SBR/TRR共混胶的共混比对农业轮胎侧胶性能的影响*
2016-05-21 04:06:48徐云慧王艳秋陈忠生韦帮风
弹性体 2016年6期
苗 非,徐云慧,2**,孙 鹏,王艳秋,陈忠生,韦帮风
(1.徐州工业职业技术学院,江苏 徐州 221140;2.中国矿业大学,江苏 徐州 221116;3.徐州徐轮橡胶有限公司,江苏 徐州 221005)
轮胎再生胶(TRR)是废旧轮胎胎面胶经过粉碎、加热、机械处理等物理化学过程,从弹性状态变成具有塑性和黏性的能够再硫化的橡胶。由于轮胎再生胶具有一定的塑性和补强作用,易与生胶和配合剂混合,节省工时,降低动力消耗;收缩性小,流动性和耐老化性能好; 硫化速度快,抗焦烧性能好等优点;而且价格低廉,物理性能良好,因此广泛用于轮胎、胶鞋、涂料和电缆防护层等制品中。近年来随着丁苯橡胶(SBR) 的价格一路攀升,环境保护措施不断加强,轮胎制造等橡胶行业越来越重视对轮胎再生胶的循环利用[1]。
本课题通过研究改变农业轮胎胎侧胶中SBR和TRR共混比来研究胎侧胶的性能,旨在寻找到TRR代替SBR使用的可能性及对胎侧胶性能的影响。
农业轮胎的胎侧位于肩部和胎圈之间,具有良好弹性保护着胎体。轮胎在行驶过程中,胎侧是主要受压、受热部位,承受较大的机械变形,而且由于胎侧较薄,在轮胎侧部最外边,运动过程中持续不断受到屈挠作用,这就决定了胎侧胶必须具备较好的力学性能、较高的动态疲劳性能、耐屈挠龟裂和耐热老化性能[2]。
