
工程机械用液压缸加工工艺分析
2016-06-13 06:44杨敬娜白日欣焦新境河北软件职业技术学院河北保定071000
山东工业技术 2016年12期
杨敬娜,白日欣,焦新境(河北软件职业技术学院,河北 保定 071000)
工程机械用液压缸加工工艺分析
杨敬娜,白日欣,焦新境
(河北软件职业技术学院,河北 保定 071000)
摘 要:液压缸缸体壁薄,轴向尺寸长,质量大,工作时承受较大压力。内孔和外圆尺寸精度和形位精度要求高,加工难度大。通过对某装载机动臂用液压缸缸体加工工艺分析,确立了一套合理的工艺流程、装夹方法、切削参数,保证了加工质量,稳定了零件加工合格率,提高了生产效率。
关键词:液压缸;加工工艺;长套筒
工程机械用液体缸工况上需承受较大压力,性能要求稳定可靠。结构上壁薄轴向尺寸长,重量一般超过30kg,孔面和外圆面两处尺寸和形位精度要求比较高,或者一处要求比较高。本零件为某装载机动臂用液压缸,长度为1920mm,壁厚两端处只有6mm,两端支承外圆轴线与内孔轴线同轴度和内孔轴线与端面垂直度要求较高,常规方法加工精度难以保证,本文从工艺流程、装夹方法和参数选择上多次尝试,保质保量的完成了加工任务。
1 零件结构
零件结构如图1所示。液压缸内径φ70mm,尺寸精度等级7级,内孔表面粗糙度Ra0.32um,圆柱度公差为0.04mm,内孔轴线直线度公差为0.15mm,与两端面垂直度公差为0.03mm,与两端支承外圆的轴线同轴度公差为0.04mm;支承外圆φ82mm,尺寸精度等级6级,内孔还要求光洁无纵向刻痕。
加工难度:(1)工件长径比大,接近22,质量接近45kg,在本身重力及切削力作用下,非常容易变形;(2)工件轴向尺寸近2米,直线度和圆柱度不易保证;(3)内孔表面质量要求高,端面与孔轴线垂直度要求高,加工时要重点考虑。

图1 液压缸零件图
2 工艺方案确定
工程机械用液压缸毛坯采用普通的无缝钢管,在深孔加工上造成的废品率较高,保证孔轴线的直线度和内孔圆柱度比较困难。因此,毛坯选择冷轧精密无缝钢管,材料为14CrMnMoVB。毛坯尺寸为90mm*12mm*1938mm。
该钢管具有内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点,直线度公差为0.5mm,尺寸精度等级为IT8-IT10,内孔粗糙度为0.4-1.6。尺寸公差为内径在(>50-80)范围的,IT10级上偏差为+0.120,下偏差为0。
采用冷轧精密无缝钢管在金属材料利用率、液压缸缸筒成品率、简化工序,提高生产率等方面有明显的优势。
工艺路线安排如下:
下料——磨端面——磨内孔——珩磨内孔——焊接中心孔工艺堵——半精车外圆——粗磨外圆,精磨外圆——车去中心孔工艺堵——精车端面,车内锥孔。
3 主要工序实施
(1)磨端面:使用端面砂轮机磨削,提高端面平整度,保证后续夹具的安装精度。保证总长为1936mm。
(2)磨内孔:磨削内孔φ66(毛坯尺寸)至φ69.5。为了解决工件轴向尺寸较长,刚性差的问题,采用三爪卡盘增加辅助支撑的方法进行装夹。装夹示意图如图2所示。取工件速度v=50m/min;工件纵向进给速度12mm/r;砂轮速度v=25m/s,工作台一次往复行程磨削深度取0.02mm/st。加工过程中,采用对砂轮进行加压喷射的冷却方式,减小工件变形。
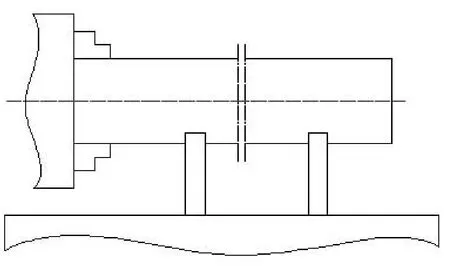
图2 磨床装夹示意图
