
LED行业用废氨气处理技术
2016-03-30 02:46:37李荷庆金向华
低温与特气 2016年1期
孙 猛,李荷庆,金向华
(苏州金宏气体股份有限公司,江苏 苏州 215152)
LED行业用废氨气处理技术
孙猛,李荷庆,金向华
(苏州金宏气体股份有限公司,江苏 苏州 215152)
摘要:MOCVD金属有机物化学气相沉积法制备LED外延技术产生的尾气危害较大,需要进行处理才能排放。对现有的几种尾气处理技术进行分析,指出各自存在的优点和缺点。从回收利用和节能减排两个角度出发,对原有方法进行了改进,提出四级尾气吸收的新型尾气处理技术,实现了氨气的回收利用,降低对大气的污染。
关键词:氨气;金属有机物化学气相沉积法;尾气处理;LED;环境污染
0引言
7N电子级超纯氨是LED行业中的一种重要原材料,是MOCVD技术制备GaN的重要基础材料。其基本原理在于超高纯氨气用于金属有机化合物化学气相淀积(MOCVD)外延生长过程中,它与金属有机物的前驱物三甲基镓[Ga(CH3)3]在高温高压下发生化学反应生成氮化镓:
Ga(CH3)3(g)+NH3(g)→GaN(s)+3CH4(g)
氨气在MOCVD炉中的反应效率较低,大量没有参与反应的氨气随着载气排出反应炉,其强烈的刺激性气味不仅对人体健康造成损害,更会直接污染大气环境。因此,为了避免大量含有氨气的有毒废气直接排入大气而造成空气污染,需要采用一定的方法对此废气进行处理。目前常规的方法是通过水喷淋塔装置将氨气吸收并转化为氨水,需要相当庞大的喷淋设备才能起到效果,占地面积和用水量均较为庞大。
以三甲基镓为基准,三甲基镓与氨气反应的物质的量之比为1:1;理论上每消耗1 kg MO源需要消耗的氨气计算公式如下:
n(MO)=m(MO)/M(MO)=1000 g/114.825 g/mol=8.71 mol
m(NH3)=n(MO)×M(NH3)=8.71 mol×17 g/mol=148.07 g
即每消耗1 kg MO源理论上应消耗148.07 g氨气。从实际生产可知,每台MOCVD每个月消耗约3 kg MO源,按照计算,理论上应消耗氨气的量不到500 g,然而,事实上,每台MOCVD每个月消耗氨气1.2 t,氨气的反应效率极低。
