基于理实一体化《数控编程操作实训》的教学改革研究*
2016-07-22 03:38林祖正农万华赵士超广西科技大学鹿山学院广西柳州545616
高教学刊 2016年13期
林祖正 农万华 赵士超(广西科技大学鹿山学院,广西 柳州 545616)
基于理实一体化《数控编程操作实训》的教学改革研究*
林祖正农万华赵士超
(广西科技大学鹿山学院,广西 柳州 545616)
摘要:文章从理实一体化教学模式出发,构建《数控编程操作实训》的教学体系,并以实例论证所构建体系的可行性及其优越性,对践行理实一体化教学,培养应用技术型人才,有一定的指导意义。
关键词:理实一体化;教学体系;应用技术
一、理实一体化特点与意义
理实一体化,简而言之,就是教学做一体化,强调以学生为本,发挥老师的主导作用,融教、学、做于一体;将理论教学与实践教学有机结合,理论指导实践,实践提升理论;不仅有利于培养学生实践动手能力,而且有利于教师理论与实践的衔接,提高知识、技能和教学的能力。
当前,由于受各方面教学条件的限制,理论教学与实践教学分开授课,无论是先理后实还是先实后理,都会造成理论与实践脱节教学,不能紧密联合在一起,重理轻实或是重实轻理,造就的是理论型人才与实践操作型人才。应用技术型人才,既要有扎实的理论基础,又要有过硬的操作技能、技巧。面对转型,培养应用技术型人才,依靠传统的教学模式显然不能满足要求,迫切需要引入理实一体化教学,边教、边学、边做,提高教学质量和学生的综合能力。
二、理实一体化实践与研究
(一)理实一体化教学体系构建

图1 理实一体化教学体系
理实一体化教学模式,将理论教学贯穿到整个实际操作的工作过程中,合二为一,是一体化的课程教学,设置教学内容要充分体现知识与技能一体化。如图1所示,首先是知识点的理论教学和举例证明,包括零件的工艺分析和编程;然后就是机床操作,包括模拟仿真及零件的加工,最后就是所加工零件的检测,包括形状、尺寸、精度等,是否符合零件的技术要求。总之,始终贯穿“理论—实践,实践—理论”这一条主线。
(二)理实一体化教学实践
这里我举一个例子来阐述现阶段基于理实一体化教学《数控编程操作实训》的实践与应用及其所取得的成效。讲授数控铣床指令及编程方法的知识点,首先进行了知识点细化,把工件坐标系的设定、绝对与相对编程、基本运动指令作为第一个编程的知识点,把插补原理和动作解释清楚;然后设计例子编制程序;最后上机加工及检测所加工零件是否符合要求。
1.理论课讲授
工件坐标系——工件原点相对于机床坐标系的坐标值;可以选G54~G59中的某一个;编程格式:G54(55~59)G90 G00/ 01 X_Y_Z_(F_)。
注意如果运用G01指令,必须要给进给指令代码F_。
绝对与相对编程——绝对值编程G90,程序中所有编程尺寸是相对于编程原点的;相对值编程G91,程序中的编程尺寸是相对于前一位置的增量值。
基本运动指令——快速定位G00,执行该指令,刀具快速移动到指定的位置,编程格式:G00 X_Y_Z_;直线查补G01,执行该指令,刀具以F给定的进给速度做直线切削运动,编程格式:G01 X_Y_Z_F_;圆弧插补指令G02/03,G02顺圆弧插补,G03逆圆弧查补,执行该指令,刀具按F给定的进给速度做圆弧切削运动,编程格式G02/03 X_Y_R_(I_J_)F_。当采用G90绝对值编程,X、Y、Z为工件坐标系中圆弧的终点坐标,当采用G91相对值编程时,X、Y、Z为圆弧起点到终点的增量距离。
特别注意,当圆弧所夹的圆心角大于180度时,优先考虑用I、J、K方式编程。
2.工艺分析
设计一个例子,主要涉及编程方式选择、直线插补和圆弧插补。如图2所示,外轮廓的加工,基本满足本知识点的教学要求,能达到教学的目的。
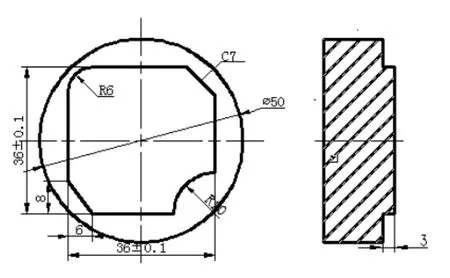
图2 零件图
加工工艺分析:毛坯件—直径50的塑料棒,刀具—直径10的白钢键槽铣刀,设备—V600数铣,夹具—虎钳。坯料是棒材,找中心作为工件坐标系是比较理想的,机床上可以用十字交叉法,方便、快捷找点;基准重合原则,编程的坐标原点也就是工件坐标的原点;主轴转速500r/min,进给速度200mm/ min,刀具代号T05,切削深度3mm,下刀点在(0,-30,10)。
3.编制程序
确定原点和下刀点之后,计算出各个基点坐标,拟定走刀路线,如图3走刀线路图所示,编程原点位置,下刀点位置,抬刀点位置。选择刀具补偿(左补偿G41、右补偿G42)及切入和切出方式(圆弧切入切出、直线切入切出、圆弧直线混合切入切出),防止过切、切不完留料等现象出现。

