现代磷化工艺实践第十部分──磷化生产经营
2016-03-22 02:08:20唐春华泉州市创达表面处理公司福建泉州362000
电镀与涂饰 2016年2期
唐春华(泉州市创达表面处理公司,福建 泉州 362000)
现代磷化工艺实践
第十部分──磷化生产经营
唐春华
(泉州市创达表面处理公司,福建 泉州 362000)
作者联系方式:(Tel) 15059596955。
摘要:介绍了磷化成本核算及降低磷化生产成本的措施,给出了一些工厂运营的实例。
关键词:磷化;生产;成本;运营模式
Author’s address: Quanzhou Chuangda Metal Surface Treatment Co., Ltd., Quanzhou 362000, China
1 生产成本的控制
1. 1 磷化成本的核算
磷化成本以定额为依据,合算实际材料消耗量。现以某皮卡制造厂合算磷化成本为例加以说明。
某皮卡实施浸渍涂装磷化,与阳极电泳配套。设皮卡35辆,处理面积2 800 m2(每辆车面积80 m2)。日消耗磷化剂100 kg(35 g/m2),促进剂19 kg(6.7 g/m2),脱脂剂50 kg(17 g/m2),表调剂8.3 kg(3 g/m2)。换槽周期为:脱脂槽每年换2次,表调槽每周换1次,磷化槽(容积32 t,配备连续过滤)每年清渣3次。
药剂售价:中温脱脂剂6.6元/kg,表调剂(胶体钛)19.6元/kg,锌系磷化剂(1∶20)7.35元/kg。
其磷化成本核算如表1所示。从表1可知,每辆皮卡车定额和实际耗材量基本相等,仅超耗材量0.44 kg,与实际成本基本持平。这是由于磷化药剂优质和工艺管理得当。
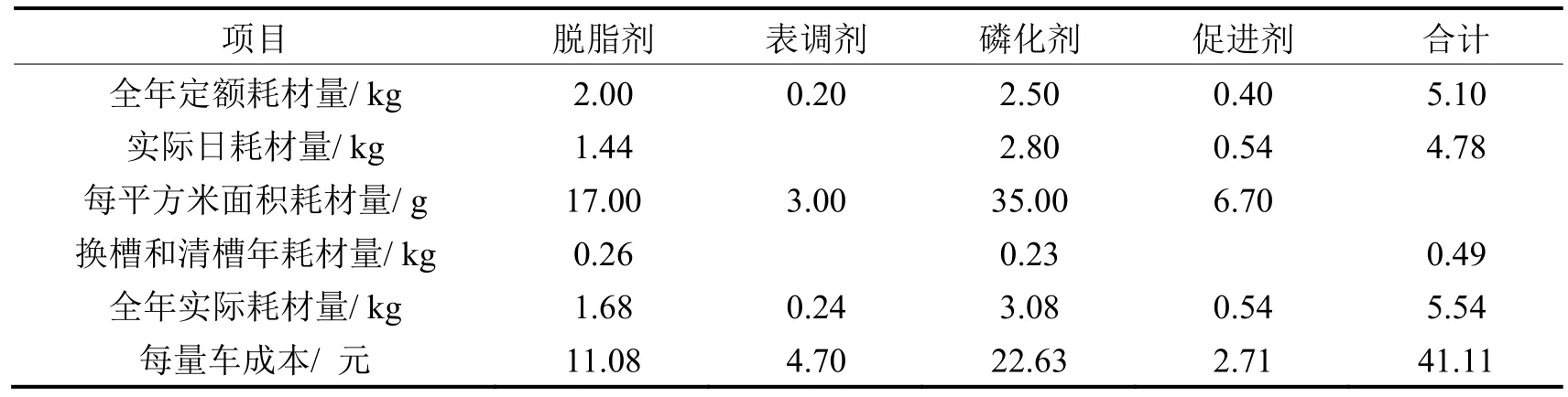
表1 某皮卡磷化的成本核算Table 1 Cost accounting for phosphating of a pickup truck
1. 2 降低磷化生产成本的措施
1. 2. 1 选择低耗磷化剂
见第六部分2.1节有关论述[1]。
1. 2. 2 尽量做到低酸度
在允许的工艺规范内,尽可能控制在酸度下限值,达到减少药耗的目的。以冰柜磷化为例,降低酸度(TA 从22点降到13点,FA从1点降到0.5点)后,药剂消耗可降低20%。
1. 2. 3 优化低温工艺
磷化温度越低,能耗越少,成本越低。对涂装磷化而言,涂装档次高的产品进行低温磷化效果更好;档次低的产品选用常温磷化更合算。当然,低温磷化剂的要求更严格。对功能磷化而言,尽量采用中温磷化(60 ~ 70 °C)取代高温磷化(80 ~ 90 °C),高温磷化消耗的热量为中温磷化的1.56倍。传统锰系磷化(96 ~ 99 °C)耗能更高,更有必要用中温黑色磷化代替,降低能耗。但是中温黑色磷化存在以下不足:
(1) 与某些材质适宜性欠佳,时黑时不黑(黑度不够)。
(2) 耐中性盐雾腐蚀能力不强,难以满足≥72 h的耐盐雾腐蚀能力。
(3) 外观质量不理想,结晶粗糙、不细致。
针对上述问题,笔者研究了一种中温浸黑磷化工艺[2],无论何种钢铁材质,经该工艺处理后均可得到结晶细致、乌黑发亮的磷化膜,耐中性盐雾腐蚀能力极佳(180 ~ 200 h),为优化传统中温黑色磷化找到较好的途径。
1. 2. 4 减少磷化液的带出量
工件出槽时会带出一定的磷化液。经生产实际测算,一台车体带出磷化液量为0.08 L/m2。若处理1 t工件,带出磷化液量为33 ~ 39 kg。为了减少磷化液的浪费,工件出槽时要尽可能沥净磷化液(特别是复杂件、内腔件、筐装件等),并回收磷化液(磷化槽边设置回收槽),回收液可作为补充磷化液的带出量或蒸发量用。