1 实验部分
1.1 原料
20#标准胶:新远大橡有限公司;SBR1502:中国石油天然气有限责任公司;顺丁橡胶9000:苏州宝禧化工有限公司;硬脂酸、防护蜡:中国石化南京化工厂;防老剂RD、芳烃油、松焦油:兰州市化学工业公司;氧化锌、防老剂4020、均匀分散剂MS:上海智孚化工科技有限公司;促进剂NOBS:上海成锦化工有限公司;高耐磨炭黑N330、通用炭黑N660:四川实达化工有限责任公司;硫黄:浙江黄岩浙东橡胶助剂有限公司;古马隆:上海羽飞阳化工有限公司;TRR:衡水金都橡胶化工有限公司生产,按国家标准GB/T 13460—2008进行硫化,其力学性能见表1。
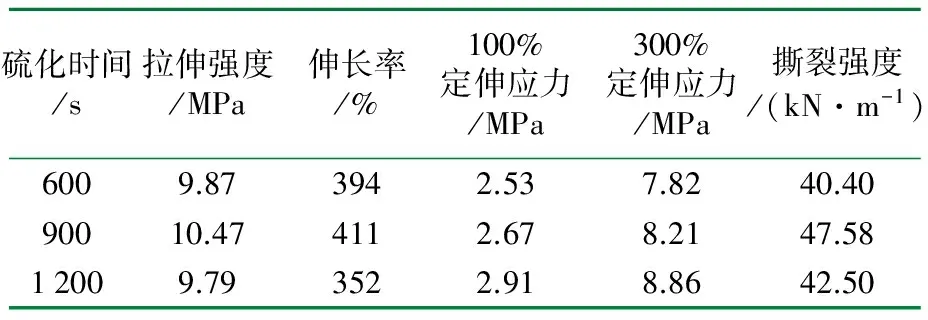
表1 TRR力学性能1)
1) 胶料配方(质量份)为:TRR 100;促进剂NOBS 2.4;氧化锌 7.5;硫黄 3.5;硬脂酸 1.0。
1.2 仪器设备
开炼机XK-160:上海双翼橡塑机械有限公司;平板硫化机:HS-100T-RTMO,深圳佳鑫电子设备科技有限公司;门尼黏度仪NW-97、无转子硫化仪GT-M2000-A、密度测试仪XS365M