
基于热-流耦合的等离子割炬电极结构分析
2016-03-21 00:47王仲勋施乐军
佛山科学技术学院学报(自然科学版) 2016年1期
王仲勋,施乐军
(1.烟台职业学院船舶工程系,山东烟台264670;2.安徽理工大学机械工程学院,安徽淮南232001)
基于热-流耦合的等离子割炬电极结构分析
王仲勋1,2,施乐军1
(1.烟台职业学院船舶工程系,山东烟台264670;2.安徽理工大学机械工程学院,安徽淮南232001)
摘要:应用计算流体力学的方法,利用CFD软件SolidWorks FlowSimulation对3种电极结构在充分考虑电极冷却水流场和温度场的情况下进行数值模拟。通过分析不同结构在不同冷却水流速度下的温度云图和温度曲线图,确定其最优结构。
关键词:等离子割炬;电极冷却;热-流耦合;CFD
等离子切割是现代工业中最常用的金属切割方式。作为等离子割炬最重要的组件之一,电极结构及工作机理极其复杂,实物实验研究难度很大。同时,作为等离子割炬的关键元部件,电极对切割效率、质量和经济性能有直接影响。电极材料的选择应考虑电子发射能力强、导热导电性能好、熔点高等因素,如钨、钍钨、铈钨棒、铪(Hf)、锆(Zr)及其合金、RE(60%)+Y2O3(40%)烧结合金、Ru(80%~85%)+Y2O3(15%~20%)烧结合金、Ir(85%)+Y2O3(15%)烧结合金等,也可采用镶嵌式电极。常用的工作气体有氩氮、氢氮、氢氩、氩、氮、氧、压缩空气、氧气等。本研究工作气体选用空气,电极材料为铪,采用镶嵌结构,割炬功率较大故选择直接水冷方式。初定3种电极结构如图1所示。
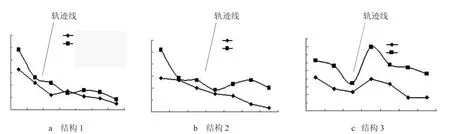
图1 3种电极结构示意
电极冷却是考虑流场和温度场交叉作用的热-流耦合分析。由于等离子割炬工作原理复杂,实物试验难以实现,因此进行热-流耦合分析非常必要。
本文基于CFD(Computational Fluid Dynamics)软件SolidWorks FlowSimulation对现有3种电极结构进行热流耦合流场分析,得到多种冷却水流速度下两种结构的温度云图和轨迹线温度曲线图,并对电极结构进行优化设计。
1结构简介及几何模型
等离子割炬电极冷却水流体流动可用纳维尔-斯托克斯方程(1)及能量方程(2)表示

2求解设置及仿真结果
2.1求解设置
等离子弧工作过程复杂,完全模拟难度较大,且在工作过程中参数变化很大,仿真分析时对工作状况简化非常必要,具体情况如下。
(1)假定电极热源为表面一个斑点,设其温度值1 700 K,水冷却。
(2)入口边界条件设置为流量入口、入口速度、垂直面、水流速度分别为v=3、8和14 m/s。
(3)出口边界条件设置为1个标准大气压、静压、压力出口。
(4)固体边界条件vx=vy=0。
(5)流体类型和物理特性中选择固体热传导。
(6)Wizard设置为内部,计算精度3级,流体与固体初始温度为293 K,水平均流速及喷嘴平均温度为收敛目标。
2.2仿真结果
仿真得两种结构电极温度云图如图2所示。
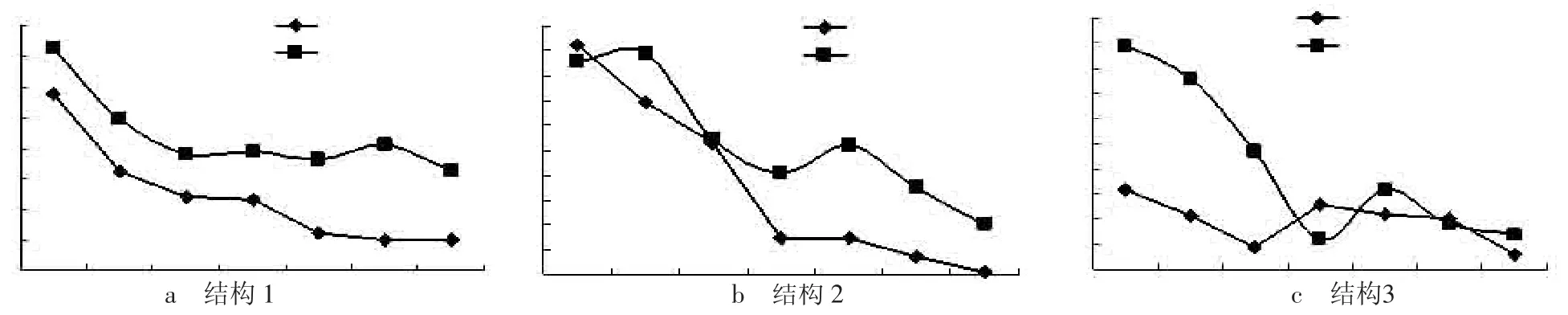
图2电极温度云图
仿真得两种结构轨迹线如图3所示。

