大型拖拉机底盘水性漆涂装事故分析及对策
2016-03-22 02:13:36康惠春蔡安克徐洪川马春庆刘霞第一拖拉机股份有限公司工艺材料研究所河南洛阳47004第一拖拉机股份有限公司第三装配厂河南洛阳47004
电镀与涂饰 2016年2期
康惠春*,蔡安克,徐洪川,马春庆,刘霞(.第一拖拉机股份有限公司工艺材料研究所,河南 洛阳 47004;.第一拖拉机股份有限公司第三装配厂,河南 洛阳 47004)
大型拖拉机底盘水性漆涂装事故分析及对策
康惠春1,*,蔡安克1,徐洪川2,马春庆1,刘霞1
(1.第一拖拉机股份有限公司工艺材料研究所,河南 洛阳 471004;2.第一拖拉机股份有限公司第三装配厂,河南 洛阳 471004)
作者联系方式:(E-mail) hchk878@163.com。
摘要:介绍了大型拖拉机底盘水性漆涂装线输、调漆系统及水性漆的性能参数,分析了输漆泵发生磨损的原因,提出了解决措施:输漆泵和调漆桶应采用具有防腐性能的304L或316不锈钢材质,而且其内表面要进行电解抛光,以防油漆结皮和未抛光的氧化皮污染油漆;喷漆前先对涂料进行过滤,以防异物混入而损坏输、调漆泵;采用特定的液位控制系统和控温装置,以保证涂料的稳定供给,避免涂料干结。对水性漆的涂装生产管理和维护方法给出了建议。
关键词:拖拉机底盘;水性漆;涂装;输漆系统;调漆泵;磨损
First-author’s address: Technology and Materials Research Institute, YTO Group Corporation, Luoyang 71003, China
十几年来,伴随着中国经济的高速发展,中国的大气及水土资源受到了严重污染,已经危及到了人们的生存环境。近几年中国政府相继制定了《中华人民共和国清洁生产促进法》、《大气污染防治行动计划实施情况考核办法(试行)实施细则》,2015年环保部颁布并实施了被称为我国史上最严的《中华人民共和国环境保护法》。法规对环保要求日趋严苛,表明了政府治污的坚定决心。自中华人民共和国环境保护行业标准HJ/T 293-2006《清洁生产标准 汽车制造业(涂装)》颁布以来,我国新建乘用车涂装生产线多采用水性漆涂装工艺,目前已有20余条水性漆涂装生产线。中国一拖2010年以来规划设计的大型拖拉机底盘涂装线等多条涂装线也陆续采用了水性漆工艺,从生产源头上控制污染物的产生,履行了企业应尽的社会责任。
本文通过大型拖拉机底盘涂装过程中水性漆输调漆泵事故分析及解决措施进行总结,希望对同行认识和了解水性漆的特性及使用状况有所帮助,避免类似的事故再次发生。
1 大型拖拉机底盘涂装事故描述
该水性漆涂装线原定调试一个月,试生产3个月后达到设计单班30 000台的满负荷产能,但在涂装线试生产2个月时市场旺季到来,涂装线超负荷运转(单班8 h改为12 h),生产过程中发现泵运行和喷枪出漆量异常。检查发现,主泵的轴、内壁、法兰和活塞均出现严重磨损,见图1a−1d。泵后过滤袋中有大量黄色片状剥落物(见图1e)。

图1 主泵轴、内壁、法兰和活塞磨损后及剥落物的照片Figure 1 Photos showing the worn axis of main pump, inner wall, flange and piston and the exfoliations