、高低温拉力试验机GT-AI-7000-GD、臭氧老化机GT-0500、炭黑分散仪GT-505-C8D、压缩生热测定仪RH-2000N:台湾高铁检测仪器有限公司;邵尔LX-A硬度计、WTB-0.5冲击弹性仪、屈挠龟裂试验机:江都市真威试验机械有限公司;热空气老化箱:RLH-225,南京五和实验设备有限公司。
1.3 实验配方
课题组根据TRR和SBR配比的不同共分7个配方进行研究,实验配方见表2。

表2 实验配方
1.4 共混工艺
农业轮胎胎侧胶采用开炼机二段混炼法进行混炼。
一段混炼:SBR/TRR共混存放,NR塑炼包辊,然后与BR9000、SBR/TRR共混胶共混,添加35份通用炭黑N660和25份湿法高耐磨炭黑N330,混炼均匀,待吃粉完毕,再添加其它配合剂,薄通8~10次,下片存放4~16 h,母炼胶形成。
二段混炼:母炼胶热炼包辊,添加硫黄和促进剂NOBS,薄通8~10次,下片存放4~24 h,终炼胶形成。
1.5 性能测试
门尼黏度测试采用GB/T 1232.1—2000标准;硫化特性测试采用GB/T 16584—1996标准;硬度测试采用GB/T 531.1—2008标准;拉伸性能测试采用GB/T 528—2009标准;撕裂强度的测定采用GB/T 529—2009标准;橡胶屈挠龟裂试验采用GB/T 