
球头铣刀铣削TC4钛合金铣削参数的研究*
2016-07-04 01:17:18李亚平赵先锋李长虹李荣隆
组合机床与自动化加工技术 2016年6期
李亚平,赵先锋,李长虹,李荣隆
(贵州大学 机械工程学院,贵阳 550025)
球头铣刀铣削TC4钛合金铣削参数的研究*
李亚平,赵先锋,李长虹,李荣隆
(贵州大学 机械工程学院,贵阳550025)
摘要:针对TC4钛合金的铣削加工,为了获得合理的铣削参数,利用专用刀具软件Third Wave AdvantEdge建立铣削模型,采用四因素五水平正交试验设计方法对球头铣刀铣削TC4钛合金进行铣削试验。运用极差分析法确定转速、进给量、切削宽度及切削深度对铣削力的影响,并建立铣削力的预测模型,为刀具参数的合理选择提供理论依据。研究表明: 对铣削合力影响最显著的因素为进给量,其次是切削宽度和切削深度,最不显著的因素是转速。
关键词:Third Wave AdvantEdge;正交试验;极差分析;预测模型
0引言
目前,钛合金被广泛应用于各个领域主要是因为其具有强度高,耐蚀性好和耐热性高等特点[1-2]。其中TC4钛合金是最早研制成功、应用时间最长、技术最成熟、应用最广泛的一种典型的钛合金材料。它属于高温钛合金系列,它所具有的钛合金的优点使其成为航天、航空等领域应用最多的合金。TC4钛合金又因具有导热系数低,化学活性大及刀具磨损严重等问题,属于难加工材料[3]。国内外研究集中在铣削参数对铣削力的影响,未建立铣削力的预测模型[4-9]。
因此,本文以铣削力为目标进行参数优化,通过对不同铣削参数的研究,得到转速、进给量、切削宽度及切削深度等因素对切削力的影响,建立切削力的预测模型,为TC4的铣削加工提供理论依据。
1试验设计
1.1工件材料
TC4钛合金的组成为Ti-6Al-4V,属于 (α+β) 相钛合金。如表1所示为TC4 钛合金的机械性能表。

表1 TC4钛合金的机械性能表
在有限元分析的高应变率中,运用可靠的材料流动应力模型描述工件的本构行为是保证模拟结果正确性的基础[10]。其本构模型的幂指数形式在AdvantEdge软件中表示为:
(1)

1.2试验方案
刀具采用具有TiC涂层(厚度为0.005μm)的K类硬质合金整体式球头立铣刀,刀具的几何参数如表2所示。

表2 刀具详细参数
在工件材料和刀具参数确定的情况下,切削力与切削参数具有繁杂的指数关系。铣削力经验公式的通用形式为:
(2)