2 大型拖拉机底盘涂装线输、调漆系统简介[1-2]
大型拖拉机底盘涂装线采用FANUC机器人配以Kemulin集中供漆混气喷涂系统,喷涂单组分丙烯酸底面合一水性漆,分自动喷漆和人工补漆工位。
自动喷涂区域在输送线的两侧各设2台机器人(见图2a),接收MES生产计划指令自动喷涂不同机型;手动喷涂区域在输送线的两侧各设1个手动喷涂工位,用于新产品试生产或补漆。
混气喷涂所需的油漆采用1条主管循环的高压(耐压120 bar)集中供漆系统供给,手动空气喷涂补漆工位所需的油漆则采用1条主管循环的低压(耐压60 bar)集中供漆系统供给。所有喷涂工位所需的清洗溶剂采用1条盲端的溶剂集中输送系统输送到相应的工位。调漆间内安装输送泵、不锈钢料桶、油漆桶、溶剂桶、主管路的调压阀、背压阀等设备。
油漆经过相应的黏度、压力调整后被管路输送到相应的喷涂工位,然后回流到不锈钢储漆桶;溶剂也被管路输送到各喷涂工位。
调漆采用200 L的油漆原包装桶,配备1台夹桶式的搅拌器,在调漆时搅拌以提高调漆效率;调整好黏度的油漆通过1台气动双隔膜泵导入200 L的不锈钢储漆桶,并通过低剪切的搅拌器进行充分搅拌。高压(最大输出压力120 bar,下同)输送泵及低压(最大输出压力24 bar,下同)输送泵的出口均设不锈钢涂料过滤器,过滤后的涂料经过软管与主管路连接,输送至喷涂工位。
清洗采用200 L的原包装桶,输送泵采用中压(最大输出压力96 bar)输送泵,泵的出口同样设不锈钢过滤器,过滤后的溶剂经过软管与主管路连接进行管路的清洗。
主高压输送泵选用20.220F Flowmax全密封不锈钢大流量泵,采用长时间工作而不结冰的Turbo™技术外置换向马达,涂料的输出平稳、无脉冲。
低压输送泵选用主要用于低压集中供漆系统等大流量场合的04.120F不锈钢柱塞泵,溶剂输送泵选用16.120F不锈钢柱塞泵,使用0.2 bar的进气压力低压启动,性能绝佳。
3 大型拖拉机底盘涂装线用水性漆的特点
3. 1 主要技术参数
底盘水性丙烯酸环氧酯漆的技术参数包括:(1)施工黏度──40 ~ 50 s(涂−4杯,25 °C,下同);(2)喷涂工件──大型拖拉机底盘,规格4 500 mm × 2 600 mm × 1 600 mm;(3)生产节拍──1.5 ~ 2.0 min/件;(4)膜厚要求──一遍喷涂25 ~ 35 μm(干膜),湿膜60 ~ 80 μm(估算值)。
3. 2 低VOC(挥发性有机化合物)排放
水性漆是以水代替溶剂作为分散剂、稀释剂,与传统溶剂漆70%左右的VOC含量相比,水性漆只有10%左右的VOC含量,可以达到清洁生产的VOC排放要求。
3. 3 施工黏度高
水性漆的施工黏度比溶剂型漆高,水性漆的黏度一般为(40 ± 5) s,比传统溶剂型油漆黏度高20 ~ 30 s。因此,它具有以下特点:(1)呈黏稠状,流动性较差;(2)在主循环管路中的流速为0.3 m/s,约为溶剂型漆流速的一半;(3)所需的供漆压力较高,约为60 bar。
3. 4 温度影响大
水性漆的黏度随温度的变化较大。图3是北京金汇利公司提供的含量为90%的水性丙烯酸环氧酯漆的黏度-温度曲线(用旋转黏度计测得)。可见,当温度从15 °C升至22 °C时,黏度逐渐下降;当温度从25 °C升至40 °C时,黏度从6 Pa·s迅速降到3 Pa·s。