由上可知,MOCVD中投放的原料氨只有不到1%的量参与反应,几乎全部随尾气排出。每台MOCVD每天使用超纯氨约40 kg,几乎全部需要排出。按照国家排污标准,氨氮含量只能在25 mg/L,需要用1600 t水去稀释,也就是每台MOCVD每天要排放的含废氨水量约在1600 t左右,但还是将大量的氨氮排入了环境中,给社会和地方的环境造成了很大的压力,给LED行业带来了极大的环保负担,也给当地环保部门带去了沉重的负担。因此,解决废氨气的回收已成为LED生产厂家、属地环保部门迫切需要解决的问题。
1废气处理技术简介
环境保护行业发展至今,废气治理技术已逐渐成熟。含氨废气的处理方法中常用的有三种,化学法、物理法和生物法。
化学法常采用化学试剂稀硫酸、稀盐酸、漂白水、磷酸铵镁等与废气中的氨发生化学反应,生成较为稳定的化学物质或沉淀分离,使氨不再进入空气中污染大气环境,从而达到治理污染的目的。但生成的化学物质往往会产生二次污染及需要再投资处理,不利于循环经济综合利用,浪费资源。该方法适用于处理量不大的企业。
物理法常采用水吸收、温差精馏。本公司所采用的微分吸收方法也是属于物理法的一种,微分吸收法是将废气中的氨分离出来,有效减少氨气的排放量及生成的高浓度氨水,符合循环经济、清洁生产、节约资源的环保政策,适用于废气浓度高、废气量大的企业。
生物法是利用微生物的好氧厌氧过程,将废气中的氨气转化为微生物的营养源从而达到治理污染的目的,本方法的运行成本最低、管理最方便,但该技术还不够成熟稳定,所以不适合大量用于工业治污方面。
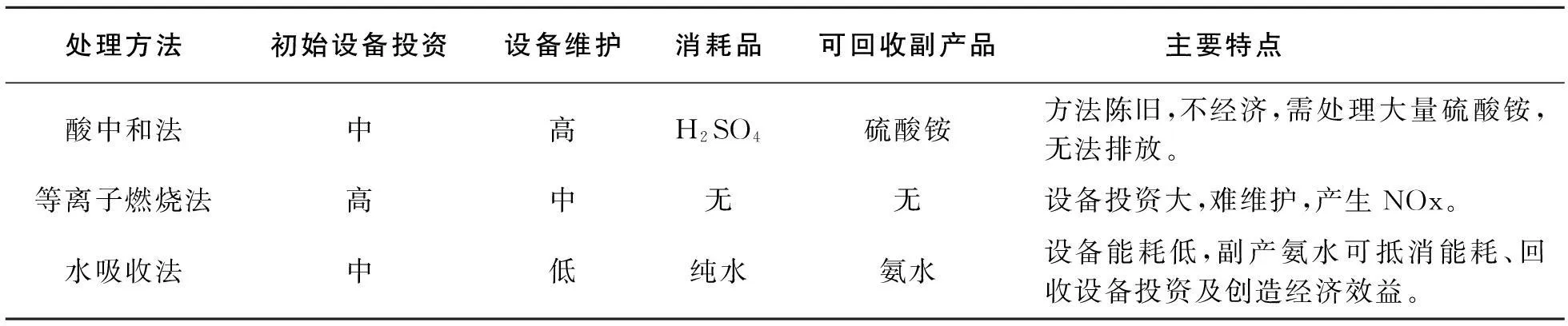
表1 MOCVD尾气处理方法比较表
2工艺设计
1.MOCVD 尾气成分如表2所示。

表2 MOCVD 尾气成分
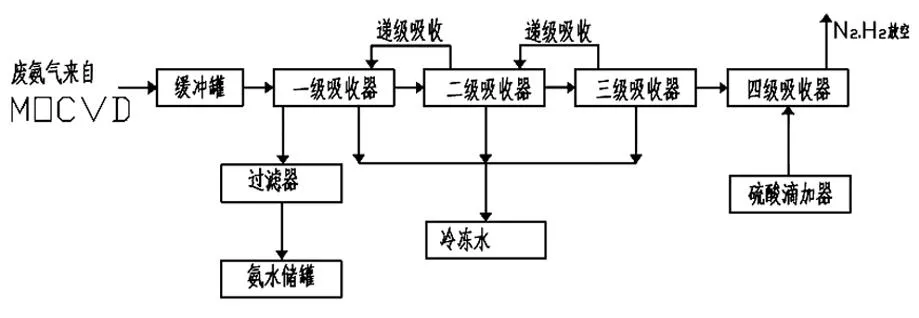
图1 LED生产废氨气回收流程图
2.LED行业用气体处理工艺应由废气收集系统、氨气吸收系统、中和吸收系统、冷源提供系统、氨水收集系统等组成。其典型的LED行业用气体处理工艺流程如图1所示。
3.工艺流程。首先,通过引风机将多台MOCVD的排气管道中的尾气集中引到一个总管道中,再进入气体缓冲罐。为了保证最终放空管道中的氨气浓度符合排放标准,首先采用三级氨吸收塔,缓冲罐中的气体先进入一级吸收器进行吸收,所以一级吸收器中的氨水浓度较高。然后,气体再依次进入二级吸收器和三级吸收器,对其中的氨气进行吸收。经三级吸收器吸收后,氨气99%以上被水吸收。最后,废气再通入到四级吸收器中,并根据通入气体量,利用硫酸滴加器向四级吸收器中加入硫酸,以保证所有氨气全部被吸收。