
六西格玛管理在高碳钢小方坯连铸中的应用
2016-06-16 02:40齐志宇李泽林梅雪辉温荣宇鞍钢股份有限公司炼钢总厂辽宁鞍山114021
鞍钢技术 2016年3期
齐志宇,李泽林,梅雪辉,温荣宇(鞍钢股份有限公司炼钢总厂,辽宁鞍山114021)
六西格玛管理在高碳钢小方坯连铸中的应用
齐志宇,李泽林,梅雪辉,温荣宇
(鞍钢股份有限公司炼钢总厂,辽宁鞍山114021)
摘要:针对鞍钢股份有限公司炼钢总厂二分厂高碳硬线钢铸坯废品率高的问题,采用六西格玛管理的方法分析了工艺技术、设备和基础管理几方面存在的问题,通过控制中间包钢水过热度、二冷水比水量、稳定拉速并控制电磁搅拌频率和电流,高碳硬线钢铸坯的废品率降至0.12%以下。
关键词:六西格玛;高碳钢;铸坯;缩孔
齐志宇,硕士,工程师,2006年毕业于辽宁科技大学材料科学与工程专业。E-mail:qizhiyu2008@163.com
精细化六西格玛管理是一种现代科学的管理理念,是优化企业业务流程管理的系统工程,能够提高顾客满意程度,降低成本,因此受到各行业的重视[1-2]。鞍钢股份有限公司炼钢总厂二分厂针对高碳钢小方坯铸坯质量不稳定、废品率高的问题,运用精细化六西格玛管理理念,分析了工艺、技术、设备等方面存在的问题,解决了铸坯质量问题。
1 生产概况
鞍钢股份有限公司炼钢总厂二分厂工艺装备为2座铁水预处理,3座100 t转炉,2座LF炉和3台6机6流小方坯连铸机,方坯主要生产冷镦钢和高碳硬线钢等线材产品。2011年共产生废品2 068 t,其中硬线钢废品1675 t,占总量的80.29%。导致缺陷的原因有缩孔、结疤、脱方、划痕、裂纹等,其中缩孔比例最大,达到了78.1%,因此需要重点解决铸坯缩孔问题。
2 缩孔缺陷原因分析
图1为产生缩孔原因的鱼刺图,找出影响高碳硬线钢产生缩孔的12个因素,即液面波动故障、电磁搅拌参数、电磁搅拌故障、中间包温度、二冷水量、拉速、生产节奏、保护渣种类、保护渣加入方法、操作技能、液面自动精度,运用六西格玛工具的方差分析、统计分析、回归分析以及双样本T检验方法对影响因素进行排查,从中找出液面波动大、电磁搅拌参数不合理、中间包温度高、二冷水量大和拉速高5个关键影响因素。
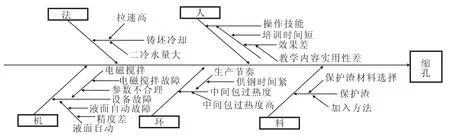
图1 产生缩孔原因的鱼刺图
3 降低缩孔缺陷措施
3.1工艺技术改进
(1)优化中间包过热度。取样分析不同过热度下的铸坯发现,钢水过热度对减少铸坯缩孔和偏析起重要作用。随着过热度的降低,钢坯凝固越快,连铸坯中的柱状晶区越小,同时碳的选分结晶受到限制,碳偏析程度减轻,有利于减少中心缩孔和中心偏析等缺陷。因此,控制过热度,目标为25℃以下。改进前后过热度分布图见图2。如图2所示,过热度由原来的平均26.9℃,改进后平均降至24℃,控制值范围明显变窄,趋于稳定,过热度≤25℃的比例控制在95%以上。

