊接打底层焊道达到3m左右开始填充第一道焊接,并且打底层和填充的焊缝厚度值不低于10mm或板厚的1/2;
4)上部码板只有在打底层和填充的焊道厚度值达到10mm以上时,才可去除,并且不可同时一个方向去除和施加与焊道垂直的外力,去除后的焊道部位要标识,并进行磁粉检测。
[1] 刘桑. 金属型药芯焊丝在船体大合拢口CO2单面焊中的应用[J]. 广州: 广东造船, 2005(4): 45-49.
[2] 李生田, 刘志远. 焊接结构现代无损检测技术[M].北京: 机械工业出版社, 2000(10): 12-13.
[3] 王鸿斌. 船舶焊接工艺[M]. 北京: 人民交通出版社,2006.
[4] 李家伟, 陈积懋. 无损检测手册[M]. 北京: 机械工业出版社, 2002.
[5] 巴连文. 焊接过程质量控制与检验[M]. 北京: 中国标准出版社, 2006.
Study of Optimizing Welding Process Method by Applying Probability of Detection Crack
Chen Zhi-qiang1, Zhu Zhe-ren2
(1. College of Quality&Technical Supervision of Hebei University, Hebei Baoding 071005, China; 2. China LNG Shipping (International) Co., Ltd., Hongkong 999077, China)
Crack like indication is one of the most serious discontinuities during the welding progress. The NDT techniques are the important and practical way to test and evaluate that the WPS used is available or not at the fabricated site. The comprehensive assessment is done on the welding process with FCAW-CO2on the skewed T-type with CJP joint by applying probability of detection crack in the paper. Most of the cracks-like indications are eliminated when the optimized WPS and preventions are used. Finally the welding quality and the integrated security is assured and improved respectively.
probability of detection crack; semi-auto FCAW - CO2; skewed T-type with CJP joint
TG441.7,TG441.3
A
10.14141/j.31-1981.2016.01.010
陈志强(1970—),男,讲师,无损检测高级工程师,研究方向:无损检测评价和焊接工艺优化。
猜你喜欢
舰船科学技术(2022年20期)2022-11-28
军民两用技术与产品(2022年2期)2022-06-01
建材发展导向(2022年6期)2022-04-18
成都信息工程大学学报(2021年4期)2021-11-22
昆钢科技(2021年4期)2021-11-06
建材发展导向(2021年6期)2021-06-09
World Journal of Diabetes(2019年7期)2019-07-23
扬子江(2019年1期)2019-03-08
山东工业技术(2016年15期)2016-12-01
小说林(2014年5期)2014-02-28