3. 5 低挥发率
水性漆表面张力大,蒸发潜热较高,水挥发所需能量比溶剂漆高5倍以上,施工环境的温度、湿度和空气流动性都会影响水性漆的挥发速率,所以需要设置热流平或闪干工艺加速水分蒸发。
3. 6 腐蚀性强
由于水性漆导电率高,导电性好,呈弱碱性,易出现电蚀反应,对输漆管路、调漆桶等系统的腐蚀作用强,容易造成金属溶解,导致设备故障和漆膜产生麻点。
3. 7 触变特性
水性漆的触变性表现在其黏度随剪切力的变化较大。图4是PPG公司提供的剪切速率对某型号水性漆的黏度的影响。可见,在静止状态储存时,涂料的黏度最高,为1 000 Pa·s;随着搅拌和泵送等剪切力的作用,可以达到较低的施工黏度,即0.1 ~ 1.0 Pa·s;喷涂到工件上后剪切力消除,黏度会逐渐恢复到施工前的水平。
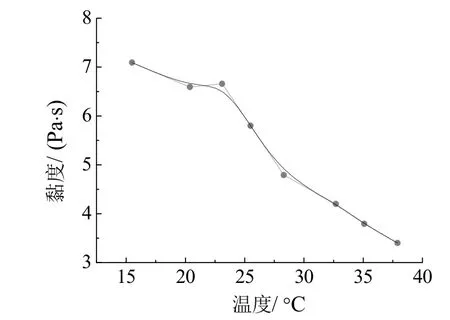
图3 某水性漆的黏度随温度的变化曲线Figure 3 Variation curve for viscosity of a water-based paint with temperature

图4 剪切速率对某水性漆黏度的影响Figure 4 Influence of shear rate on viscosity of a water-based paint
3. 8 低挥发率
在设计和使用过程中应重视水性漆与有机溶剂漆的稀释剂挥发特性的不同,可通过在喷漆室增加除湿,烘干前增加闪干、热流平加速水性漆水分的蒸发等措施,避免产生气泡、痱子等缺陷。
4 主泵磨损原因分析及对策
4. 1 主泵磨损原因分析
(1) 调漆桶不防腐。为了降低投资成本,集中供漆系统调漆桶设计要求可以使用油漆原包装桶。没有明确安装过程中应使用耐腐蚀的水性漆原包装桶。由于水性漆pH >8,属于弱碱性,在底盘涂装线生产过程中,油漆原包装桶液位以上部分桶壁受碱腐蚀,使锈蚀产生的金属剥落物随水性漆进入储漆桶,在喷漆过程中被吸入主泵中,从而造成主循环泵磨损。
(2) 调漆桶缺少密封、液位控制功能。油漆原包装桶没有采取密封和液位控制措施,容易造成液面上部桶壁的水性漆结皮。
4. 2 对策[3]
将调漆桶更换为与储漆桶同样材质和结构的不锈钢桶,控制调漆桶液位和进行密封,避免漆皮产生;在进入储漆桶前增加袋式过滤器,以免异物存在而损坏主泵;控制调漆间和输调漆系统的温度,以免水性漆黏度随温度变化而波动,影响使用。具体措施如下。
(1) 防腐蚀:由于水性漆对输漆系统的腐蚀作用强,因此应采用304L或316不锈钢的输漆泵和调漆桶,以避免涂料对循环系统设备及管路的腐蚀,保证系统可靠运行。
(2) 低剪切:为防止涂料沉淀和使用时留下死角,水泵、搅拌器等均采用低剪切装置,管道、接头均应光滑,以便消除水性漆因黏度大而对涂料性能造成的影响。为降低阻力,水性漆输漆管路的管径要比溶剂漆输漆管路大:主管直径16 mm,支管直径10 mm,流速大于18 m/min。
(3) 表面抛光输漆泵和调漆桶的内表面要电解抛光至表面粗糙度小于0.05 μm,一方面阻止因内表面不光滑而油漆结皮,另一方面防止未抛光的氧化皮污染油漆。
(4) 涂料过滤:空气喷涂用180 ~ 200目滤袋过滤,混气喷涂用220目滤袋过滤,防止异物进入输、调漆泵。