由公式(2)可知,影响铣削力的因素主要有主轴转速n、每齿进给量fz、切削深度ap、切削宽度ae、铣刀直径d0和铣刀齿数z0。其中,铣刀直径d0、铣刀齿数z0和修正系数kF取定值。因此,本文将重点研究硬质合金球头立铣刀铣削TC4时,主轴转速n、每齿进给量fz、切削深度ap、切削宽度ae对铣削力的影响。铣削方式采用顺铣,干切削。
设计四因素五水平L25(54)正交铣削仿真实验来研究TC4钛合金的加工特性,如表3为其因素水平表。使用刀具分析软件Third Wave Advantedge来进行模拟加工,根据试验的设计输入相关参数,运用Advantedge 默认的网格划分方法对工件和刀具的网格进行划分和重划分。
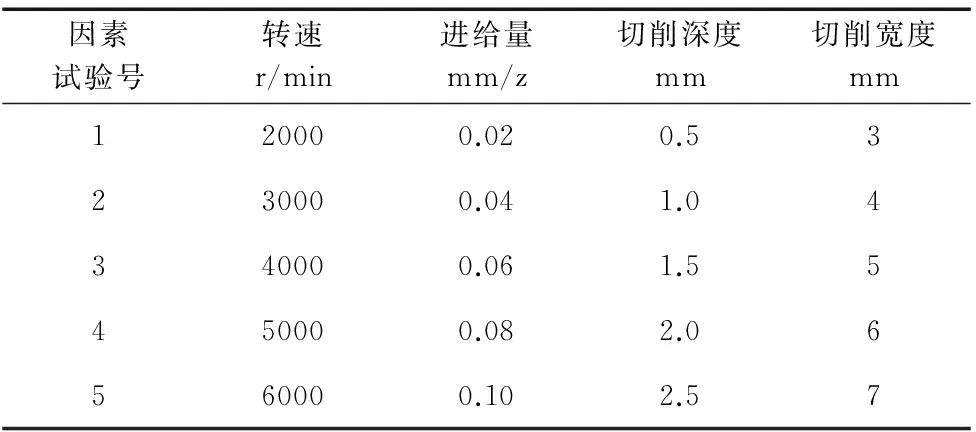
表3 因素水平表
2试验结果与分析
根据正交试验的参数选择,试验结果如表4所示。运用极差分析的方法对试验结果进行分析。极差分析可以得到三方面的结果:试验指标随每个因素的变化趋势;每个因素对试验指标的影响主次排序;因素和水平的最优组合。

表4 各因素对铣削合力Fr的分析表
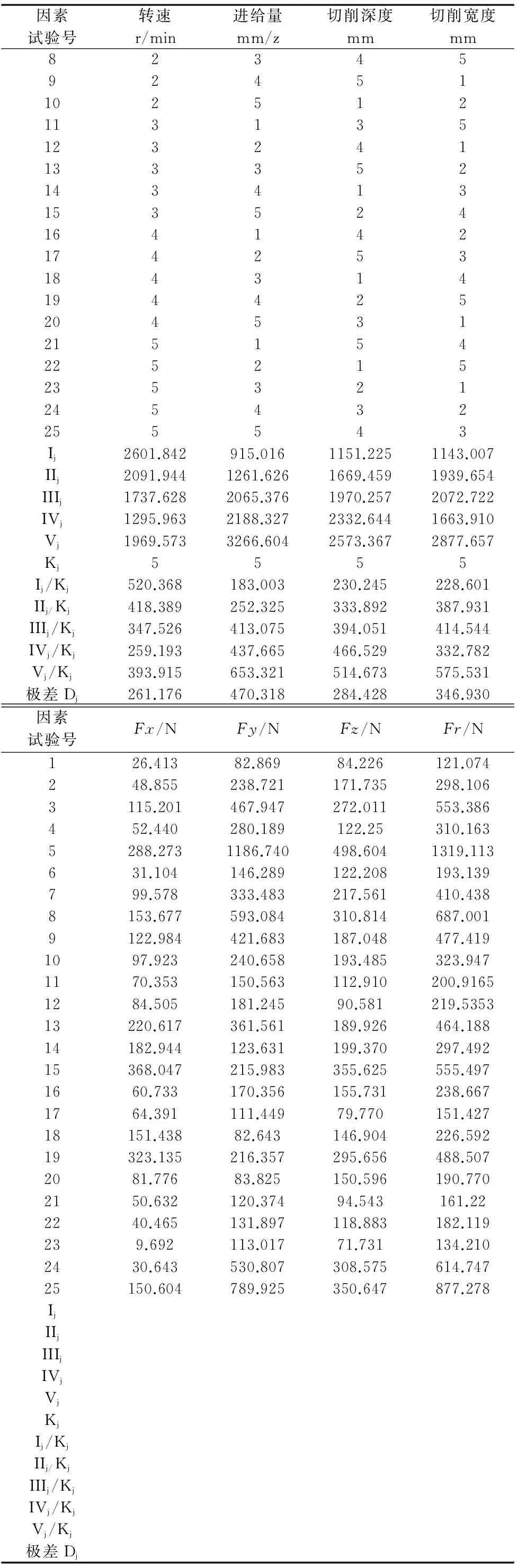
续表
2.1铣削力预测模型的建立
根据表4的数据,铣削力的预测模型采用多元线性回归的方法建立。
根据广义的泰勒公式,铣削合力与铣削参数之间是指数关系,可以近似用公式(3)表示:
(3)
在公式(3)中C为系数(系数与机床、刀具、工件有关系);b1、b2、b3、b4分别为主轴转速、进给量、铣削深度和铣削宽度对铣削合力的影响指数。
将式(3)两边取对数,得到以下方程:
lnFr=lnC+b1lnn+b2lnfz+b3lnap+b4lnae
(4)
y1=lnFr,x1=lnn,x2=lnfz,x3=lnap,x4=lnae,b0=lnC,则将式(4)变换后的常用多元回归方程形式为:
y=b0+b1x1+b2x2+b3x3+b4x4
(5)
根据此建立铣削力的多元回归方程组:
y1=β0+β1x11+β2x12+β3x13+β4x14+ε1
y2=β0+β1x21+β2x22+β3x23+β4x24+ε2
………
y25=β0+β1x25-1+β2x25-2+β3x25-3+β4x25-4+ε25
(6)
其中,εi为试验随机变量误差。
采用最小二乘法,设b0、b1、b2、b3、b4分别为参数β0、β1、β2、β3、β4的最小二乘估计,则回归方程为:
y=b0+b1x1+b2x2+b3x3+b4x4
