
薄板坯连铸技术的最新进展
2016-06-16 02:40冯士超丁瑞锋王艳红鞍钢集团钢铁研究院辽宁鞍山114009
鞍钢技术 2016年3期
冯士超,丁瑞锋,王艳红(鞍钢集团钢铁研究院,辽宁鞍山114009)
薄板坯连铸技术的最新进展
冯士超,丁瑞锋,王艳红
(鞍钢集团钢铁研究院,辽宁鞍山114009)
摘要:阐述了国内外薄板坯连铸技术的最新进展,列举了近年来典型的新建或改造的薄板坯连铸机的技术装备和生产现状,指出了薄板坯连铸将向高拉速、稳定化方向发展。
关键词:薄板坯;连铸;结晶器
冯士超,硕士,高级工程师,2006年毕业于东北大学冶金物理化学专业。E-mail:maxfsc@163.com
薄板坯连铸连轧的优越性是简化了生产工艺流程,降低了基建投资,节省了能源和生产成本[1]。在经历20多年的发展以后,各种形式的薄板坯连铸技术之间不断融合、渗透和借鉴,新建或改造的薄板坯连铸生产线装备了当今先进的技术[2-3],扩大了品种范围[4]。我国的薄板坯连铸生产线在数量、产能以及年产量方面都位居世界前列,并且在关键技术和产品研发等方面也取得了长足的进步[5-6]。
世界薄板坯连铸工艺主要包括:德国西马克公司的CSP、德马格公司的ISP(现与德马克公司合并)、意大利达涅利公司的FTSC、奥钢联的CONROLL、日本住友与三菱公司开发的QSP、美国蒂平斯公司的TSP和鞍钢的ASP技术等。自美国纽柯公司投产世界第一条薄板坯连铸生产线以来,目前薄板坯连铸已进入新的发展阶段[7],工艺上更加注重连铸新技术的应用,这些技术包括:结晶器内腔形状与冷却结构优化、电磁制动技术、大通量浸入式水口、保护渣技术以及结晶器振动优化技术等。这些技术的应用提高了连铸机的拉速,满足了钢厂对薄板坯连铸机产能的需求。薄板坯连铸从最初只能生产简单的几个品种发展为可以生产合金钢、微合金钢、特殊钢、双相钢、TRIP钢和硅钢等。
1 国外薄板坯连铸技术的最新进展
薄板坯连铸技术发展至今,钢厂对薄板坯连铸机的产能、品种和板坯质量要求不断提高,这就促进了该技术的开发和进步,其中发展最快、应用最广泛的是CSP技术和FTSC技术。
1.1CSP连铸技术的发展
1.1.1主要工艺技术
CSP技术经历了20多年的发展目前已经进入第三代,与第一、二代相比,工艺流程没有发生本质变化,主要是开发和应用了部分技术。第三代CSP连铸机的核心技术是优化了漏斗形结晶器,从根本上解决了浸入式水口的使用寿命问题,使得高效连续浇铸薄规格铸坯成为现实。图1是CSP工艺采用的漏斗形结晶器。

图1 CSP工艺的漏斗形结晶器