(5) 液位控制:水性漆液位下降后,附着在容器壁上的涂料,由于水分挥发,容易产生结皮或粉末剥落,并且不能通过添加新涂料消除,从而影响涂装质量。因此应采用特殊的液位控制系统,以保证涂料的稳定供给,避免干结。
(6) 温度控制:高品质的涂料输送必须保证恒定的涂料温度,高装饰涂装的输调漆系统最好用管中管来精确控制温度,一般涂装可采用夹套式温控装置。调漆间也需要具备恒温、恒湿的条件,以防止涂料结冰或过热,调漆间的温度应低于调漆桶内涂料的温度,避免调漆因水分蒸发而干结,造成涂料结皮。
(7) 清洗系统:一般涂装的水性漆清洗系统采用纯水清洗或水性漆专用清洗剂系统清洗;高装饰涂装的清洗液由纯水和亲水溶剂组成,纯水和亲水溶剂各自用一套气动隔膜泵打到清洗溶剂混合罐中,经搅拌后再由液压泵将混合溶剂打到各使用点。与溶剂漆清洗系统相比,清洗系统增加了纯水泵(含水罐)、溶剂泵(含溶剂罐)和溶剂液压泵(含溶剂罐、搅拌器等)各1套。
(8) 管路设计与维护:最好采用两线循环或三线循环,其主管、支管均参与循环,不易沉淀。
4. 3 注意事项
(1) 水性漆储存:水性漆要在5 ~ 30 °C下储存,调漆间需要具备恒温、恒湿的条件,以防止涂料结冰或过热,保证涂料的稳定性。
(2) pH控制:由于水性涂料只有在一定的pH范围内才比较稳定,因此水性漆要求控制pH,需增加pH监控设备。
(3) 班清洗:每班工作结束,用清水冲洗泵和管道,直至冲走所有未干涂料,然后用能与水混溶的溶剂把水冲出系统。千万不要在设备管道中还有水性涂料的时候用溶剂冲洗设备,因溶剂会使水性涂料凝结在设备管道和泵中而无法用水或溶剂冲走。
(4) 周点检:应每周对泵频进行点检。一旦泵频超过规定次数(一般不超过15次/min),就需检查泵的密封是否存在问题(如更换密封)。若泵频放慢,则应检查过滤是否堵塞或泵是否磨损。
(5) 设备投入使用之前:应先启动搅拌器,对漆液搅拌约10 min后,再启动漆液循环泵.使漆液在管内循环30 min后,再用喷枪喷涂。
(6) 正常生产期间:下班后应让泵浦处于循环工作状态,泵频调低一半;第二天工作时,将泵频缓慢调至正常工作状态,并让油漆在管道内循环15 ~ 20 min,方可开始工作。这样可以减少能耗,同时减轻对油漆的剪切作用。
(7) 节假日:放假时间较长(>3 d)时,必须保证泵浦3 d内循环一次,时间在20 min左右,以防止油漆在管道内沉淀。
(8) 喷枪、主管维护:每天工作完毕,各喷手应将喷枪保险打开,并将喷嘴及空气帽取下,用牙刷蘸溶剂仔细清洗,防止堵塞,以免影响喷枪的雾化效果。建议每6个月使用水性漆专用清洗剂全面清洗主管一次,以免涂料粘于结管壁,引起输送压力波动,使涂料雾化效果变差。
5 结语
随着我国环保形势的日益严峻,我国政府针对VOC限排出台了一系列法规和政策,促使企业不断采用低VOC环保涂料。水性漆因其绿色环保的特性,逐渐被我国涂装企业认可和推广。由于我国对水性漆特性的基础研究及其施工应用研究还处在摸索阶段,针对水性漆特性及应用的标准尚待建立和完善,因此应用水性漆的企业及时分享使用经验,有助于推动我国水性漆技术的进步和发展。
参考文献:
[1] 赵意华, 姚铭. 涂装线集中输、调漆系统的结构和循环方式[J]. 汽车工艺与材料, 2011 (2): 57-62.