13934—2009标准;热氧老化试验采用GB/T 3512—2001标准;耐臭氧龟裂静态拉伸试验采用GB/T 7762—2014标准;压缩生热试验采用GB/T 1687—1993标准[3]。
2 结果与讨论
2.1 混炼胶性能
2.1.1 未硫化胶塑性
未硫化胶的塑性通过无转子硫化仪进行测试,门尼黏度值见表3。

表3 胶料门尼黏度值
通过表3发现,随着TRR代替SBR用量的增加,门尼黏度值整体呈下降趋势,说明胶料的流动性随着TRR用量的增加,农业轮胎胎侧胶的流动性增加,工艺加工性能改善[4]。
2.1.2 硫化特性
在测试温度为150 ℃,测试时间为35 min条件下,各共混方法制备的胶料硫化特性如表4所示。
通过表4中的7组数据发现,随着轮胎再生胶用量的增加,焦烧时间(t10)、工艺正硫化时间(t90)和理论正硫化时间(t100)的数据都是很有规律地呈下降趋势,所用的硫化时间会越来越短,胶料的操作安全性有了一定的提高。
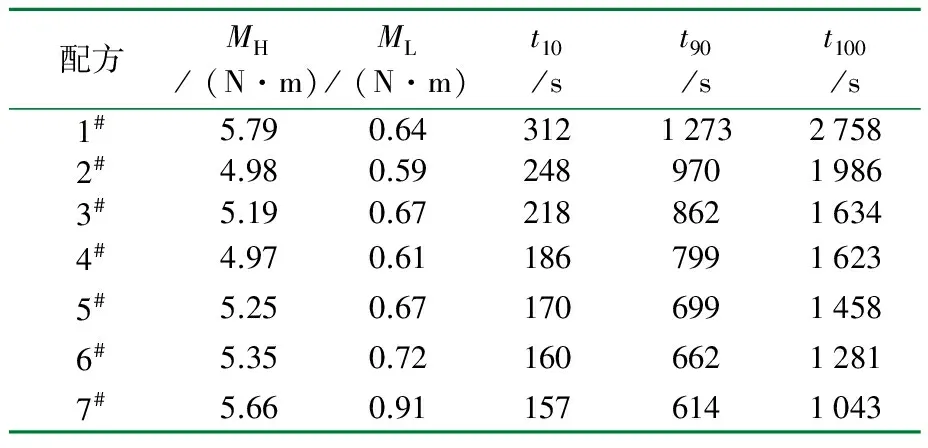
表4 胶料的硫化特性值
2.1.3 炭黑分散性能
炭黑分散性好坏程度取决于混炼过程中炭黑的均匀程度[5],7组胎侧胶炭黑分散情况如表5和图1所示,从表5和图1可以看出,5#配方的炭黑分散性最好。
