
膜厚对自润滑合金化板性能的影响研究
2016-04-26 06:43涂元强雷泽红白会平宋乙峰
武汉工程职业技术学院学报 2016年1期
关键词:自润滑
杜 蓉 涂元强 雷泽红 白会平 宋乙峰
(武钢研究院 湖北 武汉:430080)
膜厚对自润滑合金化板性能的影响研究
杜蓉涂元强雷泽红白会平宋乙峰
(武钢研究院湖北武汉:430080)
摘要对不同膜厚自润滑合金化板的润滑性能、成形性能、焊接性能、脱脂性能进行了研究。结果表明:随着膜厚增加,自润滑合金化板的润滑性能、成形性能提高,焊接性能、脱脂性能变差;膜厚小于300mg/m2时,成形性能提高的不明显;膜厚大于500mg/m2时,焊接性能及脱脂性能受到不良影响。为保证自润滑合金化板的性能,生产时应将自润滑膜厚控制在300mg/m2~500mg/m2。
关键词自润滑合金化板;膜厚;自润滑
日系轿车制造领域在要求耐蚀性的内板和外板部件中大量使用合金化热镀锌钢板,但在工业应用中易发生镀层的粉化、剥落。自润滑合金化产品能够提高合金化钢板的润滑性,从而显著改善合金化板的粉化和剥落问题,对材料冲压性能也有很好的提升作用,因而在日系车企中大行其道[1-3]。目前,自润滑合金化板的生产主要分为传统的二步法工艺和新型的一步法工艺[4-5]。其中,一步法工艺是直接在合金化钢板表面涂覆自润滑涂料,通过控制辊涂工艺和烘烤工艺来赋予自润滑合金化板优良的性能。因此,对于膜厚的选择尤为重要。武钢采用一步法工艺生产出了自润滑合金化板,本文通过对不同膜厚下自润滑合金化板润滑性能、成形性能、焊接性能、脱脂性能的研究,讨论了膜厚对自润滑合金化板性能的影响规律,确定了自润滑膜厚的最佳应用范围,为自润滑合金化板的生产提供技术支持。
1试验材料与方法
试验钢为冷成型用合金化板DX54D+ZF(试样编号为0)以及自润滑膜厚分别为100mg/m2、200mg/m2、300mg/m2、400mg/m2、500mg/m2、600mg/m2的自润滑合金化板DX54D+ZF-L,试样编号分别为1-6。对试验钢取样,按照相关实验要求剪成小样备用。
采用表面滑动试验机对钢板的摩擦系数进行测试,其中,载荷重量为1kg,滑动速度为150mm/min,滑动距离为100mm;采用杯突试验机对钢板的杯突值进行测试,其中,压边力为10kN,冲压速度为1mm/s;采用高速深冲试验机对钢板的成形范围进行测试,其中,冲头直径为50mm,冲压速度为30m/min,钢板外径为105mm、107.5mm、110mm;采用中频直流点焊试验机对钢板的焊接电流工艺窗口进行测试,其中,锥形电极端面直径为6mm,电极压力为2kN;采用日系车企通用的前处理体系对钢板进行脱脂处理,利用XRF光谱测试仪对经脱脂处理后的自润滑合金化板进行测试。
2结果与讨论
2.1膜厚对钢板润滑性能的影响
对0号试样和1-6号试样的初始动摩擦系数以及不同往复摩擦次数下的动摩擦系数进行测试,测试结果如表1所示。从结果可以发现,0号试样的初始动摩擦系数在0.15左右,1-6号试样的初始动摩擦系数相比1号试样均得到显著降低,在0.10-0.13的范围之间,呈现递减趋势。经过11次往复摩擦之后,0号试样的摩擦系数呈现剧烈增长,而1、2号试样在经过100次左右的往复摩擦之后,仍能保持在初始摩擦系数的水平。3-6号试样的往复摩擦次数依次增加,其中,3、4号试样在经过150次往复摩擦之后,仍与初始摩擦系数保持在同一水平;5、6号试样在往复摩擦200次之后,仍与初始摩擦系数保持在同一水平。