[2] 康惠春, 王建军, 马春庆, 等. 大型拖拉机底盘机器人自动喷涂集成系统[J]. 现代涂料与涂装, 2012, 15 (7): 59-62, 64.
[3] 康惠春, 谷书伟, 徐洪川, 等. 绿色高效的大轮拖底盘涂装工艺[J]. 现代涂料与涂装, 2014, 17 (10): 34-38.
[ 编辑:周新莉 ]
美国《剑桥科学文摘》中17个数据库收录《电镀与涂饰》杂志
根据2015年公布的最新数据,《电镀与涂饰》杂志被美国《剑桥科学文摘》(CSA)中17个数据库收录,
这些数据库分别为:
(1) 先进宇航宇航技术数据库
(Advanced Technologies Database with Aerospace)
(2) 宇航数据库(Aerospace Database)
(3) 铝工业文摘(Aluminum Industry Abstracts)
(4) 新技术及工程文摘
(ANTE: Abstracts in New Technology & Engineering)
(5) 土木工程文摘(Civil Engineering Abstracts)
(6) 计算机与信息系统文摘
(Computer and Information Systems Abstracts)
(7) 铜技术参考文库
(Copper Technical Reference Library)
(8) 腐蚀文摘(Corrosion Abstracts)
(9) 工程技术研究数据库(Engineering Research Database)
(10) 电子与通讯文摘
(Electronics and Communications Abstracts)
(11) 工程材料文摘(Engineered Materials Abstracts)
(12) 材料研究数据库(Materials Research Database)
(13) 材料商行文件(Materials Business File)
(14) 金属文摘(METADEX)
(15) 机械与运输工程文摘
(Mechanical & Transportation Engineering Abstracts)
(16) 固态与超导文摘
(Solid State and Superconductivity Abstracts)
(17) 技术研究文摘(Technology Research Database)
Analysis and countermeasures of coating accident of water-based paint for large tractor chassis
KANG Hui-chun*, CAI An-ke, XU Hong-chuan, MA Chun-qing, LIU Xia
Abstract:The fluid delivery and blending systems of water-based painting line for large tractors chassis and the properties of water-based paint were introduced. The causes for wearing of paint fluid delivery pump were analyzed and some corresponding solutions were presented as follows: the paint fluid delivery pump and paint blender should be made of corrosion resistant 304L or 316 stainless steel and their inner surface should be polished to prevent the paint from crusting and being contaminated by unpolished oxide film; the paint should be filtered before spraying to prevent extraneous substances from getting in and damaging the paint fluid delivery and blending pumps; using specific level control system and temperature control device to ensure a stable paint supply and avoid paint drying and caking. Some advises on production management and maintenance for water-based paint coating were given.
Keywords:tractor chassis; water-based paint; coating; fluid delivery system; blender; wear
中图分类号:TQ639
文献标志码:B
文章编号:1004 - 227X (2016) 02- 0088- 05
作者简介:康惠春(1963-),女,河南洛阳人,工程硕士,高级工程师,主要负责新工艺装备的研究、开发工作,擅长涂装工艺装备的设计和工程项目管理。
收稿日期:2015-07-08 修回日期:2015-08-31
猜你喜欢
上海涂料(2021年5期)2022-01-15 06:09:34
上海涂料(2021年5期)2022-01-15 06:09:22
智富时代(2018年7期)2018-09-03 03:47:26
农业与技术(2016年15期)2016-11-09 17:40:52
珠江水运(2016年1期)2016-07-01 00:08:05
建材发展导向(2016年3期)2016-05-23 07:29:11
中国科技博览(2016年6期)2016-04-25 12:19:22
石油知识(2016年2期)2016-02-28 16:20:21
汽车维修与保养(2014年7期)2014-04-18 11:08:48
汽车维护与修理(2014年10期)2014-02-28 12:14:57