漏斗形结晶器在形状上满足了浸入式水口插入、保护渣熔化和板坯厚度的要求,提高了薄板坯连铸机连浇炉数和生产率,可减少耐火材料消耗,降低生产成本。
新一代CSP流程短、拉速快、铸坯薄、铸坯凝固速度快,降低了元素偏析程度,提高了等轴晶率,从而有利于无取向硅钢降低铁损和减小硅含量高时产品出现的缺陷。采用液芯轻压下细化了晶粒,使得在相同温度下铸坯的韧性更好。均热工艺使板坯纵向温度更均匀,从而保证产品性能稳定。省去铸坯冷却和再加热的过程,避免了可能发生的内部裂纹和断坯造成的质量问题。新一代CSP厂的生产成本降低,能源消耗和环境排放减少,产品范围拓宽,产品质量提升,可替代部分冷轧带钢。
1.1.2国外新一代CSP厂主要指标
美国Severstal钢厂的单流CSP薄板坯连铸机投产后1年内统计的主要数据指标见表1[8]。

表1 Severstal钢厂的CSP连铸机主要数据指标
Severstal厂CSP薄板坯连铸机的特点是:连浇时间长,优化了钢水在结晶器内的控制,连铸坯合格率98.6%,带钢公差范围达到冷轧带钢公差的水平。
印度ESSAR Steel Hazira公司新一代CSP厂优化了结晶器设计,铸机连浇炉数最高18炉,能够生产超薄热带钢,以最低修整率轧制成最终1.0mm的厚度,经飞剪后可达0.8mm。该厂投产以后满足了印度热轧薄带钢市场的需求。
1.2FTSC连铸技术的发展
1.2.1主要技术装备
达涅利FTSC技术是CSP技术强有力的竞争对手,达涅利最新的第四代薄板坯连铸技术特点如表2所示[9-10],适合生产较大厚度的铸坯。
H2长漏斗形结晶器是FTSC工艺薄板坯连铸机的核心设备,如图2所示。其优点是内部容积大,有很好的钢液自然减速作用。据达涅利公司称,FTSC工艺的铸机在浇铸35mm厚薄板坯时,拉速可达到10m/min,甚至12m/min。在浇铸50~70mm厚薄板坯时,最大拉速可达8m/min,而且能够确保设备生产运行安全和稳定。
1.2.2典型FTSC厂主要技术指标
(1)浦项公司
浦项与达涅利合作开发的新一代高速薄板坯连铸机,采用单流连铸机取代原有的两台薄板坯连铸机。铸机水平段由五部分组成,整个冶金长度为20m,每年可生产180万t优质带卷。使用结晶器液面控制器,在一个浇次中,结晶器液面波动稳定在±3mm以内。4孔浸入式水口可适应较大的钢水流量。板坯角部采用一个独立的二冷控制系统,可获得合适的板坯角部温度,整个二冷设计可以确保在高速连铸条件下,铸坯的温度足以进行直接轧制。采用动态轻压下技术,纵向裂纹和边部/角部裂纹等缺陷均低于1.0%。连续操作时正常的浇铸速度都在7.0m/min以上,板坯平均厚度110mm,不同钢种的浇铸速度如表3所示。
(2)东部制钢公司