图2 改进前后中间包钢水过热度分布图
(2)优化铸坯冷却强度。针对目前生产的不同碳含量的硬线钢,在其它工艺参数不变的条件下,对不同比水量方案进行铸坯取样,根据枝晶检测结果确定最佳方案。统计6个浇次的实验结果表明,随着比水量的增大,虽然钢液凝固迅速使中心偏析得到了一定改善,但是由于冷却强度过大柱状晶充分发展形成的缩孔得不到后部钢液的补充,内部缺陷有恶化的趋势。将二冷水比水量控制在0.5~1.0 L/kg,各区水分配合理。优化后的二冷水比水量见表1。
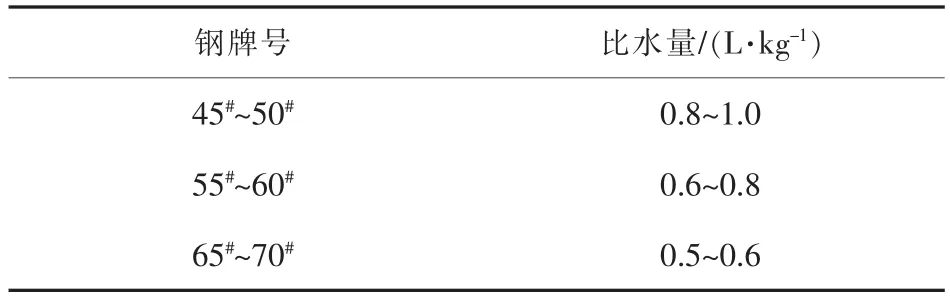
表1 优化后的二冷水比水量
(3)优化拉速,提高恒拉速率。针对不同碳含量的高碳硬线钢,对比不同拉速下铸坯中心缩孔、偏析和疏松检测结果发现,在其它工艺参数不变的条件下,随拉速的降低,中心缩孔、偏析和疏松逐渐减少,但是拉速减少到一定程度时,中心缩孔严重等级呈现升高的趋势,因此根据实验结果,同时参考目前生产情况、炉机匹配能力,制定了不同钢种的拉速标准,见表2。

表2 优化后的拉速
通过对这3个关键因素的相关性分析发现,拉速和二冷水二者存在很强的相关性,因此确定了其各自的优化区间后,又将拉速和比水量重新匹配,进行了优化试验。铸坯检测结果表明,在过热度相同的前提下,不同的钢种低拉速时,比水量控制在中限;高拉速时,比水量控制在上限,结果缩孔明显改善,而其他内部品质基本相同。
3.2设备及工艺参数的改进
(1)由于小方坯拉速高,断面小,中间包液面波动会引起钢水静压力变化,从而导致液面波动,此时完全是通过人为干预调整,因此液面波动难以控制,增加了铸坯缺陷。为了保证结晶器液面稳定,二分厂连铸作业区增设液面自动控制装置,同时加强大包操作,稳定中包液面和拉速。生产过程中,优化调整了液面自动相关参数,减少了虚假参数对结晶器液面波动造成的影响,液面稳定在±3mm之内,稳定了拉速,取得了良好的效果。
(2)优化电磁搅拌参数。结晶器电磁搅拌能提高铸坯等轴晶区,并且随着电磁搅拌参数的变化,能够不同程度的减轻中心缩孔。制定实验方案,在同种拉速下两种试样的电磁搅拌电流分别为230 A、250 A、280 A、300 A、320 A、350 A,同时分别采用3 Hz、3.5 Hz、4 Hz频率进行电磁搅拌。每3流一组,针对不同的搅拌工艺分别在试验流取样。分别对其进行横、纵向低倍、硫印检验及高倍金相检验和碳偏析分析、对比,对电磁搅拌参数进行优化设计,制定了最终的电磁搅拌工艺参数,45#~55#钢频率为3 Hz,电流强度为230 A;60#~70#钢频率为3.5 Hz,电流强度为280 A。
3.3精细化管理
(1)制定列车时刻表管理制度。根据钢种、设备状态、炉机匹配情况,合理安排生产计划,同时制定了列车时刻表制度,要求各个工艺环节严格按照制度执行。
(2)建立高碳硬线钢评分制度。对每个浇次不同流铸坯取样,采取低倍、硫印和枝晶检验的方法对铸坯缩孔、中心偏析、中心疏松、裂纹情况以及等轴晶率进行分级评级,按照不同级别进行评分,铸坯缩孔评分标准见表3。表3直观反映出铸坯质量的变化情况,做到及时监控、及时改进。