其中的不溶性气体氢气、氮气从四级吸收塔排空处排空。一级吸收器中的氨水浓度最高,当此氨水浓度达到25%左右时,把此氨水打入到氨水储罐中,以便在其它工业领域利用。另外,在一级吸收器和氨水储罐中间加装过滤器,通过此过滤器把氨水中的颗粒物过滤掉。在一级、二级、三级吸收器中需要通入冷冻水,以便增加氨气在水中的溶解度,使氨水浓度可以达到25%。
为了保证技术可以实现,制备了LED废气回收装置,如图2所示。



图2 LED废气回收装置
3氨气回收系统回收率分析测试
3.1分析方法
用C(H2SO2)=0.5mol/L硫酸标准溶液为吸收剂、甲基橙溶液为指示剂。每次用移液枪定量取5mL硫酸标准溶液移入洗气瓶中,分别吸收尾气进口的废气中氨气(未经吸收系统吸收)和废气排放口的废气中氨气,用流量计计量废气中未参加反应的氮氢混合气,每次反应终止时记录流量计读数。
硫酸标准溶液每次定量5 mL(0.245 g硫酸),所以每次被吸收的氨气含量也是确定的0.085 g或0.11 L(标况下)。
用0.11 L氨气加流量计读数视为尾气的总体积,即可得到吸收前后尾气中氨气的体积比,根据每日氨气用量平均得到每小时用量,即可计算出氨气回收系统废气排放中氨气含量。
3.2测试数据
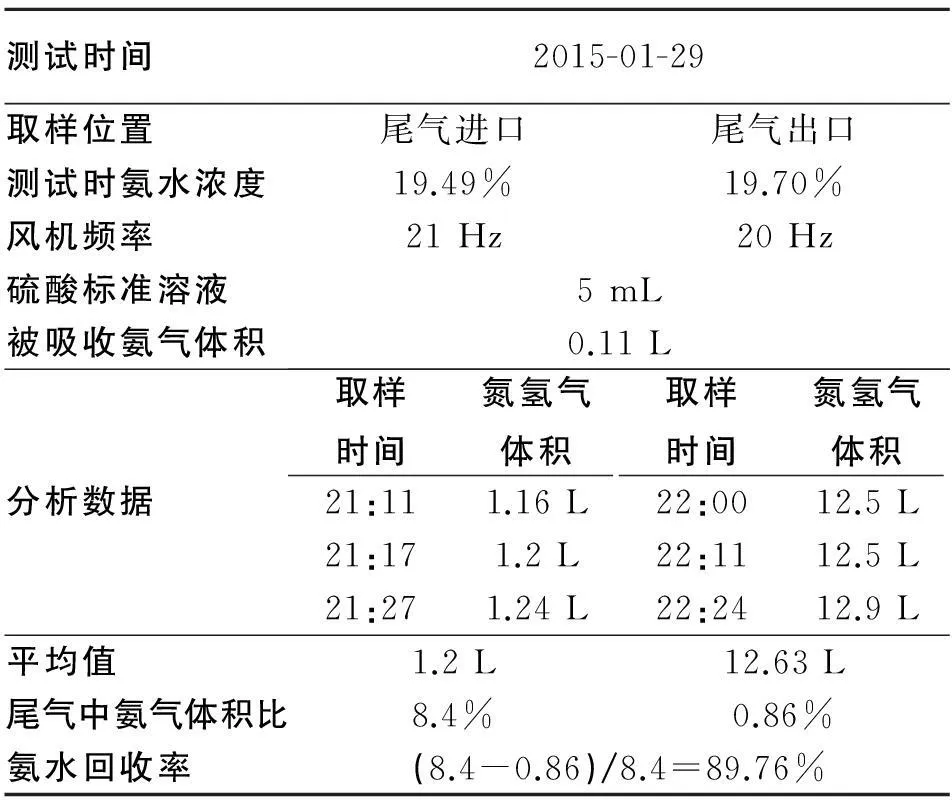
测试时间2015-01-29取样位置尾气进口尾气出口测试时氨水浓度19.49%19.70%风机频率21Hz20Hz硫酸标准溶液5mL被吸收氨气体积0.11L分析数据取样时间氮氢气体积取样时间氮氢气体积21:111.16L22:0012.5L21:171.2L22:1112.5L21:271.24L22:2412.9L平均值1.2L12.63L尾气中氨气体积比8.4%0.86%氨水回收率(8.4-0.86)/8.4=89.76%
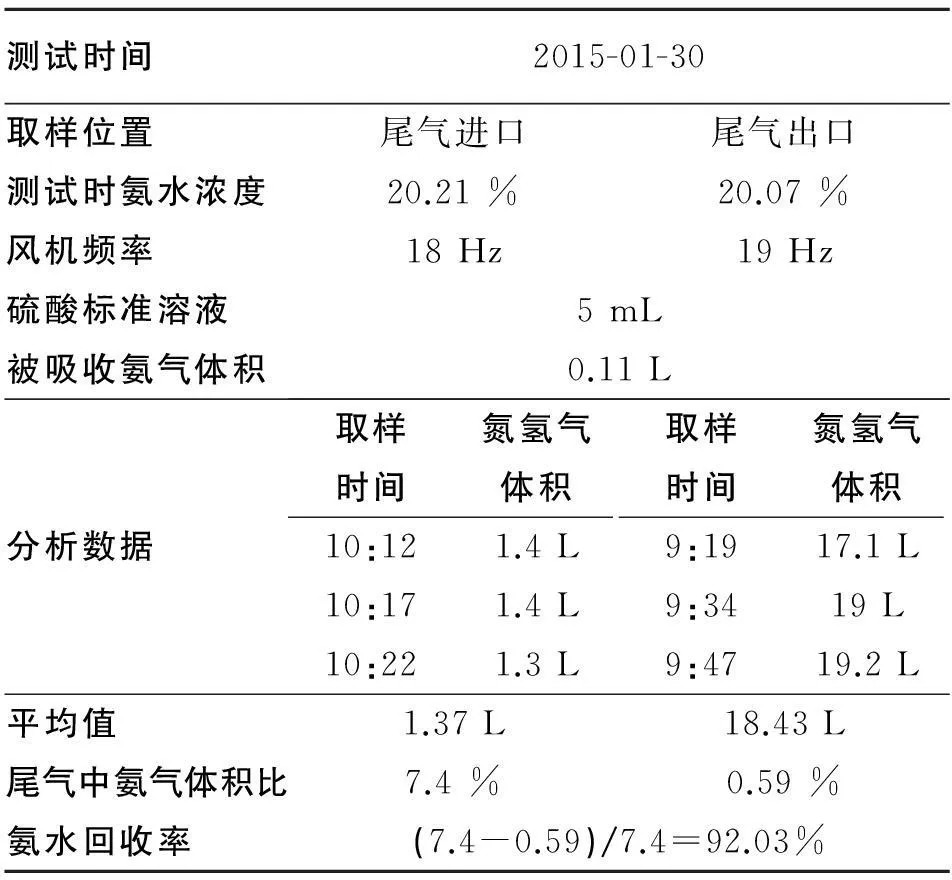
测试时间2015-01-30取样位置尾气进口尾气出口测试时氨水浓度20.21%20.07%风机频率18Hz19Hz硫酸标准溶液5mL被吸收氨气体积0.11L分析数据取样时间氮氢气体积取样时间氮氢气体积10:121.4L9:1917.1L10:171.4L9:3419L10:221.3L9:4719.2L平均值1.37L18.43L尾气中氨气体积比7.4%0.59%氨水回收率(7.4-0.59)/7.4=92.03%