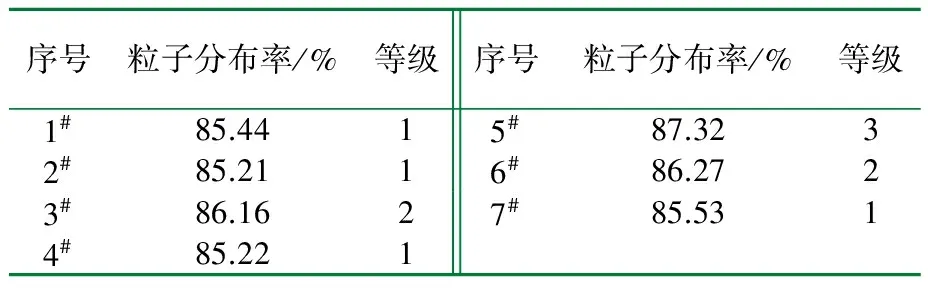
表5 炭黑分散性
2.2 硫化胶性能
2.2.1 力学性能
7种胶料的物理机械性能测试结果如表6所示。
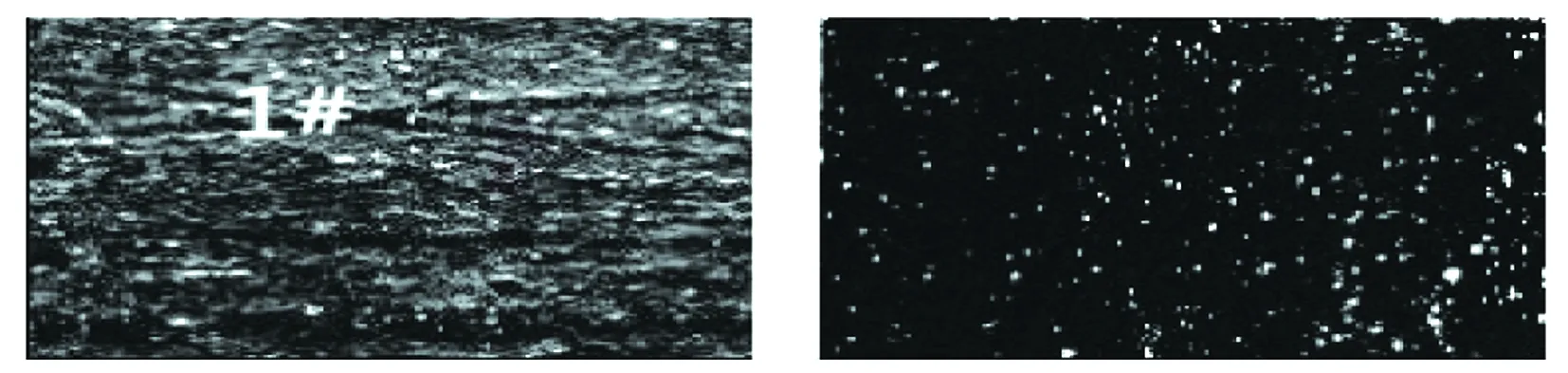
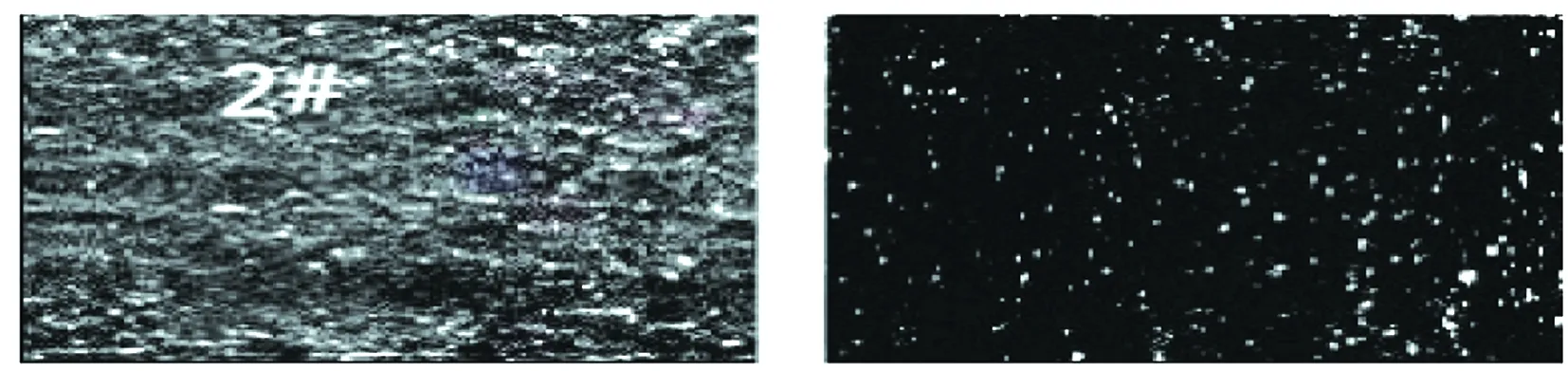
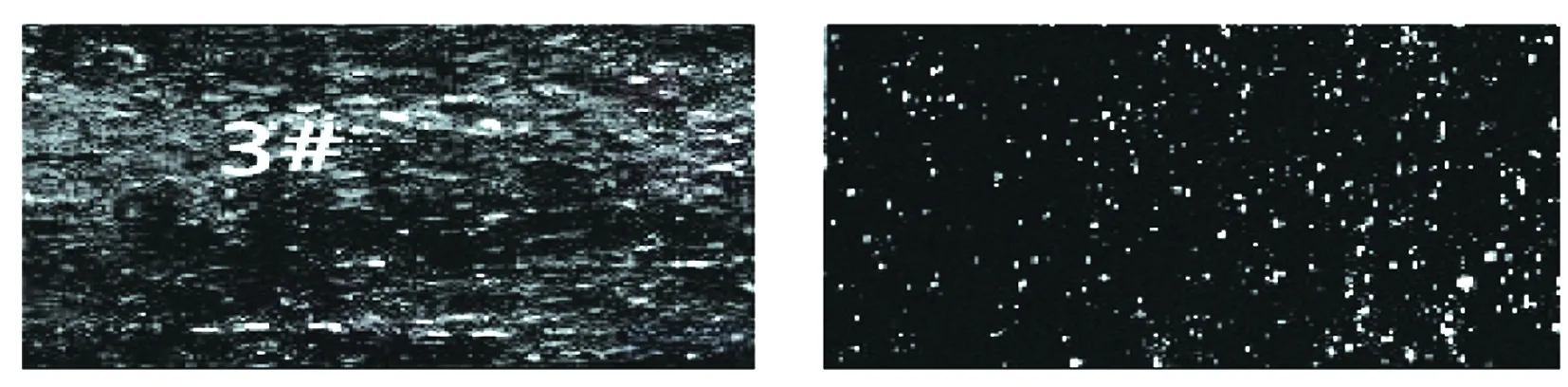
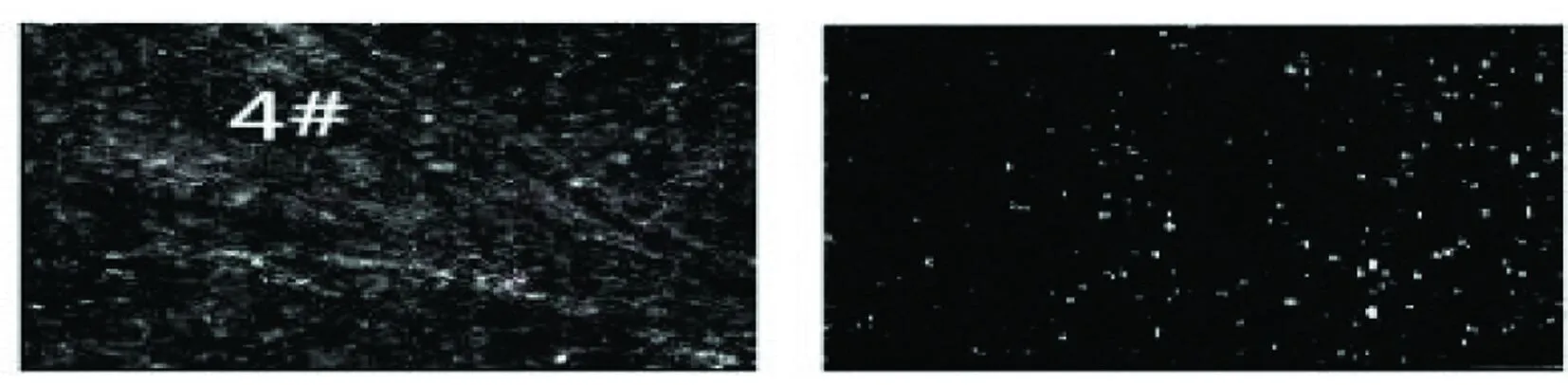
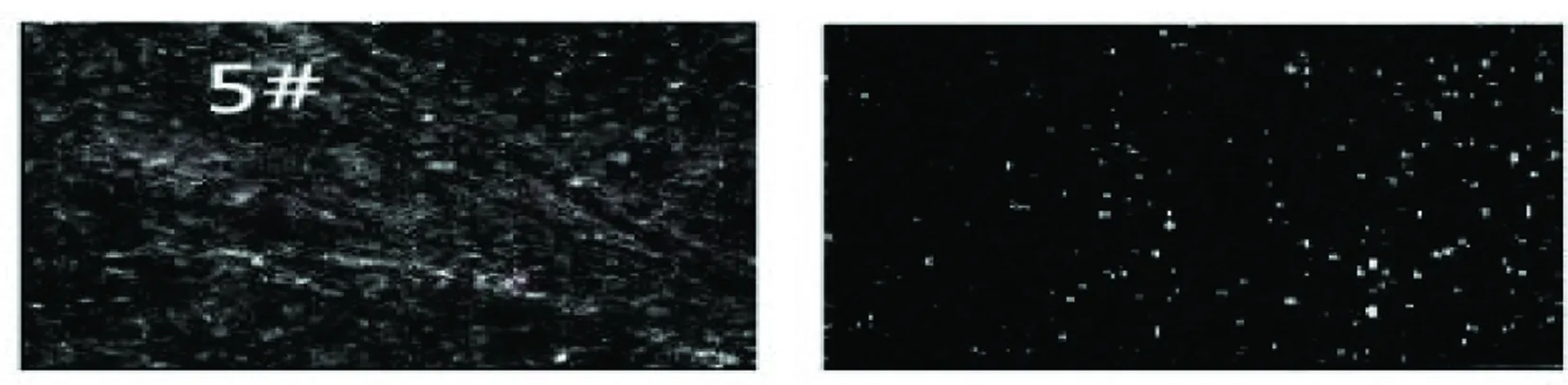
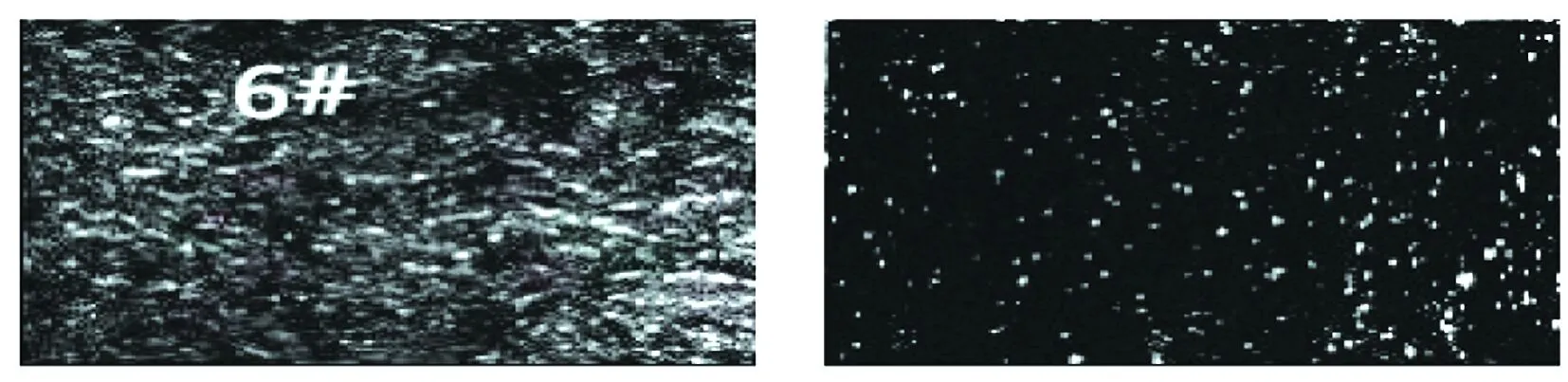
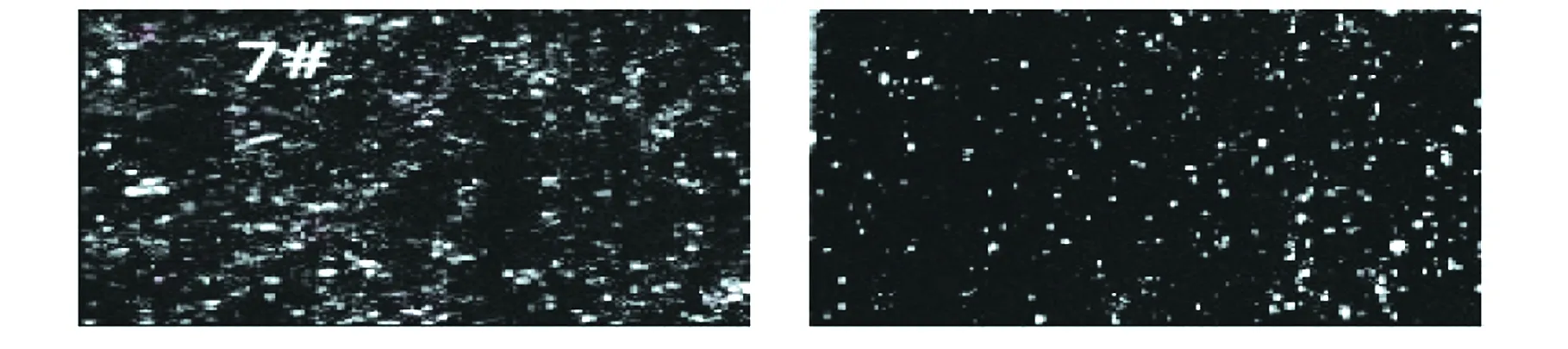
图1 炭黑分散图(左侧为实际分散图,右侧为对比图)

表6 胶料的物理机械性能
从表6可以看出随着TRR代替SBR份数的增多,拉伸强度从2#开始先升高,5#最高,后又降低;伸长率逐渐下降;硬度、100%定伸应力、300%定伸应力、撕裂强度均逐渐升高;压缩生热温度1#和5#最低,压缩生热性能最好;经9万次疲劳屈挠后,除了1#和2#出现异常,其它均完好。
2.2.2 老化性能