表3 铸坯缩孔评分标准
(3)规范二冷区检查管理。作业区建立了二冷检查记录,每个浇次停浇必须对二冷区进行检查,水嘴出现偏差、堵塞及时更换并记录,保证二冷区域的冷却效果。
4 实施后效果
4.1废品率
结合精细化管理,对连铸作业区工艺参数持续改进和优化,铸坯缩孔大幅降低,废品率得到有效的控制,从原来的平均0.41%降低到0.11%。统计了连续10个月的废品率,六西格玛管理持续改进的效果见图3所示。由图3看出,废品率均控制在0.12%以下,满足了下道工序需求。
4.2铸坯质量
采用六西格玛管理后的铸坯质量如图4所示。可以看出,无论缩孔大小、个数及中心偏析程度均明显改善。检查疏松评级也在0.5级以下,铸坯质量大幅度提高。

图3 六西格玛管理持续改进效果图

图4 铸坯质量对比情况
5 结语
导致高碳钢小方坯铸坯废品率高的主要原因是缩孔,采用精细化六西格玛管理理念,分析了工艺、技术、设备等方面存在的问题,将中间包钢水过热度控制在25℃以下,二冷水比水量控制在0.5~1.0L/kg,拉速稳定在±0.2m/min,同时增加电磁搅拌功能,电磁搅拌频率控制在3.0~3.5Hz,电流控制在230~280A之间,能够大幅度降低缩孔缺陷的产生,废品率稳定在0.12%以下。
参考文献
[1]魏中龙.开展6西格玛管理追求卓越管理目标[J].北京工商大学学报(社会科学版),2002(2):15-20.
[2]杨显贵,张昌民.精细化管理与大学管理精细化[J],上海管理科学,2008(2):82-85.
(编辑许营)
修回日期:2015-12-08
Application of Six-sigma Management for Continuously Casting Square Billets of High Carbon Steel
Qi Zhiyu,Li Zelin,Mei Xuehui,Wen Rongyu
(General Steelmaking Plant of Angang Steel Co.,Ltd.,Anshan 114021,Liaoning,China)
Abstract:Considering the problem on the high scrap rate of billets for hard wire steel rods with high carbon in No.2 Branch of General Steelmaking Plant of Angang Steel Co.,Ltd.,the sixsigma management system was used to analyze the problems existing in the fields of the process engineering,equipment management and basic management.After taking such measures as controlling the degree of superheat of molten steel in tundish and the specific water flow of secondary cooling water,stabilizing the casting speed and controlling the electromagnetic stirring frequency and current,the scrap rate of billets for hard wire steel rods with high carbon was reduced up to 0.12%.
Key words:six-sigma;high carbon steel;billet;contraction cavities
中图分类号:F270
文献标识码:A
文章编号:1006-4613(2016)03-0055-04
猜你喜欢
上海涂料(2021年5期)2022-01-15
军民两用技术与产品(2021年4期)2021-07-28
安徽冶金科技职业学院学报(2020年2期)2020-08-04
金属加工(热加工)(2020年12期)2020-02-06
汽车实用技术(2019年20期)2019-11-06
表面工程与再制造(2019年3期)2019-09-18
重型机械(2019年4期)2019-09-05
铁道通信信号(2018年9期)2018-11-10
中国质量与标准导报(2018年5期)2018-09-10
中国铸造装备与技术(2015年5期)2015-12-10
