烧结机主抽风机更换施工技术
2016-03-22 03:30王晓亮
环球市场 2016年34期
王晓亮
河北冶金建设集团有限公司邢台分公司
烧结机主抽风机更换施工技术
王晓亮
河北冶金建设集团有限公司邢台分公司
主抽风机是烧结系统中主要的配套设备之一,它直接影响烧结机的产量,质量和能耗,是烧结生产的“心脏”,主要作业是通过烟道进行抽风,产生负压,使烧结料面好点火。烧结料中固体燃料充分燃烧,为烧结提供能量,同时,烧结过程中产生各种气体通过烟道、电除尘器净化后由烟囱排除。
主抽风机;烧结机主抽风机;主要施工步骤及方法
1 、主抽风机转子更换及入口锥间隙调整
1)拆除风机上盖,用上方天车将其吊至待检区域,放置时反着放,以便作业人员更换衬板。更换方法:将衬板用气割工具拆除,拆除时应做好防护措施,防止钢板掉落伤人。把钢板按图下好尺寸,量好孔距,用磁力转打孔,完毕后用卷板机按相应尺寸卷出弧度,安装完毕后,用506焊条将板与板之间焊牢防止漏风。
2)应按程序拆卸,做好拆卸程序记录,并作出拆须序号并配对保管。开盖拆除的备件按拆除顺序摆放,转子吊装如下:吊下来的转子放在准备好的机架上,以检查该转子的磨损情况,并测量数据。
3)转子安装前检查,用煤油清洗掉转子表面的防锈油,铁锈等杂物。仔细检查轴颈和叶片是否碰伤,腐蚀,叶片是否松动,叶轮上的平衡块中心孔板、销子、键均应锁紧,用外径千分尺测量轴颈圆度,其误差不大于0.02mm,并做好相应记录。
4)将进口锥管安装在风机主轴上,提升叶轮(轴)装配到壳体内以前,进口锥管应该放在风机主轴上并临时与叶轮连接。在侧板下面用木材支撑叶轮(轴)并提升锥管到主轴末端的正确位置,确信锥管与距叶轮最远的安装法兰放置在一起,在提升期间临时系住叶轮上的进口锥管加以保护,注意不要损坏轴颈、推力面和风机轴上的密封板。
5)机壳和进风室活动部分。吊装机壳的这部分进入机壳,插入定位销,把这两部分连接到一起。当机壳被装配好时,拧紧进风锥管螺栓,即把进风锥管连接到已安装好的机壳活动部分顶部,形成了机壳和进风室的入口,取下临时导杆。确保机壳加强板连接好/机壳螺栓紧固连接。
2 、轴瓦检查(更换)
1)开轴承上盖,在中分结合面测量轴承座的水平度并做好记录,设备允许轴承座轴间水平度误差不超过0.1/1000,径向水平度误差不超过0.2/1000,。检修轴承时,轴承各部件应有钢印标记,以保证安装位置和方向正确。
2)检测风机及电动机轴颈与轴瓦侧间隙和顶间隙,并做好记录。设备允许轴瓦与轴颈之间的轴向侧间隙为0.1mm,轴向顶间隙为0.21mm—0.28mm。轴向测量可用塞尺和压铅法进行,对于磨损超出允许值的轴承应与甲方协商后,确定采用修复或更换轴瓦。
3)检查支撑轴瓦与轴承座的接触面积不少于70%,轴瓦在水平主方向稍有应力,垂直方向与压盖有0.02mm—0.05mm的过盈。轴承各水平结合面应接触良好,用0.05mm塞尺应塞不进,通压力油的油孔四周用涂色法检查,应连续接触无间断。轴承装配图如图1:
3 、联轴器对中调整
(1)在吊运电机到合适的位置前,确保联轴节驱动端安装到电机上。联轴器允许风机的轴向窜动在+/-3.0mm之间,防止风机转动时的力作用到电机轴承上。当电机在它的磁力线上,风机作用于其推力面上时,电机轴与风机轴端间隙控制在3.0mm以内,以联轴器轮毂做为基准面找正电机轴与风机轴。
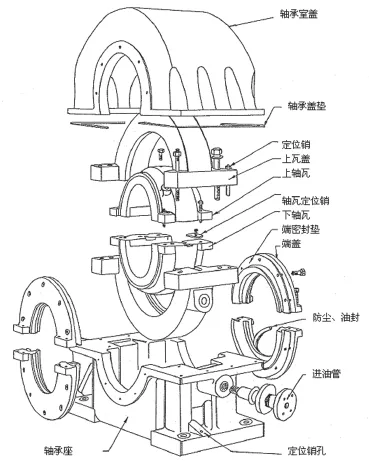
图1
(2)正确调整联接轴是至关重要的。
1)轴找正说明。错误的安装会导致轴疲劳,促使轴承磨损、增加电耗。不管用刚性联轴器或挠性联轴器,正确的安装是绝对必要的,需要注意的是挠性联轴器用来减小机器运转时偏差,如果想用它们来补偿最初安装误差,那么它们在运行时的效率将会降低。应定期检查轴系并进行调整。