2.2.2.1 热氧老化性能
通过将7组胶料在100 ℃、48 h条件下进行热氧老化,老化后力学性能数据见表7,老化后胶料的硬度、100%定伸应力、300%定伸应力均较老化前增加,而拉伸强度和伸长率均较老化前下降,整体比较热氧老化性能较好的为1#和5#配方。
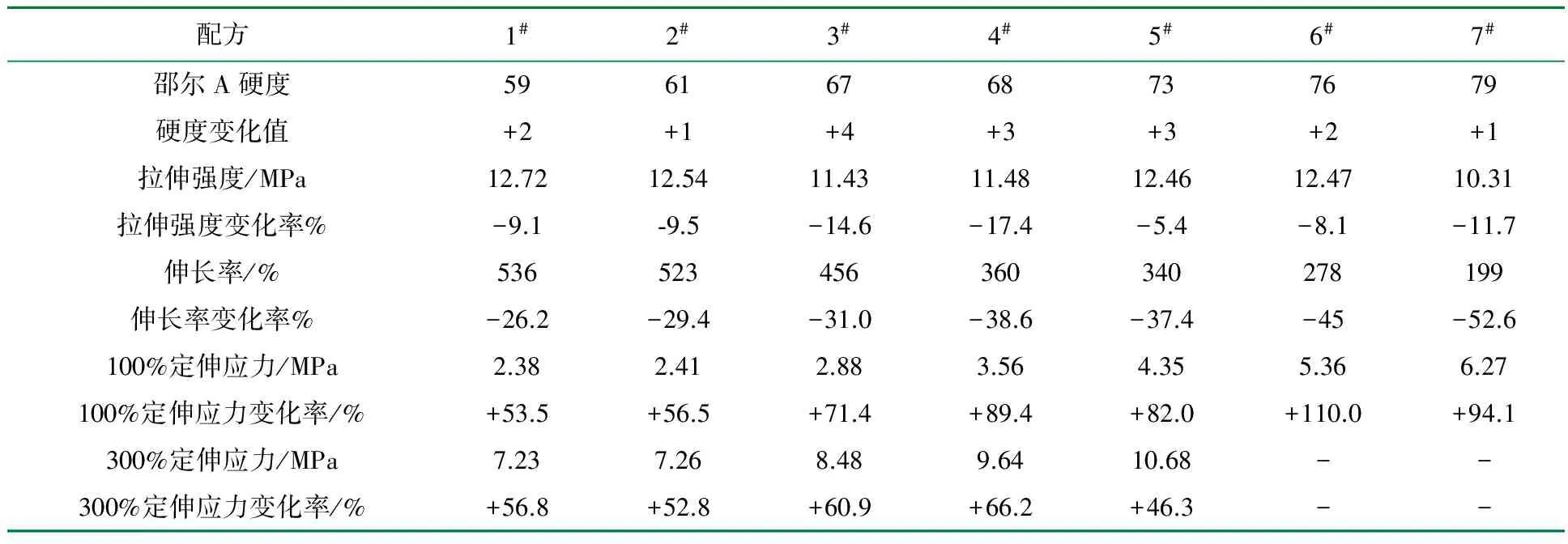
表7 胶料的热氧老化性能
2.2.2.2 臭氧老化性能
通过将7组胶料在臭氧质量分数为2×10-4、试样伸长率为20%、实验温度为40 ℃、臭氧流速为500 mL/min条件下,经过48 h不间断的臭氧老化实验,出现裂口时间和48 h后裂口现象如表8所示,经过分析7组胶料中1#~4#出现的龟裂现象,可知1#、3#龟裂现象严重[6]。
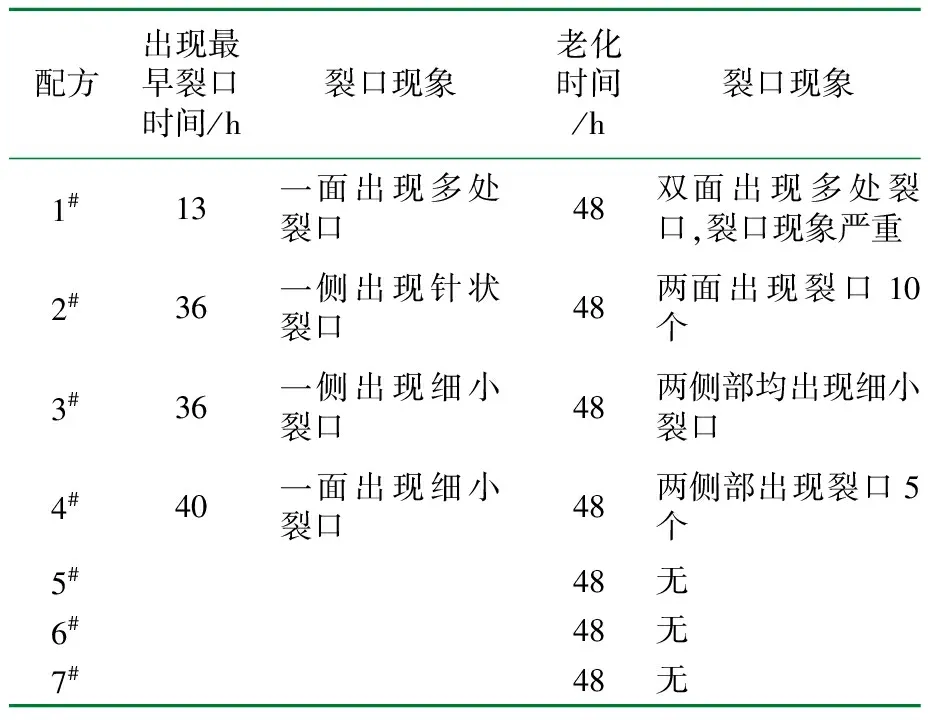
表8 胶料的臭氧老化情况
2.3 理论分析
(1) 在农业轮胎中使用SBR/TRR共混胶可改善低温乳聚SBR的加工性能。低温乳聚SBR分子主链上引入了庞大苯级侧基,并在丁二烯1,2-结构形成乙烯侧基,空间位阻大,分子链柔性差,相对分子链分布窄,缺少低分子级别的增塑作用,因此加工性能差。