AHP模型在焊接工程质量控制中的应用
2016-03-17 03:17高秀娟
山东理工大学学报(自然科学版) 2016年2期
关键词:质量控制
高秀娟, 孙 健
(1.白城师范学院 数学学院, 吉林 白城 137000; 2. 中国石油集团工程设计有限责任公司, 北京 100085)
AHP模型在焊接工程质量控制中的应用
高秀娟1, 孙健2
(1.白城师范学院 数学学院, 吉林 白城 137000; 2. 中国石油集团工程设计有限责任公司, 北京 100085)
摘要:以焊接工程质量问题为例,分析影响质量的因素,构建结构层次模型即AHP模型.经过模型求解计算后,获得各个层次影响因子对总目标的贡献百分比,对主要因素采取相应的控制措施,形成一套科学有效的质量控制体系,并在试验点进行了实践应用.
关键词:AHP模型; 焊接工程; 质量控制
从质量管理理论历史发展的阶段来看,差不多每隔20年,质量管理工作的方法就会发生重大的变革[1].国内某油田公司每年投入油田产能建设工程的资金约10亿元,但是,质量控制工作仍然处于经验管理阶段,质量问题的处理还处于问题整改的层面上,找不到影响工程质量的关键因素,没有解决影响工程质量的根本问题,质量通病重复出现[2-4].本文以监理对焊接工程的质量控制为例,把AHP(Analytic Hierarchy Process)模型应用于焊接工程质量控制工作之中,建立焊接工程质量影响因素评价与控制体系,通过定量化与模式化的分析方法,提高油建焊接工程质量管理水平.
1层次分析法
层次分析法简称AHP[5-6],它是将决策问题按总目标、各层子目标、评价准则直至具体的备投方案的顺序分解为不同的层次结构,然后得用求解判断矩阵特征向量的办法.求得每一层次的各元素对上一层次某元素的优先权重,最后再加权和的方法递归并各备择方案对总目标的最终权重,此最终权重最大者即为最优方案.层次分析法比较适合于具有分层交错评价指标的目标系统,而且目标值又难于定量描述的决策问题.其用法是构造判断矩阵,求出其最大特征值及其所对应的特征向量W,归一化后,即为某一层次指标对于上一层次某相关指标的相对重要性权值.
2模型建立
2.1评价结构的建立
针对焊接工程的施工特点,影响焊接质量的因素主要包括人、机、料、法、环、测六个方面[7-8],其中:人的因素包括:焊工资质、焊工职业素质及焊工水平测试三个方面的内容;焊接设备影响包括:焊接设备显示精度、自动化水平及无损检测设备技术水平;材料方面包括:母材质量、焊材质量及焊接材料的配套选择;焊接工艺方面包括:焊接工艺是否合格、焊接顺序是否正确、预变形措施是否适当及焊接方法使用是否正确;环境因素包括:气候条件、作业空间及劳动强度等方面;测量因素包括:外观检测、无损检测.
焊接质量目标用字母A表示、影响焊接质量的6个一级要素用“字母B+数字”表示、影响焊接质量的18个二级要素用“字母C+数字”表示,构建影响焊接质量因素的结构层次模型如图1所示.
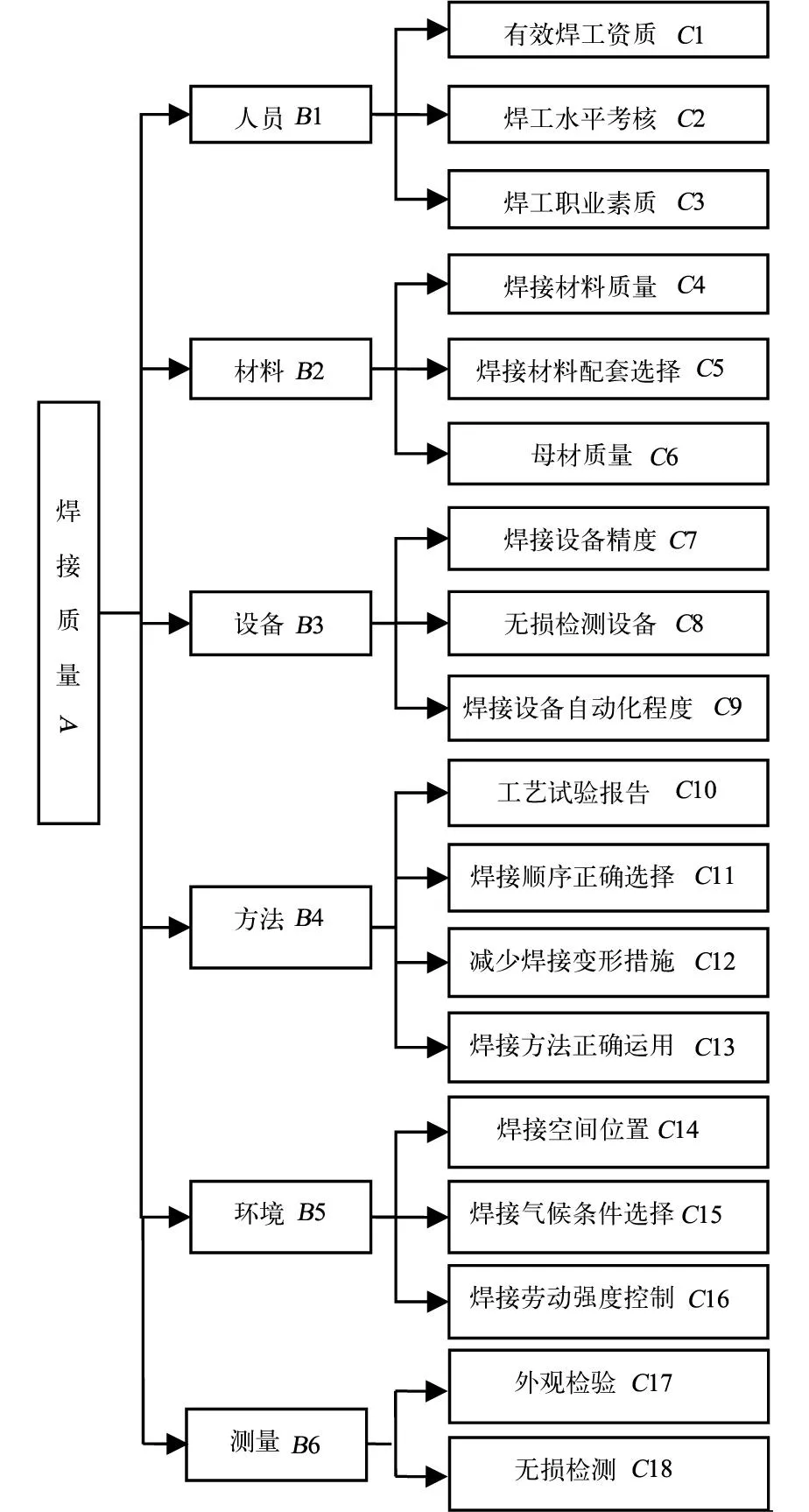
图1 影响焊接质量因素结构层次模型
2.2构造判断矩阵
判断矩阵之中的数据,表示针对上一层次某个因素而言,本层次两个因素之间的相对重要性,采用1-9标度进行标度,见表1.