2)检查叶轮和电机轴上的联轴器轮毂。找正中心之前,检查轮毂,确信加工准确才能正确装配到轴上,检查轮毂与轴的同轴度。
3)对正实验。如果两个连接轴是刚性的,它们的轴承中心在一条线上时,它们将成为一条直线。然而,这种情况很少出现,重力作用将使轴偏斜并使联轴节接触面分开,可以通过以下两种方法找正:
①风机轴承在某一水平线上固定死。垂直吊起驱动轴承,使联轴器结合面平行。
②两个内轴承保持平齐,抬高两个外部轴承使得联轴器结合面平行。
4)角向和径向偏差的确定。①角向偏差可通过下面方法确定:即测量外缘四等分点处连接的间隙,可用塞尺或同类的工具测量,如果轴是对中的,则四点的间隙读数是相同的。在进行本测量时,应使得两轴尽可能远地分离,量出其最大间隙。径向偏差可在联轴器法兰上横放一直尺来观察径向偏差。这样,如果联轴器对中且直径相同,则轴上外缘所有点均对齐。

②如果轴稍微不精确,可选择一点进行调整检查,在联轴器外缘处选一点标定为A,转动轴,当该点经过1至4处时测量两轴的间隙。
③如果测量值相等,则说明两轴连接处于一条直线上,则轴在一直线上,若2和4处读数不相等,则需向径向进行位置调整,径向对正可用类似方式用直尺检查。连接的两轴端面之间的间隙测量结果可用来检查两轴是否同心和对中(见图2)。
4 、系统恢复试运行
1)无负荷连续运转。一切正常后,启动主电机。注意观察电机电流及启动时间,当风机达全速后作以下工作:①听测风机内部声响有无异常。②测量风机、电机轴承箱振动及轴承温度情况。③调节供油管油压。④在风机达到全速后逐渐打开风量调节门到10°或更大些,注意不使电流超过电机额定值。⑤风机无负荷运行2小时,确认达到安全,平衡的要求后再准备带负荷试运行。
2)负荷连续试运转。①运转方法,调节门阀板开置在5°-15°左右启动风机。按润滑系统说明书的要求调试供油压力,一切正常时,边监视风机负荷边慢慢打开阀板,不得使电机负荷超过额定值。②负荷试运转应检查项目 振动值、各轴承温度、介质温度、进排气管道漏气情况、电机电流达额定值时调节门开度,正常运行工况开度及电机电流、润滑油及冷却水温度、检查有无漏油、漏水现象等。
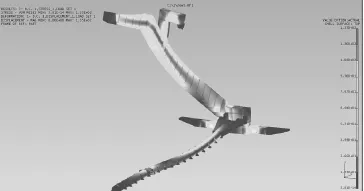
工况1变形及应力云图
③刮板臂架与端梁连接处按照关节轴承的特点进行自由度偶合,具体为:施加X、Y、Z位移约束,旋转自由度全部释放。
4.3 计算结果(后处理)
后处理结果表明工况1结构最大应力为133Mpa,分布在固定端梁与行走车轮架的连接处、刮板臂吊点处。应变值亦在安全范围之内,同时结合本机动载系数,确定此设计方案满足安全使用要求。
总结
本文结合笔者多年工作经验,对半门式刮板取料机的设计进行了简单的介绍,由于篇幅所限,不尽详细。就半门式刮板取料机具备的工艺性和经济性来说,在未来取料机市场中具备相当的发展潜力。同时由于笔者水平有限,深知此机型仍有许多需要完善与改进之处。
猜你喜欢
水泵技术(2021年3期)2021-08-14
潍坊学院学报(2021年2期)2021-07-22
科学技术创新(2021年5期)2021-03-17
自动化与信息工程(2020年1期)2020-03-20
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2017年6期)2018-01-19
工业设计(2016年7期)2016-05-04
环境与生活(2016年1期)2016-03-17
新疆钢铁(2015年3期)2015-11-08
航空学报(2015年4期)2015-05-07