韩国东部制钢公司的薄板坯连铸机采用达涅利第四代FTSC技术,装备了钢水液位控制系统、铸坯鼓肚抑制系统以及漏钢预报系统等自动控制系统,使生产过程更容易控制,大幅度提高了连铸机生产能力。采用H2形结晶器设计,改善结晶器钢水流场。厚度为70mm,不同宽度铸坯的浇铸速度见表4所示。
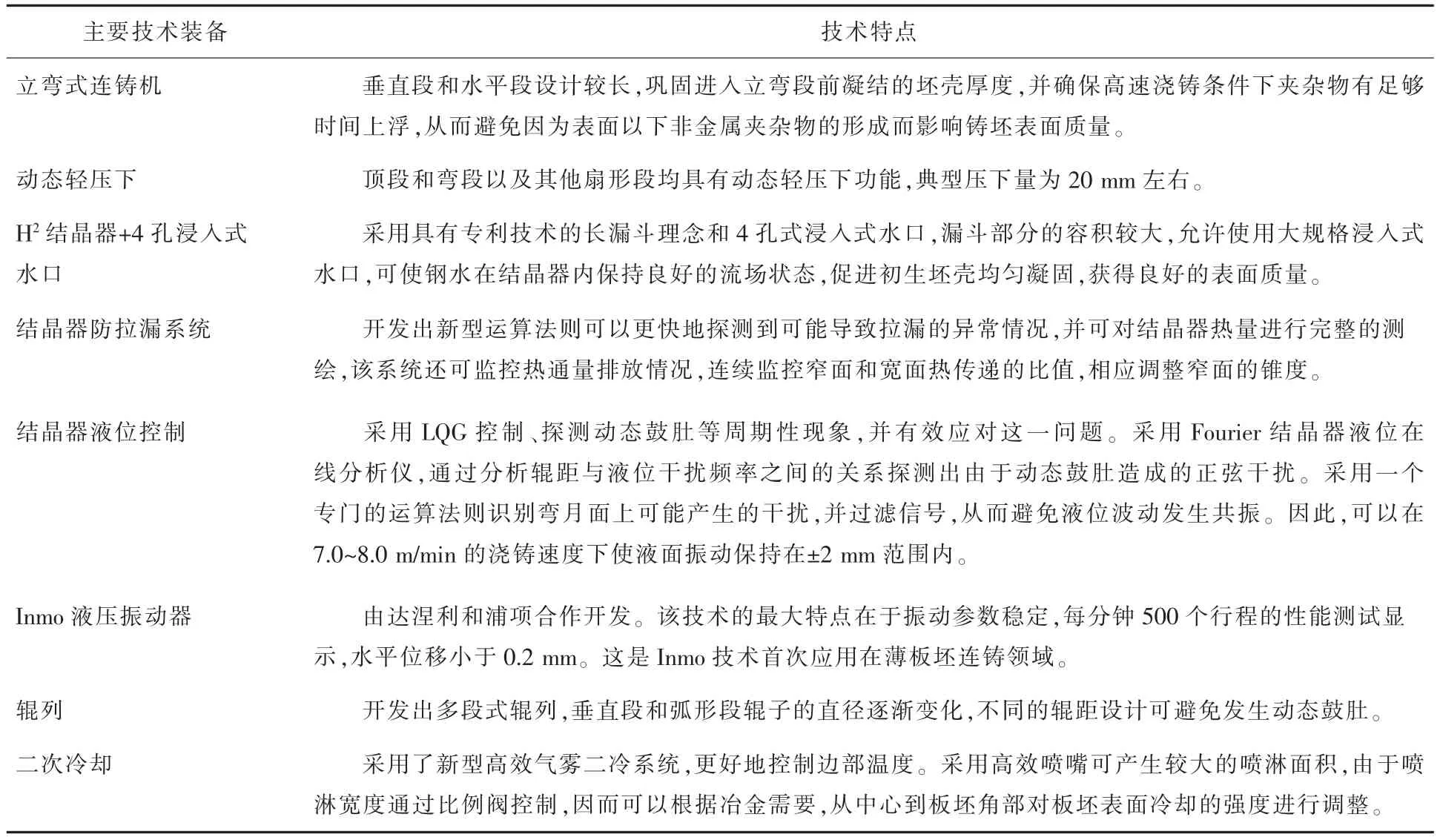
表2 达涅利最新第四代薄板坯连铸技术特点
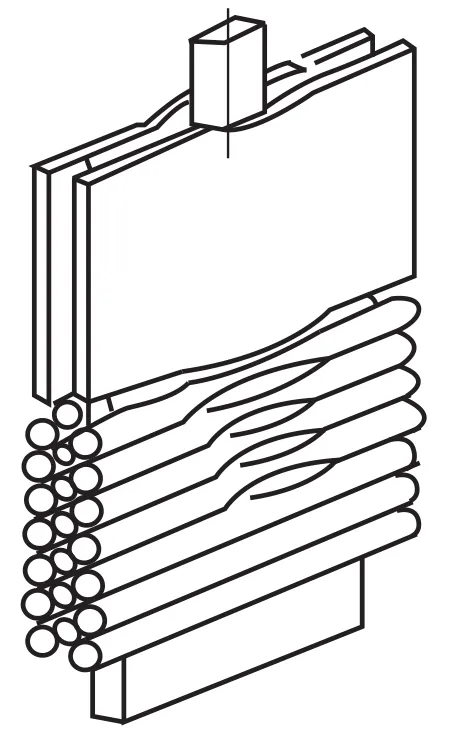
图2 FTSC工艺的H2形结晶器
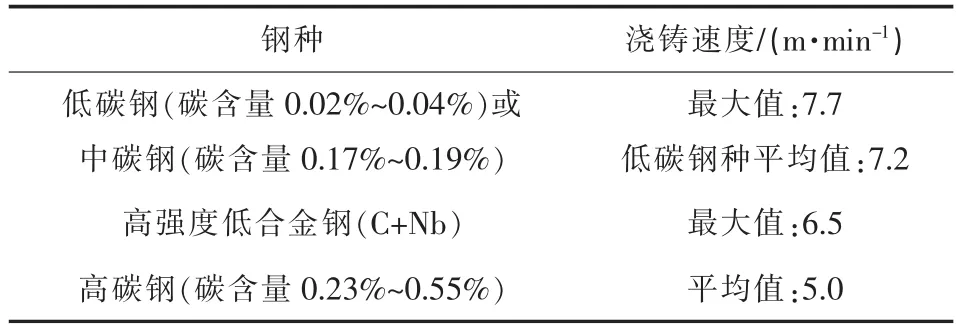
表3 不同钢种的浇铸速度*

表4 厚度为70mm、不同宽度铸坯的浇铸速度m/min
在高速浇铸过程中,没有出现漏钢现象。铸坯在设备出口处的温度曲线显示,铸坯温度变化稳定,温度分布均匀。铸坯内部没有出现裂纹,中心偏析可忽略不计。
(3)俄罗斯OMK公司
俄罗斯OMK公司是世界上第一个采用薄板坯连铸工艺生产北极高寒地区用API石油管线钢的生产厂。采用的H2结晶器在弯月面处的截面尺寸很大,可确保弯月面具有良好的稳定性,使流场获得最佳动力学条件,从而减少产生横向和纵向裂纹的危险。浸入式水口和铜板之间的距离明显加大,因此可最大限度地减少产生纵向中心裂纹的危险。建立在液芯控制系统基础上的动态轻压下技术能细化晶粒尺寸,中心偏析程度降至最低。
(4)Severstal Lucchini公司
Severstal Lucchini公司设在意大利Piombino钢厂的新铸机采用H2结晶器,设有11个扇形段,冶金长度为15.78m。采用高效喷嘴,可实现动态控制的气水雾化二次冷却系统,所有的扇形段都具备动态轻压下功能,可实现最大拉速6m/min。主要产品是高强度低合金钢、双相钢和包晶钢。
1.3西门子奥钢联中薄板坯连铸CONROLL
CONROLL工艺中采用平行板形直结晶器,如图3所示。

图3 CONROLL工艺的平行板形直结晶器
奥钢联(SVAI)认为,只有钢水在其内部凝固时不变形,且保持液面平稳,才有利于消除铸坯表面裂纹,促使结晶器内钢中夹杂物上浮和防止卷渣。结晶器断面尺寸是1500mm×(70~125)mm,采用扁平状浸入式水口,钢水从两侧壁孔流出。SVAI从节能降耗的角度认为,70~90mm厚的铸坯生产能耗和加工成本最低,不必追求太薄的铸坯厚度,而是趋向中等厚度[11],从而确立在薄板坯和传统板坯厚度之间的领先地位。SVAI认为,中薄板坯生产工艺将薄板坯和传统厚板坯生产工艺的优点相结合并充分发挥,总投资低,生态环境影响小,操作经济,应对市场变化更灵活,产品范围宽,中薄板坯连铸工艺将备受关注。