近期稳定生产状态下,全厂氨气消耗量最大为1000 kg/d,平均即41.67 kg/h。完全不考虑产线的消耗,以全部氨气进入回收系统计算经过氨气回收系统吸收后的废气中氨气含量为:

尾气中氨气含量(2015-01-29)41.67×10.24%=4.267kg/h(2015-01-30)41.67×7.97%=3.32kg/h
4处理安全技术要求
1.氨气回收系统开机前需提前开启冷冻机降温,以保证吸收效率。
2.冷冻机开机前检查冷却水及冷冻水管路所有阀门均为开启状态。
3.吸收系统开机前检查需工作风机前后阀门开启,检查风机前后过滤器工作一侧阀门开启,检查吸收系统所有手动阀门开启,检查氨水罐氨水输送管路阀门开启。
4.当三级吸附塔氨水吸收浓度比较接近时表明:1)没有及时更换氨水;2)在保证及时更换了氨水后,发现这种现象一直存在,说明吸收塔中填料有问题或者喷头有堵,要查明原因及时处理。
5.进行换水及取样测量时,全程必须带上防护手套及防护面具,如发生异常情况,需第一时间到应急清洗器处用大量清水冲洗后,再用3%~5%的硼砂水冲洗浸泡,严重时及时去医院治疗。
5氨水泄漏应急预案
5.1氨水泄漏的现象
氨水泄漏时,周围环境有强烈的刺激性气味;泄漏处的设备、管线被腐蚀。
5.2氨水泄漏的原因
1.氨水储罐破损;2.氨水储罐的出口阀门密封不严泄漏;3.连接的软管破损泄漏;4.软管与接头的连接处密封不严泄漏;5.各接头及压力表的安装处密封不严泄漏。
5.3氨水泄漏的处置措施
1.疏散人员至上风口处,将泄漏控制住;2.切断火源,必要时切断污染区内的电源;3.应急人员佩带好液氨专用防毒面具及手套进入现场检查原因;4.采取对策以切断气源,或将管路中的残余部分经稀释后由泄放管路排尽;5.参与抢救的人员应戴防护气式手套和专用防毒面具;6.逃生人员应逆风逃生,并用湿毛巾、口罩或衣物置于口鼻处;7.中毒人员应立即送往通风处,进行紧急抢救并通知专业部门。
6总结
通过对现有的几种尾气处理技术进行分析比较,发现氨水吸收法具有设备能耗低,副产氨水可抵消能耗、回收设备投资及创造经济效益等优点。并设计了工艺流程,针对此工艺流程进行了LED废氨气吸收测试,从结果可以看出,具有较高的吸收效率,并针对此技术分析了处理安全技术要求和氨水泄漏应急预案。最终说明此技术具有工艺合理,节能等优势,具有较好的应用价值。
参考文献:
[1] 欧阳欣.MOCVD法制备GaN基LED外延尾气处理技术进展[J].轻工机械,2013,31(3):96-98.