1. 2. 5 减少沉渣处理费用
自动线处理沉渣系统运行费用较高;手工线处理沉渣费工费时,并浪费磷化液。为了减少沉渣处理费用,在优选低渣磷化剂的基础上,做好槽液管理,使产渣量降到最低。
2 生产运营模式
2. 1 生产方式
2. 1. 1 外协加工
对于未建磷化生产线的企业,产品零部件的磷化委托专业磷化厂加工,加工费以单位质量、面积或单件计价。计价与材质磷化的难易程度以及单件质量、面积等因素有关。以某地汽车紧固件(螺帽、螺栓等)功能磷化计价为例,灰色磷化处理费用约为0.40元/kg,黑色磷化处理费用约0.44元/kg。外协加工的不足之处是磷化质量不易控制。
2. 1. 2 生产加工
为满足规模化生产的产品质量控制系统的需要,企业必须根据产品特点和生产能力投资建造磷化生产线,可选择连续自动线、间歇自动线、半机械手工线、纯手工线等形式。
大型企业一般配备专业人员管理工艺和检测药液,操作人员素质较高,磷化质量稳定可靠。中、小型厂家的工艺管理水平普遍偏低,操作人员素质不高,大多数凭经验处理药液,影响磷化质量因素诸多。
2. 2 运营实例
【案例1】某汽车车身制造厂拥有连续涂装磷化线及间歇涂装磷化线各1条,采用低锌高镍锰浸渍涂装磷化工艺,2条线日产车身267台,日处理面积合计1 335 m2(每台车身面积50 m2)。厂家为了减少生产管理环节,将2条生产线交由涂料供应商承包,厂家提供生产线及设备,水、电不计价,承包者包材(包括电泳涂料及前处理药剂)、包施工,厂家按合格车身电泳面积计价,以1.85元/m2支付涂料供应商承包费。涂料供应商则将前处理线交由前处理药剂供应商承包,前处理药剂供应商包材(含脱脂剂、表调剂、磷化剂等)、包工(即配备前处理药液管理人员),涂料供应商按合格磷化车身面积计价,以0.3元/m2支付前处理药剂供应商承包费。车身电泳后处理由车身制造厂家施工。前处理药剂供应商核算间歇式生产线药剂的月消耗量分别为:脱脂剂2 400 kg(预脱脂槽、脱脂槽均半个月更换1次),表调剂240 kg(每12天换1次槽),磷化剂3 600 kg(4个月清渣1次),促进剂900 kg。
【案例2】某汽车配件制造厂批量制造汽车轮胎紧固件,拥有2条半机械手工浸渍功能磷化线,厂家提供生产线,水、电不计价,包材(即磷化线药剂),由承包者组织生产,包工(线上施工人员)兼调整槽液。厂家按合格磷化件质量计价范围为0.056 ~ 0.060元/kg支付承包者费用。若承包者包材,其他保持不变,计价范围则是0.190 ~ 0.194元/kg。
【案例3】某汽配件制造厂批量制造汽车紧固件,拥有1条半封闭履带式浸渍功能磷化自动线,厂家包材(磷化药剂),水、电不计价,由操作者组织生产,包工(线上2人操作)、包槽液调配,厂家按合格磷化件质量计价0.046元/kg支付操作者费用。厂家考虑到此线劳动强度有所降低,故计价偏低。
【案例4】某金属制品厂大批量制造钢丝成品和半成品,拥有连续生产线和间歇生产线各1条,日处理钢丝310 t。由磷化药剂供应商承包,厂家包工,供应商包料(药剂),厂家按合格磷化钢丝质量计价16.55元/t支付承包费用。
【案例5】某地抛丸功能磷化已成为大多数汽车紧固件制造厂的“时尚”工艺,一般厂家配备3 ~ 6台抛丸机,厂家包料(抛丸材料),并按合格抛丸件质量计价0.027 ~ 0.035元/kg支付操作者费用。
上列加工计价范围仅供参考,实施中以地区差价作适当调整。
参考文献:
[1] 唐春华. 现代磷化工艺实践:第六部分──工艺设计与监控[J]. 电镀与涂饰, 2015, 34 (18): 1056-1061.