分析上述结果,可以发现,随着自润滑膜厚的增加,钢板表面的动摩擦系数呈现下降趋势,而极限往复摩擦次数呈现增长趋势。在自润滑膜厚为600mg/m2时,钢板表面的摩擦系数减小至0.09,且在经过200次以上的往复摩擦之后仍保持在0.09。钢板表面的摩擦系数越低,钢板的润滑性能越好。对于合金化板而言,摩擦系数的降低有利于提高钢板的抗粉化性能,减少冲压时模具的损坏。因此,随着自润滑膜厚的增加,钢板的润滑性能提高。

表1 动摩擦系数测试结果
2.2膜厚对钢板成形性能的影响
2.2.1杯突值
对0号试样和1-6号试样的杯突值进行测试,测试结果如图1所示。从结果可以发现,0号试样的平均杯突值最小,1-6号试样的平均杯突值相比0号试样均有所提高,且呈现递增趋势。其中,6号试样的平均杯突值最大。分析上述结果可以发现,随着自润滑膜厚的增加,钢板的杯突值呈现增大趋势。在自润滑膜厚为600mg/m2时,钢板的杯突值达到最大。但是,在自润滑膜厚为100mg/m2及200mg/m2时,钢板的杯突值提升的不明显。深冲指标能有效反映钢板的加工成形性能,钢板冲裂时的最大成形深度(杯突值)越大,钢板的成形性能越好[6-7]。因此,随着自润滑膜厚的增加,钢板的成形性能提高。
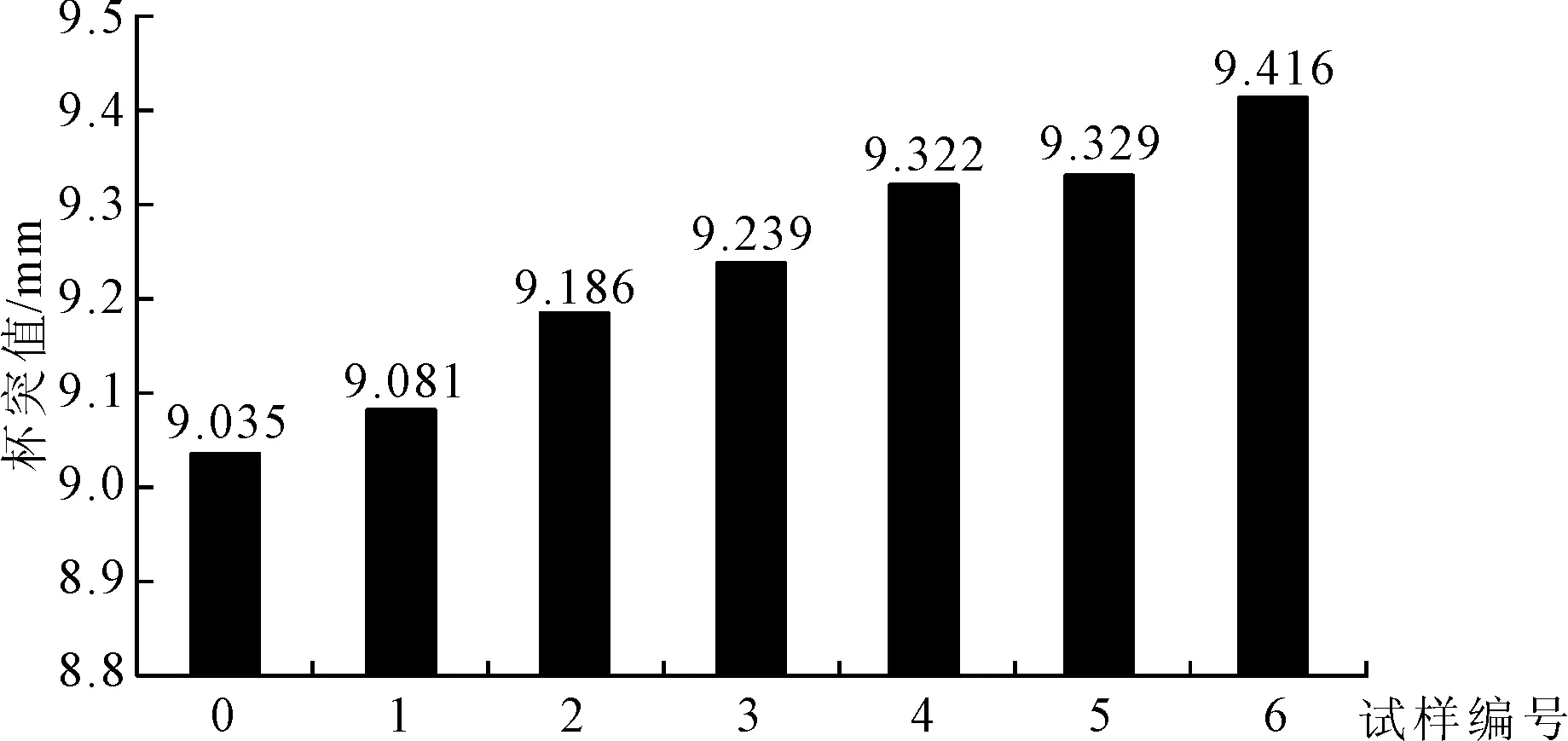
图1 杯突值测试结果
2.2.2高速成形范围
对0号试样和2-4号试样进行高速深冲测试,对其成形范围进行考察,测试结果如图2所示。从结果可以发现,2-4号试样的成形范围相比0号试样均有所扩展,但2号试样扩展的不多,3-4号试样出现明显扩展。分析上述结果可以发现,随着自润滑膜厚的增加,钢板的成形范围呈现增大趋势。但是,在自润滑膜厚为200mg/m2时,钢板的成形范围扩展的不多,即成形性能没有得到明显改善,这与杯突测试的结果一致。与普通合金化板相比,自润滑合金化板成形性能的提高主要得益于润滑性能的改善。前面已经讨论过,随着自润滑膜厚的增加,钢板的润滑性能得到提高,成形性能亦得到提高。在成形性能方面,应对自润滑膜厚的下限进行考察。结合杯突测试及高速深冲测试结果,当自润滑膜厚为100mg/m2~200mg/m2时,合金化板的加工领域扩展的不多;当自润滑膜厚≥300mg/m2时,合金化板的加工领域得到明显扩展,合金化板的成形性能相比无处理板得到明显提高。因此,为保证自润滑涂料涂覆于合金化板后,能有效提高合金化板的成形性能,改善钢板冲压后的外观,应将自润滑膜厚控制在≥300mg/m2的范围。

图2 成形范围测试结果
2.3膜厚对钢板焊接性能的影响
对0号试样及4-6号试样进行点焊测试,对其焊接电流工艺窗口进行考察,测试结果如图3所示。从结果可以发现,4号试样的焊接电流工艺窗口与0号试样完全一致;5号试样的焊接电流工艺窗口相比0号试样有少量收窄,但是基本一致;6号试样的焊接电流工艺窗口明显窄于0号试样。分析上述结果可以发现,随着自润滑膜厚的增大,自润滑合金化板的焊接性能变差,这主要是由于自润滑涂料中含有非金属物和有机物。自润滑膜厚越大,涂覆于合金化板后,钢板表面的接触电阻就越大,对于钢板焊接性能的影响就越大。结合实验结果,当自润滑膜厚为500mg/m2时,钢板的焊接性能受到影响,但是不明显,基本与普通合金化板的焊接性能在同等水平;当自润滑膜厚为600mg/m2时,钢板的焊接性能明显变差。因此,为保证自润滑涂料涂覆于合金化板后,不影响钢板的焊接性能,应将自润滑膜厚控制在≤500mg/m2的范围。

