载流条件下电弧对C/C复合材料摩擦磨损性能的影响
2016-05-05 00:27:08牛晓彬张永振上官宝杨正海杜三明
河南科技大学学报(自然科学版) 2016年3期
关键词:磨损率
牛晓彬,张永振,上官宝,杨正海,杜三明
(1.河南科技大学 河南省摩擦学重点实验室,河南 洛阳 471023;2.机械科学研究总院 武汉材料保护研究所,湖北 武汉 430030)
载流条件下电弧对C/C复合材料摩擦磨损性能的影响
牛晓彬1,张永振1,上官宝1,杨正海2,杜三明1
(1.河南科技大学 河南省摩擦学重点实验室,河南 洛阳 471023;2.机械科学研究总院 武汉材料保护研究所,湖北 武汉 430030)
摘要:在HST-100销盘式高速载流摩擦磨损试验机上进行了试验,用高速摄像机拍摄电弧图像,研究了载流条件下电弧对C/C复合材料摩擦磨损性能的影响。研究结果表明:电弧面积和电弧能量有很好的相关性。随着电弧面积的增大,C/C复合材料的磨损率升高,摩擦因数先减小后增大,材料的磨损机制由磨粒磨损为主转化为电弧侵蚀为主。在电弧侵蚀下,材料磨损后的表面被氧化。
关键词:电弧面积;磨损率;摩擦因数;C/C复合材料
0引言
电弧是一种自持性气体放电现象,其主要特点是可以在几微秒的时间内达到4 000~10 000 K的高温[1]。载流摩擦过程中的电弧现象是不可避免的[2],产生的电弧对摩擦副材料有强烈的侵蚀作用[3]。大量的电弧热加速了摩擦副界面材料的氧化反应,造成界面材料熔融、蒸发和喷溅等损失,从而大大降低了摩擦副的寿命,甚至在实际工况下还会造成重大的安全事故[4]。目前,对载流摩擦中电弧的研究已经取得了一定的成果,如:电弧瞬时产生的高温对材料摩擦磨损性能有很大的影响[5];电弧侵蚀量与电流和燃弧时间的乘积呈线性关系[6];电弧能量的损失与电弧的几何形状和尺寸相关[7]等。同时,也提出了新的参量,如电弧能量、起弧率和燃弧率等,并用这些参量来表征电弧对材料摩擦磨损性能的影响。但是,这些参量都是载流摩擦参数的统计量,无法和对应电弧的作用点联系起来,因此,很难进一步反映电弧本身特性对材料损伤的影响[8]。
本文以C/C复合材料铬青铜为摩擦副,在HST-100高速载流摩擦磨损试验机上进行了试验,通过高速摄像机拍摄电弧图像,观察载流摩擦条件下电弧的形态。将电弧面积作为表征电弧基本特性的参量,分析电弧面积与电弧能量的关系及其对材料摩擦磨损性能的影响。
1试验

图1 HST-100销盘式高速载流摩擦磨损试验机结构示意图
1.1试验设备及参数
试验在自制的HST-100销盘式高速载流摩擦磨损试验机上进行,其结构示意图如图1所示。电弧图像由日本NAC公司生产的HX-5型高速摄像机进行拍摄,拍摄时间为10 s,拍摄帧速率为20 000 帧/s。在拍摄电弧图像的同时,试验机的数据采集系统同步采集速度、扭矩、载荷、电流和电压等参数。试验使用的摩擦盘材料为QCr0.5,销试样为C/C复合材料。其中,C/C复合材料由三维编织碳纤维材料经过化学气相沉积后,再经树脂浸渍和碳化制备而成。试验载荷为70 N,摩擦盘速度分别为20 m/s、30 m/s、40 m/s、50 m/s和60 m/s,电流分别为20 A、40 A、60 A、80 A和100 A。载流摩擦磨损试验后,采用JSM-5610LV型扫描电子显微镜(scanning electron microscope,SEM)观察C/C复合材料的摩擦表面形貌,用X射线能谱分析仪(energy dispersive X-ray analysis,EDAX)分析材料摩擦表面的成分。
1.2电弧参数的测定
在对电弧面积测定时,不同的研究者会因试验环境或处理电弧图像方式的不同而得到不同的结果[9-10]。因此,本文设计了一个标准尺寸为1 cm2的对比图像。试验时,将标准尺寸为1 cm2的正方形材料竖直放置于盘销间起弧位置的中心处,保持高速摄像机的光圈大小、进光量、视场位置以及拍摄帧速率一致,拍摄一组照片作为对比标准,根据对比图像的像素可得到试验环境下每个像素所代表的真实面积。然后,分别统计电弧图像和标准对比图像的像素,则电弧面积计算公式为:

(1)
其中:S为电弧面积,mm2;N为电弧图像的像素,pixel;N0为标准对比图像的像素,N0=16 600 pixel。
在载流摩擦过程中会有成百上千次的电弧出现,这里引入平均电弧面积来表征单次试验过程中所有电弧面积的大小。平均电弧面积即所有电弧面积的总和与出现电弧频次的比值,计算公式为:
(2)

电弧能量与产生电弧时销-盘之间的电压、电流和电弧燃烧时间密切相关,电弧能量计算公式为:

(3)
其中:E为单次试验的电弧能量,J;U为单次离线时销-盘间的电压,V;I为单次离线时流经销-盘间的电流,A;△t为单次离线时长,s。
1.3摩擦磨损性能的测定
摩擦因数由测量的扭矩值计算获得,其计算公式为:

(4)
其中:μ为摩擦因数;N为摩擦扭矩,N·m;F为单次试验施加在销试样上的压力,F=70 N;L为两个销试样的中心距,L=160 mm。
质量磨损率是指摩擦磨损试验过程中材料单位距离的质量损失量。用精度为0.1 mg的BS210S型电子分析天平称量每次试验前后材料的质量,计算出销试样磨损试验前后的质量损失量,磨损率的计算公式为:
(5)

2结果与讨论
2.1电弧面积与电弧能量的关系
图2为C/C复合材料在载荷70 N、40 A和20 m/s条件下,电弧面积和电弧能量随时间的变化曲线。由图2可以看出:电弧面积和电弧能量之间有一定的相关性,两个曲线波峰和波谷出现的时间段相近。这是由于电弧从起弧到稳定燃弧阶段(即燃弧前期),电弧能量越大,向弧柱等离子中输入的能量就越高,等离子体中各种粒子的振荡运动就越剧烈,宏观上表现为电弧温度急剧升高,从而电弧弧柱区的内部压力和电弧扩散区域就越大,导致电弧面积增大。在电弧的熄弧阶段(即燃弧后期),电弧面积与电弧能量呈指数关系[11],电弧面积会随电弧能量的衰减呈减小的趋势,因而电弧面积和电弧能量之间表现出一定的相关性。
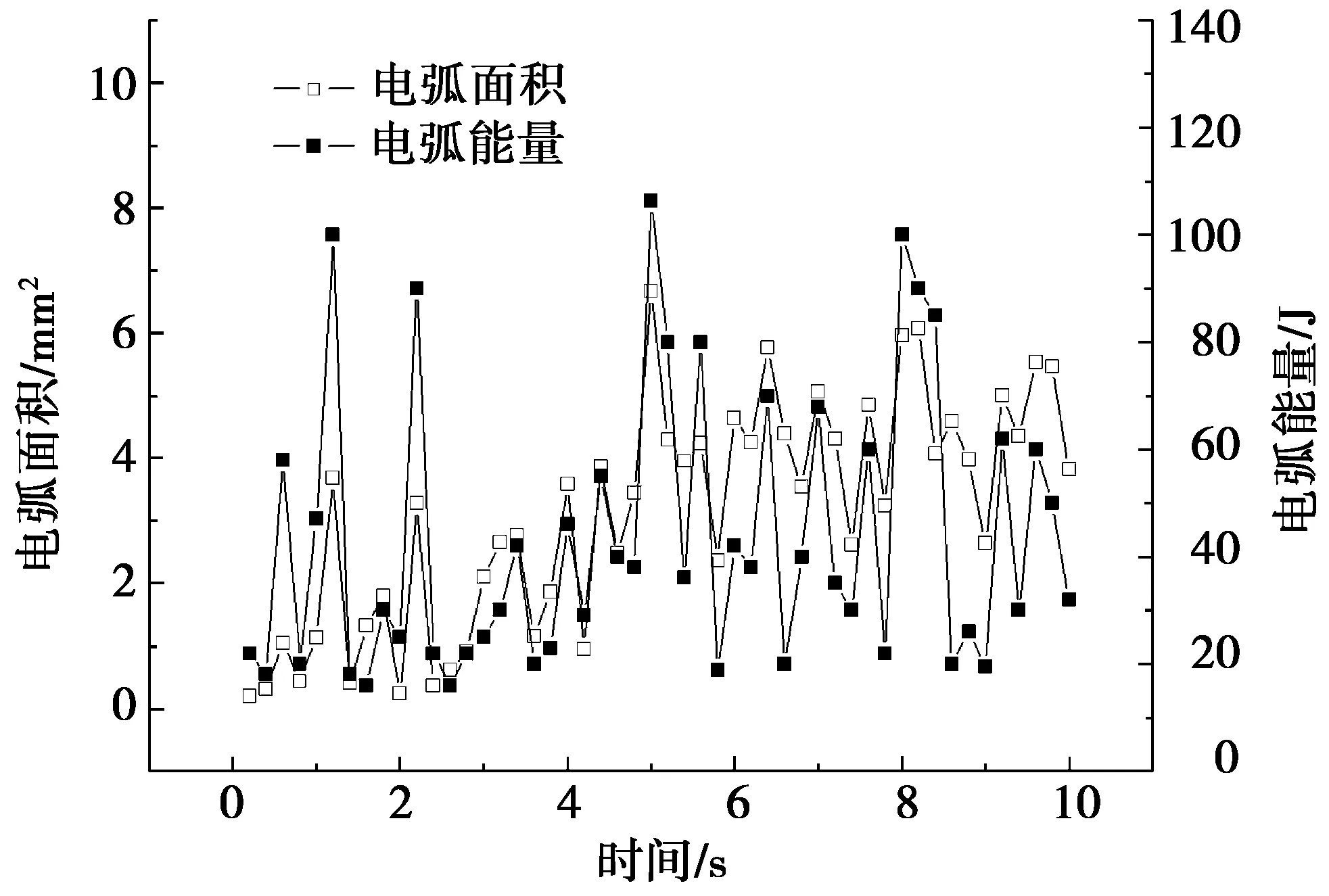
图2 C/C复合材料的电弧面积和电弧能量随时间 的变化曲线
电弧面积和电弧能量之间的相关程度可用相关系数[11]来表示。相关系数r为:

r值在-1和+1之间,r>0为正相关,r<0为负相关,r=0表示不相关,其绝对值愈接近1表示两个变量间的相关程度愈密切,愈接近0表示相关程度愈不密切。本试验中,电弧面积和电弧能量的相关系数r=0.723 6,可见在载流摩擦磨损过程中,电弧面积和电弧能量表现出比较好的相关性。
2.2电弧面积与C/C复合材料摩擦磨损性能的关系

表1 不同摩擦盘速度下的平均电弧面积
表1为载荷70 N、电流60 A,不同摩擦盘速度下的平均电弧面积。根据表1中的平均电弧面积,绘制其与C/C复合材料摩擦磨损性能的关系曲线,见图3。由图3a可以看出:当平均电弧面积相对较小时,材料磨损率增加较为平缓;当平均电弧面积急剧增加时,材料磨损率急剧增加。主要原因为:在载流摩擦过程中,由于电弧的出现,大量的电弧热使材料界面的温度急剧升高,致使材料性能软化,甚至直接导致C/C复合材料熔化和气化,加速了材料的转移,发生电气磨损[12];同时,在高温作用下,界面材料更容易发生氧化磨损。平均电弧面积越大,材料接触面上的电气磨损区域和氧化磨损区域就会越大;同时,随着平均电弧面积的增大,电弧能量增大,对于同一块区域,其相应的燃弧时间也会增大。电弧的强弱和持续时间直接决定了该区域电弧的侵蚀程度[13],因此,面积越大的电弧对材料磨损的影响越大。

图3 平均电弧面积与C/C复合材料摩擦磨损性能的关系
由图3b可以看出:C/C复合材料的摩擦因数随平均电弧面积的增大先减小后增大,表明当平均电弧面积超过某一定值时,C/C复合材料的摩擦磨损机制发生了改变。主要原因为:一方面,当电弧面积较小时,随着电弧面积的增大,电弧产生的高温使摩擦接触面温度升高,界面材料软化,材料界面上接触点的抗剪切能力降低,接触点更容易被剪断,摩擦因数降低;另一方面,由于在电弧的高温侵蚀作用下,

图4 摩擦盘表面的碳润滑膜
C/C复合材料中碳纤维及纤维间沉积的碳被蒸发气化,气化后细小的碳颗粒沉积在摩擦副表面,在销盘的挤压作用下,形成润滑碳膜(如图4所示),因而摩擦因数降低。当电弧面积相对较大时,电弧能量明显增强,在强烈的电弧侵蚀作用下,C/C复合材料表面的沉积碳及碳纤维被大量蒸发气化,留下许多孔洞[14],随着电弧损伤区域的增大,电弧侵蚀孔洞增多,摩擦副材料表面接触状态严重恶化,粗糙度增加,从而使摩擦因数升高。
2.3摩擦磨损试样表面形貌观察

