SW6夹套容器计算中若干问题的讨论
2016-05-24 08:14:58赵鹏
化工设计 2016年2期
赵 鹏
浙江省天正设计工程有限公司 杭州 310012
SW6夹套容器计算中若干问题的讨论
赵鹏*
浙江省天正设计工程有限公司杭州310012
摘要夹套容器是石油化工行业中常见的化工设备。对比GB 150和SW6软件中关于夹套容器计算方面的主要内容,根据工程设计实际需要提出了SW6软件中尚缺少和需修改的计算内容,并对这些内容进行分析和讨论。
关键词压力容器夹套容器强度计算稳定性校核
夹套容器是石油化工行业中比较常见的化工设备,多应用于反应装置,利用夹套内介质与设备本体内工艺介质进行传热[1]。由于工艺需要,夹套容器多为压力容器,其主要的计算内容包括内压强度计算和外压稳定性校核。笔者通过对比GB150[2]和SW6软件中关于夹套容器计算方面的主要内容,根据工程设计实际提出了SW6软件中尚缺少和需要修改完善的内容,并进行讨论。
1夹套容器计算的主要内容
在化工设备强度计算中,夹套容器分为两个或者两个以上的压力腔,其计算相对复杂,需要分为多种工况进行计算。现以图1的某夹套容器为例对其计算方面的主要内容进行说明。
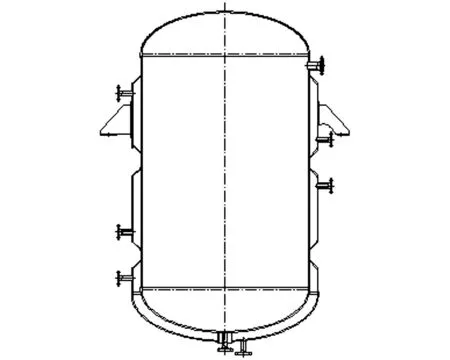
图1 夹套容器
图1中的夹套容器由上封头、内筒体、下封头、夹套筒体、夹套封头、接管和耳式支座等构成。其中考虑到热量传递的效果,夹套筒体采用分段式结构,整个设备共分为4个压力腔。设备由耳式支座支撑在钢平台上。该夹套容器的主要设计参数见表1。
计算的主要内容:上封头在-0.1MPa时的外压稳定性校核和0.33MPa时的内压强度计算;内筒体在-0.43MPa(内外压差)时的外压稳定性校核(此时的外压计算长度由分段式夹套长度决定,取外压长度较大者)和0.33MPa时的内压强度计算;下封头在-0.43MPa时的外压稳定性校核和0.33MPa时的内压强度计算;分段式夹套筒体在0.33MPa时的内压强度计算;夹套封头在0.33MPa时的内压强度计算;接管开孔补强计算(包括接管和套管);耳式支座处夹套筒体局部应力计算等等。

表1 夹套容器主要设计参数
2SW6夹套容器计算尚缺少的内容
前述的夹套容器的主要计算内容SW6软件中均有相关计算,但是还有一种计算工况没有考虑,特别是对于分段式夹套容器来说,夹套筒体分段后每段的筒体长度均小于内筒体长度,此时在内外压差作用下校核内筒体的外压稳定性时可能出现工况考虑不全而导致内筒壁厚取值偏小的情况发生。
SW6是计算软件,而非绘图式的设计软件,软件未要求设计者输入设备的详细结构,内筒的外压计算长度为设计输入参数,因此,设计需要考虑齐全可能的各种组合工况。目前,SW6软件计算分段式夹套容器时缺少的工况是内筒体全真空-0.1MPa和相应外压计算长度下的外压稳定性校核。外压虽小,但是外压计算长度可能较大,结果就有可能会影响内筒的壁厚。如果夹套各段封闭结构满足内筒外压加强圈惯性矩的计算要求,可以将其作为内筒外压加强圈考虑来确定内筒的外压计算长度。所以,设计计算该类分段式夹套容器时应格外注意,需另建SW6程序考虑内筒全真空和相应外压计算长度的工况。同时,建议对SW6软件进行相应的补充和完善。