而TRR具有良好的塑性,易与SBR和其它生胶及配合剂混合,加工性能好,可使混炼加工过程生热减少,避免胶料焦烧,还可使混炼胶质量均匀,并可节省工时,降低动力消耗;也可减少压延时的收缩性和压出时的膨胀性,半成品外观缺陷减少;同时也可增加胶料的自黏性,提高胶料与胶料间、胶料与帘布间的附着力,从而改善了低温乳聚SBR的加工性能。
(2) 在农业轮胎中使用SBR/TRR共混胶可改善低温乳聚SBR的硫化性能。低温乳聚SBR为不饱和橡胶,双键数目少,且不存在甲基侧基及其推电子作用,双键的活性较低,硫化速度慢,添加TRR进行共混,可加快胶料的硫化速度,且硫化返原倾向小。
3 结 论
通过改变TRR和SBR不同的配比,研究发现,随着再生胶用量的增加,胶料流动性增加,撕裂强度增加,拉伸强度稍下降,且其它性能也相对较好,能满足使用要求。综合比较采用配方5#(SBR/TRR共混胶共混比为40∶20)炼制成的胶料性能最好,炭黑分散性最好,屈挠性较好,生热温度较低,拉伸强度和撕裂强度均较高,耐臭氧老化和热氧老化性能较好。
参 考 文 献:
[1] 王廷山,李永新,张万清,等.再生胶对农业轮胎胎面胶性能的影响[J].轮胎工业,2008,28 (3):162-164.
[2] 李冬,田小顺,刘晓庆,等.再生胶在轿车子午线轮胎胎侧胶中的应用[J].轮胎工业,2009,29(2):105-107.