[2] 汤剑波,宋常征,李东升.MOCVD尾气中氨气吸附回收的探讨与研究[J].低温与特气,2013,31(5):12-16.
[3] 刘耀彬,胡观敏.我国LED产业的发展现状、趋势及战略选择[J].科技进步与对策,2010(6):77-81.
[4] 高工LED.GLII独家发布上半年LED产业投资分析报告[DB/OL],2011-10-09[2011-10-18].http://news.gg-led.com/asdisp2-65b095fb- 38010--2-.html.
[5] 广东省LED 产业发展分析及政策建议[J].广东科技,2011(5):23-27.
[6] 2011年中国LED产业上游调研报告[R].高工LED,2011(2):5-7.
[7] 张凤利,陈熔.国内特种气体研究现状和未来市场应用前景分析[J].气体分离,2010(3):27-30.
[8] 牛丽红,于世林.国内高纯气体应用现状[J].低温与特气,2010,28(6):7-9.
[9] 陈元灯,陈宇.LED制造技术与应用[M].北京:电子工业出版社,2009.
[10] 彭志辉,黄其煜.半导体代工厂的特气供应系统探讨[J].半导体技术,2005(8):38-40.
孙猛,男,博士。现任苏州金宏气体股份有限公司研发中心主任,主要负责公司新型电子特气及工艺的开发,以及各种气体的中试生产。主要从事电子特气、气体工艺、催化剂、显示材料等方向的研究。2008年毕业于北京航空航天大学材料物理与化学专业获博士学位。拥有30多项专利技术,并且已经在国内外学术会议和期刊上发表了15篇学术论文。
Treatment Technology of Exhaust Ammonia in LED Industry
SUN Meng,LI Heqing,JIN Xianghua
(Suzhou Jinhong Gas Co., Limited,Suzhou 215152,China)
Abstract:In the process of producing LED by MOCVD, a large amount of exhaust ammonia is emitted, which is harmful to the atmosphere. So the exhaust gas must be discharged. In this paper, several kinds of exhaust gas treatment technologies are analyzed, and the advantages and disadvantages of the existing technologies are pointed out. From the two aspects of recycling and reducing emissions, the old method is improved, and the new technology is researched. Our technology which is four levels of gas absorption achieves the recycling of ammonia and reduces the pollution of the atmosphere.
Key words:ammonia;MOCVD;treatment of exhaust gas;LED;environmental pollution
作者简介:
doi:10.3969/j.issn.1007-7804.2016.01.010
中图分类号:TQ028
文献标志码:B
文章编号:1007-7804(2016)01-0043-04
收稿日期:2015-09-11
猜你喜欢
宇航计测技术(2023年4期)2023-09-07 07:11:18
中学生理科应试(2021年10期)2021-12-07 17:57:03
农业机械学报(2018年9期)2018-09-17 06:49:48
农村青少年科学探究(2017年3期)2017-06-19 15:13:00
中学生数理化·高一版(2017年5期)2017-06-07 07:09:32
制冷技术(2016年2期)2016-12-01 06:53:08
山西大同大学学报(自然科学版)(2016年4期)2016-11-27 02:21:00
河南畜牧兽医(2015年13期)2015-11-28 05:42:58
小天使·六年级语数英综合(2014年12期)2014-12-20 23:49:32
祝您健康(1985年3期)1985-12-30 06:51:16