(7)
式(7)中,y为统计量,b0、b1、b2、b3、b4为回归系数,则
b=(X/X)-1X/Y
(8)
根据正交试验表,将参数及试验结果输入EXECL,算出b,最后可得到Fr的经验公式。
(9)
由公式(9)可知,铣削合力对于进给量的变化最敏感,对转速的变化最不敏感。
2.2分析结果
仿真加工参数 (转速、进给量、切削深度、切削宽度)对铣削力的影响趋势如图 1 所示。
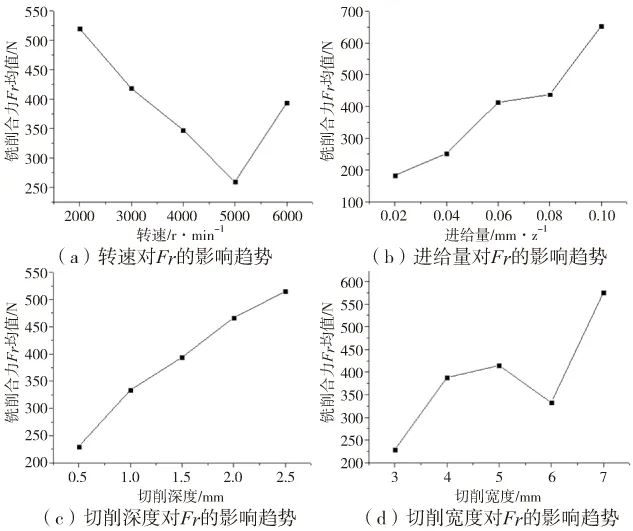
图1 铣削合力Fr在不同铣削参数下的趋势图
由图1a可知:随转速的增大,铣削合力大体上呈现减小的趋势,主要是因为转速增大,导致切削温度变高,使工件材料发生软化,以至于切削力减小。增大转速不仅可以减小铣削力,还可以缩短加工时间,提高效率,因此在条件允许的情况下应尽可能提高铣削速度。
由图1b和图1c可知:随着进给量和切削深度的增加,铣削合力增大。因为进给量和切削深度的增加导致切削面积增大,而变形系数在切削深度增大时保持不变,进而导致切削力成比例增大,随着进给量变大,弹塑性变形及摩擦力也随之增大,进而导致切削力增大。可见当切削面积相同时,为减小切削力宜采用较小的进给量和切削深度。
由图1d可知:随着切削宽度的增大,铣削合力基本上是增大的趋势。
根据表4的极差结果,可以看出各切削参数对铣削力的影响程度。在硬质合金球头立铣刀铣削TC4时,对铣削力影响最显著的因素为进给量,最不显著的因素是转速。
综合以上各因素对铣削合力的影响,推荐铣削参数为:转速=5000r/min,进给量=0.02mm/z,切削深度=0.5mm,切削宽度=3mm。
3结束语
运用正交仿真试验,研究了铣削TC4钛合金的铣削力。研究表明:
(1)对铣削合力影响最显著的因素为进给量,其次是切削宽度和切削深度,最不显著的因素是转速;
(2)从切削力的角度考虑,切削参数可优化为:较大的转速、适当的切削深度和切削宽度及较小的进给量,并建立了切削力的经验公式;
(3)推荐铣削参数为:转速=5000r/min,进给量=0.02mm/z,切削深度=0.5mm,切削宽度=3mm。
本论文主要进行了有限元仿真分析,后续工作将进行TC4的切削试验验证仿真分析的结果,修正切削力预测模型的参数,为实际生产提供指导。
[参考文献]
[1] 罗汉兵,赵军,李安海,等.高速铣削钛合金Ti6Al4V铣削力试验研究[J]. 组合机床与自动化加工技术,2011(5):18-25.