图3轨迹线
轨迹线1、2的温度曲线如图4所示。
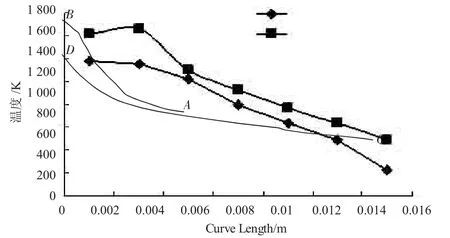
图4轨迹线1、2的温度曲线
在等离子割炬电极结构中,D处为紫铜,C处为安装硅橡胶密封圈的在优化设计过程中需考虑紫铜熔点(1 365 K)和硅橡胶密封圈(许用温度500 K)的温度敏感点。
3种典型结构在不同冷却水流速度情况下仿真结果如表1所示。

表1 3种典型结构在不同冷却水流速度情况下结果的仿真结果
2.3结果分析
对于结构1,查看图4可知有以下几种情况。
(1)当电极冷却水流速度为3 m/s时,C点温度为560 K(超过了硅橡胶密封圈许用温度500 K),D点温度为1 370 K(超过了紫铜的熔点1 365 K),表明达不到冷却要求。
(2)当电极冷却水流速度为8 m/s时,C、D两点均低于温度敏感点,温度分别为460 K和1330 K,A点温度也有明显下降,冷却效果改善明显。
(3)当流速为14 m/s时,温度下降趋势较缓,说明继续增大冷却水流速度对此种结构的冷却效果改善不明显。
对于结构2和结构3,电极冷却水流速度为3 m/s时,冷却效果与结构1冷却水流速度为8 m/s时相当,均满足冷却要求。
3 小结
本文对等离子割炬电极3种结构冷却流场进行了热-流耦合分析。对仿真结果分析可知,结构1当冷却水流速达到8 m/s时,能满足冷却要求。结构2冷却水道进口面积比结构1大,故冷却水流速为3 m/s时,与结构1中8 m/s水流速冷却效果相当。
由于结构2传热壁厚过小,不利于电极热量的充分扩散,因此导致其冷却效果的不如结构1电极。同时考虑结构3较复杂,加工工艺性不好。综合结构1、结构2、结构3的优缺点,选择结构1电极作为本设计的电极,建议冷却水流速度为8 m/s。
等离子割炬电极工作机理复杂,在仿真过程中对热源做了简化处理,是否能够满足工程设计的需要,还需要大量的实验工作来验证。
参考文献:
[1]王仲勋,赵辉.基于CFD的等离子割炬喷嘴冷却水道优化设计[J].煤矿机械, 2014(7): 190- 192 .
[2]王玉龙,陈红兵.火焰割炬冷却水道的改进[J].机械工人:热加工, 2003(7): 43- 44.
[3]王辉,刘蔚倩,张万里.空气等离子弧切割参数的试验研究[J].湖南理工学院学报(自然科学版), 2003(4): 27- 29.
[4]孙凌翔,李劲松.数控等离子弧切割多参数的选择与优化控制[J].电焊机, 2011(2): 79- 83.
[5]赵家瑞,李中友,赵举东.空气等离子弧切割机的原理和设计[M].北京:机械工业出版社, 1997.
[6]张廷芳.计算流体力学[M].大连:大连理工大学出版社, 1992.
【责任编辑:任小平renxp90@163.com】
“恢复生态学”专栏征稿
人类在利用和改造自然的过程中,伴生着对自然环境的负面影响。长期的工业和农业污染、大规模的森林采伐以及将大范围的自然环境逐渐转化为农业和工业景观,产生了以生物多样性降低、生态服务功能丧失为特征的各式各样的退化生态系统。面对环境污染、植被破坏、水土流失和生物多样性丧失的严峻形势,如何使退化生态系统得以恢复和重建,受到国际社会的广泛关注。为拓展对退化生态系统恢复与重建的研究,本刊自2010年开辟“恢复生态学”专栏以来,坚持发表相关生态恢复专题的论文,收到了很好的效果,2016年继续开辟该栏目,欢迎国内外相关研究的专家学者赐稿。聂呈荣教授为本栏目特邀主持人;任小平老师为本栏目责任编辑,投稿邮箱:renxp90@163.com。
佛山科学技术学院学报(自然科学版)
Analysis on plasma cutting gun electrode based on heat- fluid coupled research
WANGZhong- xun1,2,SHI Le- jun1
(1. Department of Shipping Engineering, Yantai Vocational College, Yantai 264670, China; 2. Mechanical Engineering College, Anhui Universityof Science and Technology, Huainan 232001, China)
Abstract:Numerical simulation based on heat- fluid coupled was made on three structures of electrode with CFD software Solid Works FlowSimulation. The best structure was decided base on the path curve of temperature and temperature distribution under different coolingwater velocity.
Keywords:plasma cuttinggun nozzle; coolingon electrode; heat- fluid coupled; CFD
文章编号:1008- 0171(2016)01- 0074- 04
作者简介:王仲勋(1980-),山东安丘人,烟台职业学院讲师,安徽理工大学博士研究生。
基金项目:山东省高等学校科研计划资助项目(J12LB53)
收稿日期:2014-11-27
中图分类号:TG483
文献标志码:A