图3 焊接性能测试结果
2.4膜厚对钢板脱脂性能的影响
对4-6号试样进行脱脂处理,采用XRF光谱测试仪对经脱脂处理后试样的自润滑皮膜残余量进行测试,正反两面各选取6点进行测量,测试结果如表2所示。从结果可以发现,4、5号试样正反两面测试6点均无自润滑皮膜残余;对于6号试样,正面测试6点中有4点有残余自润滑皮膜存在,残余量在21mg/m2~43mg/m2,反面测试6点中有1点有残余自润滑皮膜存在,残余量为12mg/m2。自润滑膜厚越大,钢板在车企前处理体系中越难去除,对于后续的磷化、涂装等工艺更易造成影响。分析结果可以发现,当自润滑膜厚分别为400 mg/m2及500mg/m2时,自润滑合金化板表面的自润滑皮膜在日系车企通用的前处理体系中,能够得到完全去除;当自润滑膜厚为600mg/m2时,自润滑合金化板的脱脂性能受到影响,自润滑皮膜未得到完全去除。
表2自润滑皮膜残余量测试结果
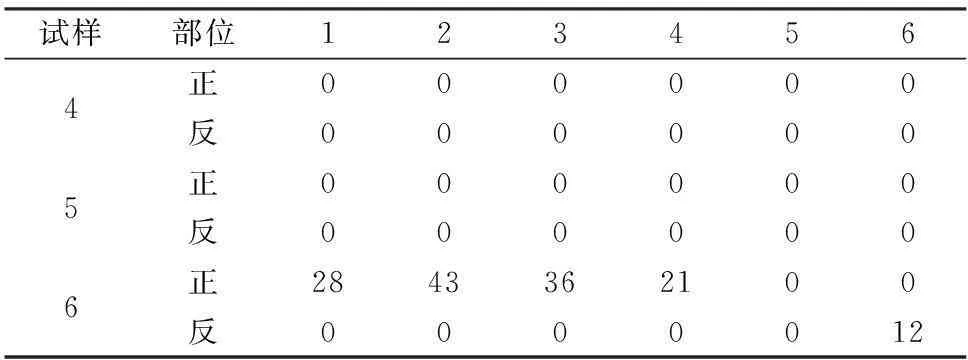
单位:mg/m2
因此,为保证自润滑涂料涂覆于合金化板后,不影响钢板的脱脂及后续的磷化、涂装性能,应将自润滑膜厚控制在≤500mg/m2的范围。
3结论
(1)自润滑合金化板的性能受膜厚影响较大,随着膜厚增大,自润滑合金化板的润滑性能增强,成形性能提高;当膜厚增加到一定程度时,焊接性能变差,脱脂性能恶化;
(2)在本实验条件下,膜厚<300mg/m2时,成形性能改善的不明显;膜厚>500mg/m2时,自润滑合金化板的焊接性能及脱脂性能变差;
(3)为保证自润滑合金化板的稳定生产及优良的综合性能,生产时应将自润滑膜厚控制在300mg/m2~500mg/m2。
参考文献
[1]李丽琴,邱松年.新日铁表面处理技术赋予钢铁新功能[J].济钢科技, 2005,12(5):60-63.
[2]韦行.日本JFE开发出汽车用高润滑GA钢板JAZ[J].上海金属, 2009,(2):59.
[3]曹曙.NKK开发出高润滑性合金化热镀锌钢板PZA-N[J].上海金属,1999,(3):50-52.
[4]倪富荣.一步法无铬自润滑电镀锌产品开发[J].上海金属,2008,30(2):30-35.
[5]杨兴亮,赵云龙,刘劼.一种镀锌钢板用润滑涂料、自润滑镀锌钢板及其生产方法[P].中国,马鞍山钢铁股份有限公司,CN 103102790A. 2013年5月15日.
[6]铃木幸子.基础树脂的性能对自润滑钢板冲压成形性能的影响[J].表面技术,1993,(8):667-669.
[7]N.Espallargas, L.Vitoux, The wear and lubrication performance of liquid-solid self-lubricated coatings[J]. Surface & Coatings Technology. 2013,(235):342-353.
(责任编辑:李文英)
Effect of Self-lubricated coating on Properties of Self-lubricated Galvannealed Steel Sheet