[2] 张电丛,李蓓智,张家梁,等. 钛合金高速外圆磨削的温度特征实验研究[J].组合机床与自动化加工技术,2013(7):16-21.
[3] 唐克岩.基于正交试验TA15钛合金铣削性能研究[J].组合机床与自动化加工技术,2011(9):20-23.
[4] Hien Nguyen, Sung-Lim Ko. A mathematical model for simulating and manufacturing ball end mill [J]. Computer-Aided Design,2014:16-26.
[5] Fabrizia Caiazzo,Vittorio Alfieri,Gaetano Corrado,et al. Investigation and Optimization of Laser Welding of Ti-6Al-4 V Titanium Alloy Plates [C]. Department of Industrial Engineering,2013.
[6] A K M Nurul Amin,Ahmad F I Smail,,M K Nor Khairusshima. Effectiveness of Uncoated WC-Co and PCD Inserts in End Milling of Titanium Alloy-Ti-6Al-4V[J]. Journal of Materials Processing Technology,2007:147-158.
[7] 张朝阳,陈国定,王涛. 端铣7055铝合金铣削力及铣削温升研究[J]. 机械设计与制造,2014,(6): 75-83.
[8] 陈建军.硬质合金涂层立铣刀高速铣削钛合金切削性能研究[D].哈尔滨:哈尔滨理工大学,2014.
[9] 顾红欣. 高速铣削过程铣削力建模与仿真及实验研究[D]. 天津,天津大学,2006.
[10] 王文凯 ,汤文成. 有限元法在金属高速切削加工技术中的应用[J]. 机械设计与制造,2008(6):195-197.
(编辑赵蓉)
Research of Milling Parameters of TC4 Titanium Alloyabout Ball End Mill
LI Ya-ping,ZHAO Xian-feng,LI Chang-hong,LI Rong-long
(College of Mechanical Engineering,Guizhou University,Guiyang 550025,China)
Abstract:In view of the milling TC4 titanium alloy, in order to achieve reasonable milling parameters,milling model is been built by using Third Wave AdvantEdge.Four factors and five levels orthogonal experiment method is used to simulate the process of milling TC4 titanium alloy using the ball end mill. Using the range analysis method to determine the speed, feed and cutting depth, cutting width effects on milling force. The prediction model of the milling forceis established, to provide theoretical basis for the reasonable selection for cutting tool parameter. Research shows that: the most significant factor is feedforthe milling force influence, followed by cutting width and cutting depth, the least significant factor is the speed.
Key words:Third Wave AdvantEdge; orthogonal experiment;;range analysis;prediction model
文章编号:1001-2265(2016)06-0118-03
DOI:10.13462/j.cnki.mmtamt.2016.06.031
收稿日期:2015-07-07;修回日期:2015-08-03
*基金项目:国家自然科学基金项目(51265005)
作者简介:李亚平(1989—),女,湖北襄阳人,贵州大学硕士研究生,研究方向为现代制造工艺及装备,(E-mail)408692073@qq.com;通讯作者:李长虹(1957—),女,河北丰润人,贵州大学教授,硕士生导师,研究方向为机械制造、CAD技术和传动控制技术,(E-mail)lichho9@163.com。
中图分类号:TH162;TG702
文献标识码:A
猜你喜欢
东方教育(2016年9期)2017-01-17 21:04:14
中国经贸(2016年21期)2017-01-10 12:21:20
商情(2016年43期)2016-12-23 14:23:13
山东农业科学(2016年11期)2016-12-17 22:14:38
安徽理工大学学报·自然科学版(2016年1期)2016-12-14 22:19:41
湖北农业科学(2016年18期)2016-12-08 18:51:32
经济师(2016年10期)2016-12-03 22:27:54
中国民族民间医药·上半月(2016年10期)2016-11-19 11:34:28
科技视界(2016年18期)2016-11-03 21:44:44
科技视界(2016年20期)2016-09-29 11:36:29