2 我国薄板坯连铸技术的最新进展
我国薄板坯连铸技术经过多年的发展以后,各项技术指标不断提高,高附加值产品份额逐渐增加。漏钢预报系统的应用使得漏钢率大幅度降低,国内正常生产的薄板坯连铸机漏钢率平均为0.3%左右,如包钢的双流薄板坯连铸机,正常工作拉速4.2~4.5m/min,在产能接近300万t/a的情况下,2009年全年漏钢率为0.04%;邯钢、唐钢达到了0.18%;济钢的ASP中薄板连铸机,在拉速1.8~2.8m/min的情况下,从2009年到2010年上半年漏钢率为0。但应该指出的是,漏钢率的降低与连铸的拉坯速度有很大关系,目前国际上薄板坯连铸的最高拉速已经接近8m/min,国内薄板坯连铸机的拉速与国际先进水平相比还有很大差距。国内一些钢厂和机构在提高连铸机稳定运行方面已经开展了自主研发工作,例如浸入式水口结构、保护渣成分的开发设计等。武汉科技大学提出使用十字出口形浸入式水口[12]、唐钢采用平头浸入式水口[13]、珠钢设计四孔水口代替原来的二孔水口,通过优化浸入式水口出钢孔端面的形状和结晶器内的浸入深度,改善了结晶器流场。本钢、邯钢、唐钢、涟钢等开发出适合自身生产要求的结晶器保护渣,可替代进口,使用效果良好。
近年来我国新建或改造的薄板坯连铸机装备了先进的连铸技术,目标是进一步拓展品种、改善铸坯质量、节能降耗、降低生产成本、提高生产线的产能和生产效率。例如我国武钢新建的CSP连铸机的主要技术指标是[14]:①连铸机冶金长度10305mm,拉速3~6m/min;②采用电磁制动技术确保结晶器液面波动在±2mm范围内;③二次冷却采用高压喷冷,冷却更加均匀。武钢薄板坯连铸机产品定位在汽车结构钢、管线钢、无取向硅钢、取向硅钢等高附加值产品。唐钢2012年对FTSC生产线进行了改造[15],根据不同钢种优化结晶器的结构设计,并增大二次冷却强度,设置合理的动态压下模式,产品质量明显改善,特别是表面纵裂得到控制,而且扩大了品种范围。
3 结语
不同类型薄板坯连铸技术的竞争推动了该技术的不断发展和完善,国内外大型钢铁企业新建或改造的连铸机采用了新一代薄板坯连铸的先进技术,以加强高附加值钢种的开发并实现批量生产。CSP生产线的产量和产品质量都有进一步的提高,生产的钢种不断增加,达涅利FTSC薄板坯连铸机的设计理念可确保铸机达到最大生产能力,并保持铸坯良好的内部质量和表面质量。总之,新一代薄板坯连铸生产线的产品开发正在向传统厚板坯连铸生产的所有品种发展。
参考文献
[1]廖建云.对薄板坯连铸连轧技术的客观分析[J].炼钢,
2009,25(5):66-69.