3SW6夹套容器计算需修改的内容
3.1各工况内筒和下封头设计温度的选取
夹套容器(图1)内筒内介质为甲醇,其设计温度为80℃,夹套内介质为饱和水蒸气,其设计温度为146℃。内筒和下封头的金属壳体内表面温度接近80℃,金属壳体外表面温度接近146℃。而同一种金属材料在不同温度下的许用应力不同,即使在同一设计压力下,计算出来的壳体壁厚也会不同。尤其是对于碳钢来讲,随着温度的升高,其许用应力明显降低。
分析该台夹套容器计算后生成的SW6设备计算书可以发现,在-0.43MPa(内外压差)时的内筒体和下封头强度计算时取的设计温度为146℃(内筒和夹套内介质设计温度较大值),而0.33MPa正压计算时内筒体和下封头的设计温度仍为80℃,此种情形将会导致正压作用下,内筒和下封头壳体厚度计算值偏小,尤其是碳钢材质。对于由正压计算决定的壳体厚度工况,此种计算方法将导致壳体壁厚取值不够而埋下安全隐患。
夹套容器计算时,在所有组合工况下内筒和下封头的设计温度应取相邻两个压力腔中介质设计温度较大值,上封头(没有被夹套包裹)的设计温度仍然取内筒内介质的设计温度。因此,设计计算夹套容器时应格外注意,生成SW6计算书后应手动去调整正压工况时内筒和下封头的设计温度以及相应温度下的许用应力,重新对该工况的壳体强度进行校核计算。同时,建议对SW6软件进行相应的修改和完善。
3.2内筒体接管开孔补强时的壳体计算厚度
夹套容器的内筒体被夹套筒体包裹,内筒体上的接管须经过夹套筒体引出至工艺管线,该接管有两种常见的结构形式,见图2。
图2(a)结构为夹套筒体在内筒接管周围进行翻边弯制后与内筒焊接;图2(b)结构为内筒接管外围焊接一个套管,该套管穿过夹套筒体与夹套筒体外表面焊接,并与内筒焊接(内筒不开孔)。无论采用图2中哪种穿过夹套的管口结构形式,内筒接管附近的夹套筒体完整性均遭到破坏,夹套空缺处内筒体和接管仅承受内筒内的设计压力。
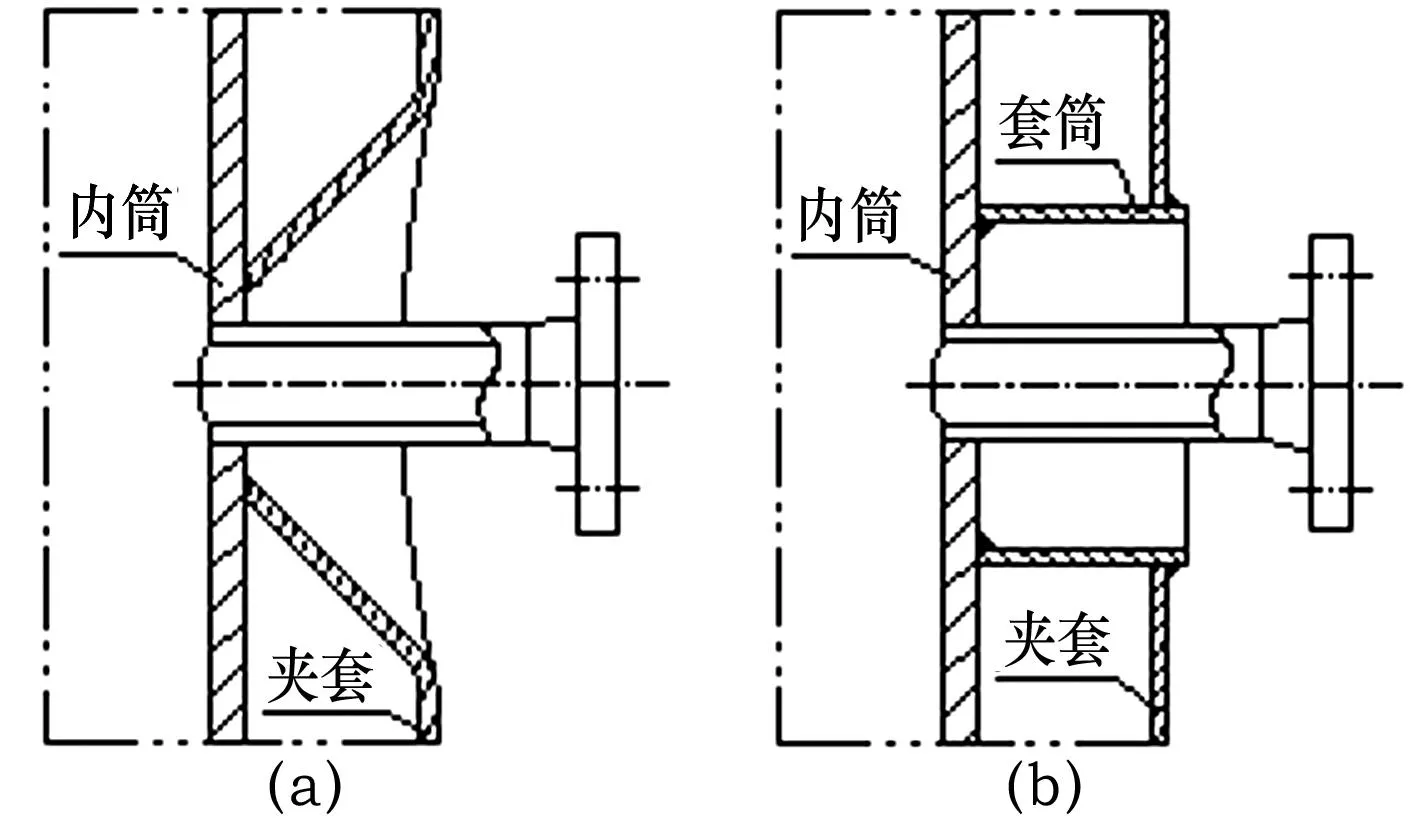
图2 穿过夹套的管口结构
查看该台夹套容器在-0.43MPa(内外压差)工况计算后生成的SW6设备计算书开孔补强部分可以发现内筒上接管计算时壳体的计算厚度程序中取的是-0.43MPa(内外压差)的计算结果,而工况-0.43MPa(内外压差)下壳体的计算厚度较大,内筒接管开孔补强不容易满足,可能要采取增加接管壁厚或者贴补强圈的措施,造成材料浪费。
内筒开孔补强计算时接管和壳体焊接区域存在着有效的补强范围,有效补强宽度B按下式取两者中的较大值:
式中,dOP为开孔直径,mm;δn为壳体开孔处的名义厚度,mm;δnt为接管名义厚度,mm。