[2] 唐春华, 金增锡. 一条汽车紧固件抛丸黑色磷化滚浸自动线的工艺改进[C] // 第十届全国转化膜及表面精饰学术年会论文集. [S.l.: s.n.], 2014: 58-61.
[ 编辑:温靖邦 ]
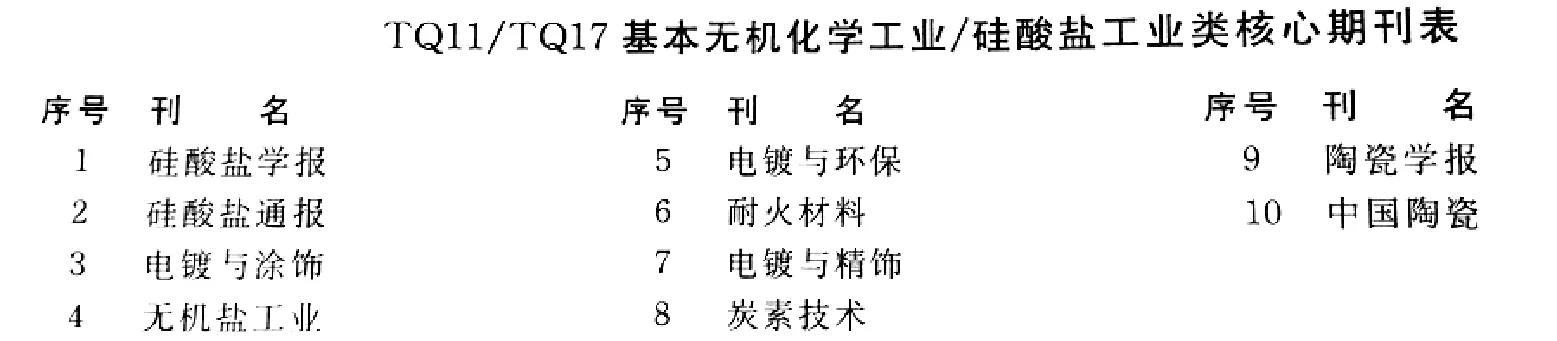
《中文核心期刊要目总览》(2014年版)已正式出版
《中文核心期刊要目总览》(2014年版)已于2015年9月正式印刷出版。本次统计采用了被索量、被摘量、被摘率、被引量、他引量、影响因子、他引影响因子、被重要检索系统收录、基金论文比、Web下载量、论文被引指数、互引指数等12个评价指标,涉及数据6 536 515 662条,涉及期刊14 728种,评审专家3 779位,专家所属单位2 270个,最终选出1 983种核心期刊,占我国正式出版期刊数的20.07%。
表面处理行业类期刊主要入选在“TG金属学与金属工艺”和“TQ11基本无机化学工业”两类期刊表中。分列如下:
【表面技术】
Practices of modern phosphating: Part X—Production management of phosphating
TANG Chun-hua
Abstract:The cost accounting for phosphating and some measurement for reducing production costs were introduced. Several cases of phosphating production in plants were presented.
Keywords:phosphating; production; cost; running mode
中图分类号:TG178
文献标志码:B
文章编号:1004 - 227X (2016) 02 - 0108 - 03
作者简介:唐春华(1938-),男,江西莲花县人,高级工程师,从事表面处理工作50余年,近10多年专注于磷化工艺与磷化系列产品的研发,率先在国内将抛丸技术应用到汽车紧固件功能磷化大批量工业生产中,发表论文200余篇,著有《金属表面磷化技术》。
收稿日期:2014-12-18
猜你喜欢
电镀与精饰(2022年10期)2022-10-14 08:37:12
河南电力(2021年5期)2021-05-29 02:10:00
电影(2018年12期)2018-12-23 02:18:48
电镀与环保(2017年6期)2018-01-30 08:33:37
电镀与环保(2017年5期)2017-12-19 12:06:05
电镀与环保(2017年3期)2017-06-23 08:24:51
商情(2016年39期)2016-11-21 08:31:38
中国市场(2016年36期)2016-10-19 04:19:17
中国市场(2016年33期)2016-10-18 12:51:25
商情(2016年11期)2016-04-15 20:41:38