[2]韩立海,郑淑国,朴峰云.通钢FTSC薄板坯连铸中间包控流装置的优化改进[J].连铸,2012(2):18-24.
[3]翟文东,周建军.动态软压下技术在薄板坯连铸中的应用[J].冶金自动化,2008(S1):64-66.
[4]Gabriele Paulonl,Carlo P.Piemontel,Bruce Kozak,etc.薄板坯连铸工艺高附加值钢种生产的发展[C]∥第六届中国国际钢铁大会论文集.北京:中国钢铁工业协会,2010:165-173.
[5]殷瑞钰.中国薄板坯连铸连轧的进展[J].钢铁,2008,43(3):1-9.
[6]邓陈虹,彭善忠,王立涛.薄板坯连铸连轧生产取向电工钢工艺开发现状[J].连铸,2012(4):15-22.
[7]殷瑞钰,张慧.新形势下薄板坯连铸连轧技术的进步与发展方向[J].钢铁,2011,46(4):1-9.
[8]KLEIN Christoph,KLINKENBERG Christian.Novel CSP Concepts for Flexible Production at lower cost[C]∥第九届中国钢铁年会论文集.北京:中国金属学会,2013:1-7.
[9]Andrea Carboni.The Evolution of the Thin Slab Caster Concept Latest TSC Technology to Produce Over 330 t Hour Per Strand [C]∥AISTech 2012 Proceedings,2012:1349-1359.
[10]The Danieli INMO mould concept:an innovative tool for superior quality in slab casting[C]∥第七届中国钢铁年会论文集.北京:中国金属学会,2009:895-913.
[11]Wagner Anton F,Reiter Konrad,Watzinger Josef.中薄板坯连铸一介于传统连铸和薄板坯连铸领域的20年经验[C]∥2009年薄板坯连铸连轧国际研讨会论文集.南京:中国金属学会,2009:24-30.
[12]张华,倪红卫,陈光友,等.薄板坯连铸十字出口形浸入式水口结构优化的水模型研究[J].特殊钢,2008,29(4):22-24.
[13]孙彩君,徐海芳,王爱东,等.薄板坯连铸用平头浸入式水口的研究开发[J].河北冶金,2012(9):41-44.
[14]吴健鹏,王金平,沈继胜,等.武钢薄板坯连铸连轧工艺特点和品种开发方案探讨[C]∥2009年薄板坯连铸连轧国际研讨会论文集.南京:中国金属学会,2009:58-62.
[15]张洪波,杨晓江,李梦英,等.唐钢薄板坯连铸工艺技术及品种开发的进展[C]∥第十七届全国炼钢学术会议论文集.北京:中国金属学会,2013:989-996.
(编辑许营)
修回日期:2015-10-30
The Latest Progress on Development of Thin Slab Continuous Casting Technology
Feng Shichao,Ding Ruifeng,Wang Yanhong
(Iron & Steel Research Institutes of Ansteel Group Corporation,Anshan 114009,Liaoning,China)
Abstract:The latest progress on development of the thin slab continuous casting technology at home and abroad was discussed.Some typical newly-built thin slab continuous casters in recent years and their situation in operation were cited.It is pointed that the thin slab continuous casting technology will be developed towards the direction of high casting speed and stabilization.
Key words:thin slab;continuous casting;mold
中图分类号:TF777
文献标识码:A
文章编号:1006-4613(2016)03-0007-04
猜你喜欢
山东冶金(2022年4期)2022-09-14
山东冶金(2022年2期)2022-08-08
山东冶金(2019年6期)2020-01-06
山东冶金(2019年5期)2019-11-16
重型机械(2019年3期)2019-08-27
山东冶金(2019年2期)2019-05-11
自动化学报(2016年3期)2016-08-23
现代冶金(2016年6期)2016-02-28
燕山大学学报(2015年4期)2015-12-25
新疆钢铁(2015年2期)2015-11-07