Du RongTu YuanqiangLei ZehongBai HuipingSong Yifeng
(Research and Development Center of WISCO, Wuhan 430080, Hubei)
Abstract:The lubricating property, formability, weldability and degreasing performance of the self-lubricated galvannealed steel sheet with different thickness of self-lubricated coatings were studied in this paper. The results showed that as thickness of self-lubricated coating increased, the lubricating property and formability of the self-lubricated galvannealed steel sheet was better, while the weldability and degreasing performance was worse. When the thickness of self-lubricated coating was less than 300mg/m2, the improvement of formability was not obvious. While it' s greater than 500mg/m2, the weldability and degreasing performance started to turn bad. The thickness of self-lubricated coating should be controlled in 300~500mg/m2 to ensure the properties of the self-lubricated steel sheet.
Key words:self-lubricated galvannealed steel sheet; thickness of self-lubricated coating; self-lubricated
中图分类号:TG174.46
文献标识码:A
文章编号:1671-3524(2016)01-0015-03
作者简介:杜蓉(1987~),女,硕士,工程师.E-mail:durong1018@wisco.com.cn
收稿日期:2016-01-19
猜你喜欢
时代汽车(2022年6期)2022-03-25
计算机辅助工程(2021年3期)2021-11-28
粘接(2021年9期)2021-09-22
陕西科技大学学报(2021年2期)2021-04-20
科技创新导报(2020年8期)2020-06-30
河南科技(2018年3期)2018-09-10
山东工业技术(2017年21期)2017-11-04
航空标准化与质量(2016年2期)2016-07-13
船海工程(2015年5期)2016-01-18
企业导报(2015年5期)2015-04-10