[3] 翁国文,聂恒凯.橡胶物理机械性能测试[M].北京:化学工业出版社,2009:4-5,9-12.
[4] 张宏文,张波,刘玉成.高强度再生胶在轻型载重轮胎胎面胶中的应用[J].轮胎工业,2009,29(1):46-49
[5] 张兆红,徐云慧,邢立华.炭黑与NR/BR/EPDM共混胶混炼工艺研究[J].弹性体,2011,21(5):60-63.
[6] 徐云慧,佟兰,韦帮风,等.不同防护体系对胎面胶耐臭氧老化性能的影响[J].化工进展,2014,33(1):159-164.
猜你喜欢
橡胶工业(2022年7期)2022-07-19 13:02:58
大电机技术(2021年6期)2021-12-06 02:52:32
橡胶科技(2018年4期)2018-02-17 06:08:42
现代塑料加工应用(2016年4期)2016-09-20 08:07:26
中国塑料(2016年6期)2016-06-27 06:34:32
中国塑料(2015年7期)2015-10-14 01:02:43
橡胶工业(2015年10期)2015-08-01 09:06:14
橡胶科技(2015年2期)2015-07-30 12:47:04
橡塑技术与装备(2015年7期)2015-07-03 12:18:01
橡胶科技(2015年3期)2015-02-26 14:45:02