(3)珩磨内孔:为了使内孔表面粗糙度值达到0.32um,进行孔的珩磨,珩磨余量为0.2-0.5mm。珩孔完成后,以内孔为基准,在工件两端车外圆,外圆跳动量不能大于0.02mm,外圆轴向尺寸距离两端面为73mm,直径由φ90切削到φ86。两端轴向各预留8mm余量,用于焊接中心孔工艺堵,工艺堵如图3所示。此道工序是为了保证孔轴线与两端支承外圆轴线的同轴度要求。以车削的外圆定位,车中心孔。
(4)半精车外圆:工件以中心孔定位,使用跟刀架,半精车外圆,为磨削预留工序余量0.5mm。半精车外圆至尺寸φ82.5,选择硬质合金外圆车刀。双边余量8mm,可取背吃刀量第一次走刀2.5mm,第二次走刀1.5mm,进给量都取0.3mm/r,转速n=260r/min。
(5)粗磨外圆、精磨外圆:磨削外圆之前修研中心孔,在磨削时充分使用冷却液。粗磨磨削用量选择如下:工件速度v=50m/min;工件纵向进给速度30mm/r;砂轮速度v=30m/s,工作台一次往复行程磨削深度取0.15mm/st。精磨磨削用量选择如下:工件速度v=50m/ min;工件纵向进给速度20mm/r;砂轮速度v=30m/s,工作台一次往复行程磨削深度取0.015mm/st。
(6)车去中心孔工艺堵,以精磨外圆表面为定位基面,采用扇形三爪卡盘,辅助使用中心架,精车两端面保证总长。
车两端内锥面。完成零件加工。
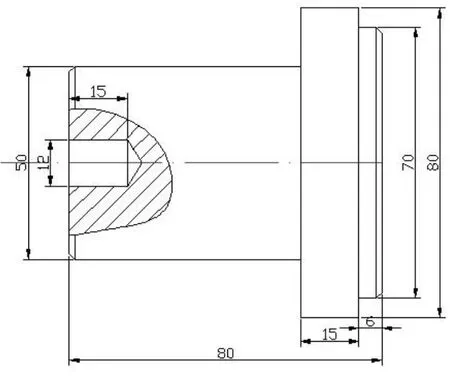
图3 工艺堵头
4 结语
液压缸加工工艺从工艺安排、装夹方法、参数选择等方面通过反复调整,多次实践,最终保质保量的完成了零件加工,为其他工程用液压缸的工艺安排提供了参考。
参考文献:
[1]张加中,高金刚.薄壁套类零件成批生产工艺[J].金属加工(冷加工),2015(07):47-48.
[2]范仁杰,程启森.典型零件机械加工工艺设计与实施 [M].北京:北京邮电大学出版社,2015:167-223.
[3]高湘,于铁柱,谢明清.超长薄壁套筒加工工艺[J].金属加工(冷加工),2014(14):36-37.
[4]胡健,李永亮,张可平.我国工程机械液压缸加工工艺及装备解析[J].科技世界,2013(35):81-83.
[5]姚琢.液压缸缸体加工工艺分析 [J].重庆科技学院学报(自然科学版),2010,12(05):119-121.
[6]张诗军,赖小明,梁岩里.薄壁长套筒的加工工艺方法[J].机械工程师,2010(08):136-139.
[7]王贵霞,何畏.冷拔精密钢管技术在工程机械液压缸中的应用[J].液压与气动,2003(02):44-45.
[8]刘永芳,惠艺清,李时威等.高精度薄壁套筒类零件车削工艺[J].工具技术,2014,48(02):60-63.
DOI:10.16640/j.cnki.37-1222/t.2016.12.030
作者简介:杨敬娜(1981-),女,河北保定人,硕士研究生,讲师,主要从事机械制造和设备故障检测方向研究。
猜你喜欢
鞍钢技术(2022年3期)2022-06-12
科技创新与应用(2022年14期)2022-06-02
矿山机械(2022年2期)2022-03-02
科技与创新(2018年9期)2018-05-07
中国高新技术企业(2017年11期)2017-07-08
科技资讯(2016年25期)2016-12-27
中国新技术新产品(2016年23期)2016-12-26
科教导刊(2016年28期)2016-12-12
科学中国人(2016年27期)2016-10-25
科学与财富(2016年28期)2016-10-14