由图5c和图5d可以看出:C/C复合材料的磨损表面除了基体元素C之外,还有大量摩擦盘上转移的Cu元素和少量的O元素,说明在机械摩擦热和电弧热的高温作用下,材料发生氧化反应,在摩擦表面产生了氧化物[16]。另外,从EDAX谱的衍射峰高度来看,在较小电弧侵蚀下,基体C的X射线衍射峰强度要大于较大电弧侵蚀下基体C的X射线衍射峰强度,说明C/C复合材料中C的蒸发气化程度随电弧面积的增大而增大,故电弧越大,对C/C复合材料的侵蚀越严重。


图5 不同电弧面积下C/C复合材料摩擦磨损后的表面SEM形貌及EDAX谱
3结论
(1)电弧面积和电弧能量有很好的相关性,电弧面积越大,电弧能量越高,对材料的侵蚀越严重。
(2)C/C复合材料的磨损率随电弧面积的增大而增大,摩擦因数随电弧面积的增大先减小后增大。
(3)随着电弧面积的增大,材料的磨损形式由磨粒磨损机制为主转化为电弧侵蚀机制为主,磨损后的表面被氧化。
参考文献:
[1] 张永振,杨正海,上官宝.载流摩擦的研究现状与挑战[J].自然杂志,2014,36(4):256-263.
[2]吴积钦.弓网系统电弧的产生及其影响[J].电气化铁道,2008(2):27-29.
[3]胡道春,孙乐民,上官宝.载流摩擦磨损中电弧侵蚀的研究现状[J].腐蚀与防护,2008,29(3):163-166.
[4]WU T X,BRENNAN M J.Basic analytical study of pantographcatenary system dynamics[J].Vehicle system dynamics,1998,30:443-445.
[5]ZHAO H,BARBER G C,LIU J.Friction and wear in high speed sliding with and without electrical current[J].Wear,2001,249(5/6):409-414.
[6]廖亚平,易茂中,杨琳,等.载流条件下C/C-Cu复合材料的摩擦磨损行为[J].粉末冶金材料科学与工程,2009,14(6):385-390.
[7]SHUNICHI K,KOJI K.Effect of arc discharge on the wear rate and wear mode transition of a copper-impregnated metallized carbon contact strip sliding against a copper disk[J].Tribology international,1999,32:367-378.
[8]王一帆.紫铜/铬青铜摩擦磨损过程中电弧特性[J].河南科技大学学报(自然科学版),2015,36(4):5-8.
[9]刘教民,孙祎,王震洲,等.交流接触器开关电弧的图像采集与处理[J].电工技术学报,2010,25(1):64-69.
[10]陈炳权,刘宏立,孟凡斌.数字图像处理技术的现状及其发展方向[J].吉首大学学报(自然科学版),2009,30(1):63-70.
[11]王颉.试验设计与SPSS应用[M].北京:化学工业出版社,2007:128-129.
[12]董华军,石桂名,宋春雨,等.基于图像序列短间隙真空开关电弧形态研究[J].真空科学与技术学报,2012,32(1):44-47.
[13]SHANGGUAN B,ZHANG Y Z,XING J D,et al.Comparative study on wear behaviors of metal-impregnated carbon material and C/C composite under electrical sliding[J].Tribology transactions,2010,53(6):933-938.
[14]刘向军.触头电弧图像面积与电功率及其关系[J].电工技术学报,2015,30(1):20-126.
[15]张永振,杨正海,上官宝,等.典型材料载流摩擦行为[J].河南科技大学学报(自然科学版),2012,33(5):9-14,27.
[16]张会杰,孙乐民,上官宝,等.载流摩擦参数对C/C复合材料/QCr0.5摩擦副起弧率的影响[J].河南科技大学学报(自然科学版),2014,35(2):7-10.
中图分类号:TG146.1+1
文献标志码:A
收稿日期:2015-11-27
作者简介:牛晓彬(1991-),男,河南洛阳人,硕士生;张永振(1963-),男,陕西澄城人,教授,博士,博士生导师,主要从事材料摩擦学方面的研究.
基金项目:国家自然科学基金项目(51375147,51405134)
文章编号:1672-6871(2016)03-0001-05
DOI:10.15926/j.cnki.issn1672-6871.2016.03.001
猜你喜欢
合肥工业大学学报(自然科学版)(2024年3期)2024-03-31 05:33:26
煤炭工程(2024年1期)2024-02-22 11:17:46
工具技术(2022年5期)2022-07-13 06:12:20
动力工程学报(2022年2期)2022-02-22 13:15:46
科技研究·理论版(2021年11期)2021-10-25 15:14:01
装备制造技术(2021年4期)2021-08-05 07:39:22
江西化工(2020年3期)2020-06-29 13:32:48
家电科技(2018年9期)2018-09-28 01:44:50
现代经济信息(2016年22期)2016-10-26 14:14:24
化学工程师(2016年8期)2016-09-19 02:11:32