事实上,夹套容器内筒体开孔补强校核时壳体计算厚度的选择应取决于夹套筒体断开处的结构尺寸(考虑工艺传热面积参数的需要)。按图2的结构,当内筒上夹套结构断开区域的宽度大于有效补强宽度B时,开孔处内筒的壳体计算厚度应取决于内筒自身的压力工况,而非最苛刻的工况(即-0.43MPa),否则导致材料浪费;当内筒上夹套结构断开区域的宽度小于有效补强宽度B时,开孔处内筒的壳体计算厚度应取决于最苛刻的工况(即-0.43MPa),而非内筒自身的压力工况,否则埋下安全隐患。
因此,夹套容器内筒接管开孔补强校核计算时,应根据自身设置的夹套筒体断开处的结构尺寸选取内筒壳体的计算厚度。如果内筒上夹套结构断开区域的宽度小于有效补强宽度,可以按照SW6软件的结果继续计算;当内筒上夹套结构断开区域的宽度大于有效补强宽度时,需另建SW6程序对内筒上接管开孔补强进行相应的调整计算。同时,建议对SW6软件进行相应的修改和完善。
4结语
通过对比GB150和SW6关于夹套容器计算方面的主要内容,根据工程设计实际指出了SW6中尚缺少和需要修改完善的内容,并进行了讨论。
(1)计算存在全真空工况的分段式夹套容器时,需要考虑齐全可能的各种组合工况。SW6软件缺少内筒体全真空-0.1MPa和相应外压计算长度下的外压稳定性校核。此时的外压计算长度选择时应注意,如果夹套各段封闭结构满足内筒外压加强圈惯性矩的计算要求,可以将其作为内筒外压加强圈考虑来确定内筒的外压计算长度。
(2)内筒和下封头设计温度的选取有误。在所有工况下内筒和下封头的设计温度应取相邻两个压力腔中介质设计温度较大值,上封头(没有被夹套包裹)的设计温度仍然取内筒介质的设计温度。
(3)穿过夹套的内筒体接管开孔补强时的壳体计算厚度选取过于保守。当内筒上夹套结构断开区域的宽度大于有效补强宽度时,开孔处内筒的壳体计算厚度应取决于内筒自身的压力工况;当内筒上夹套结构断开区域的宽度小于有效补强宽度时,开孔处内筒的壳体计算厚度应取决于最苛刻的工况,即内外最大压差。
参考文献
1王凯,虞军.化工设备设计全书-搅拌设备[M].北京:化学工业出版社,2003.
2GB 150.1~GB150,4-2011.压力容器[S].
(收稿日期2015-11-17)
*赵鹏:工程师。2012年毕业于浙江大学化工过程机械专业获硕士学位。从事化工机械与设备设计工作。联系电话:(0571)88365948,E-mail:zhaopeng@zpcdi.com。
猜你喜欢
固体火箭技术(2023年6期)2024-01-12 11:19:50
钻采工艺(2022年4期)2022-10-21 11:18:54
科技视界(2020年28期)2020-10-29 09:50:26
饮食保健(2020年7期)2020-04-30 08:44:44
山东工业技术(2019年5期)2019-03-13 14:26:40
石油化工设备(2018年6期)2018-11-26 09:00:42
纯碱工业(2018年5期)2018-10-19 06:07:38
石油化工建设(2017年2期)2017-06-05 08:52:52
四川水泥(2016年8期)2016-07-18 12:06:31
工业设计(2016年10期)2016-04-16 02:44:12