图3 走刀线路图
O0001;
G40G49G69G80;
T05M06;
G54G90G00X0Y0Z100.;/设定工件坐标系,绝对值编程
X0Y-30.Z10.;/快速移动到下刀点
M03S500;
G01Z-3.F200;
G41G01X6.Y-24.D05;/建立刀具补偿
G03X0Y-18.R6.;/圆弧切入
G01X-12.;
X-18.Y-10.;
Y12.;
G02X-12.Y18.R6.;
G01X11.;
X18.Y11.;
Y-8.;
G03X8.Y-18.R10.;
G01X0.;
G03X-6.Y-24.R6.;/圆弧切出
G40G01X0Y-30.;/取消刀具补偿
G00Z100.;
M05;
M30;
4.模拟仿真
编完加工程序,仔细检查一遍后,把程序输入到机床上,利用机床绘图功能,模拟仿真检查程序是否有错。刀具轨迹图如图4、图5所示。

图4 模拟刀路轨迹图
5.加工及检测
模拟仿真结束,刀路轨迹没有问题,进入加工环节:机床回零,设置工件坐标系G54,设置刀具偏置:5.2,粗加工;粗加工完后测量,修改刀具偏置:4.99,精加工;精加工结束,再次测量,如此反复,直到所测量零件尺寸达到技术要求,加工方可结束。拆下工件,去毛刺,根据图纸要求,检测工件,是否达到图纸上的技术要求。

图5 加工

图6 检测尺寸
6.教学成效
理论与实践相结合的教学模式,理论及时指导实践,实践及时反馈理论:理论教学、实例分析、实践操作、验证。学生从理性认识上升到感性认识,对课程知识点的认识得到升华,活学活用,取得了举一反三的效果。教学也不再是单纯的“纸上谈兵”,而是衔接对应的生产实践,既有利于提高学生动手操作技能,又有利于培养学生工程意识能力。
三、结束语
理实一体化教学,打破传统的教学模式,将理论、实践、技能融为一体,促进理论与实践技能的同步提升,为培养高素质的应用技术型人才奠定基础。文章通过《数控编程与操作实训》课程教学改革与实践,以实例作证,设计出理实一体化教学体系,可简要概括为:讲授知识、应用研究、锻炼技能三方面,体现了以学生为本,不仅注重学生知识、技能的获得,更注重知识与技能的渗透,学以致用。
[1]吴海超.理论实践一体化教学模式的探索与实践[J].机械职业教育,2004(10).
[2]禹禄君.探究理实一体化教学新模式[J].长沙通信职业技术学院学报,2008(12).
[3]林祖正,赵士超,丁伟.独立学院转型发展机械类专业实践教学改革与研究[J].轻工科技,2015(11):146-147.
中图分类号:G642
文献标志码:A
文章编号:2096-000X(2016)13-0110-03
*基金项目:2014年度广西高等教育教学改革工程立项项目“独立学院模具设计及制造专业应用型人才培养模式的研究与实践”(编号:2014 JGB419);广西科技大学鹿山学院转型发展专项项目“应用技术型高校机械类专业实践教学改革与研究”(编号:2015ZXYA004)。
作者简介:林祖正(1985-),男,广西平南人,实验师,研究方向:模具CAD/CAM。
Abstract:From the integration of theory and practice teaching mode,this paper constructsthe teaching system of"The NC Programming Operation Training",and illustrates thefeasibility and the superiority of the constructed system,has certain guiding significance for the realization of the integration of theory and practice teaching in teaching and cultivation of applied technical talents.
Keywords:integration of theory and practice;teaching system;applied technology
猜你喜欢
建筑建材装饰(2016年14期)2017-01-05
职业·中旬(2016年10期)2016-11-28
考试周刊(2016年84期)2016-11-11
计算机教育(2016年7期)2016-11-10
计算机教育(2016年7期)2016-11-10
课程教育研究·学法教法研究(2016年21期)2016-10-20
电脑知识与技术(2016年21期)2016-10-18
科技视界(2016年21期)2016-10-17
企业导报(2016年6期)2016-04-21