表1比例尺度表
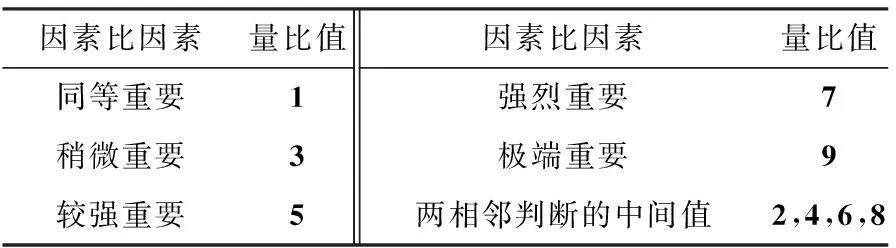
因素比因素量比值因素比因素量比值同等重要1强烈重要7稍微重要3极端重要9较强重要5两相邻判断的中间值2,4,6,8
表2随机一致性指标RI的数值
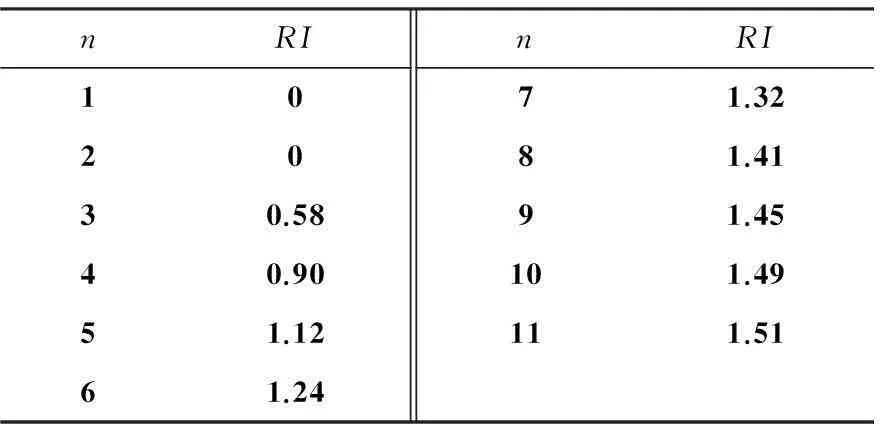
nRInRI1071.322081.4130.5891.4540.90101.4951.12111.5161.24
总监理工程师组织建设单位、施工单位及相关单位的焊接专家,按照表1的标准对6个一级要素、每个一级要素下面的二级要素之间反复比较权衡,最终确定矩阵中各点标度的数值.结果见表3-表9.同时计算出每个矩阵的最大特征根λmax、CI及CR的值。
表 3焊接质量总目标判断矩阵
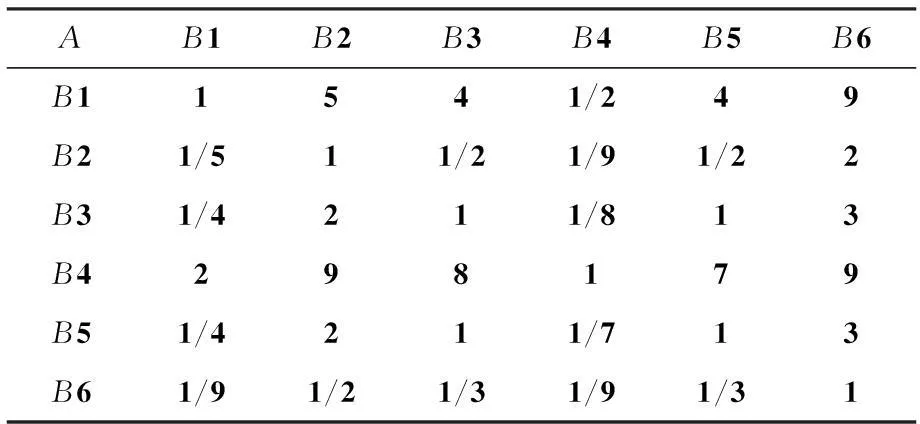
AB1B2B3B4B5B6B11541/249B21/511/21/91/22B31/4211/813B4298179B51/4211/713B61/91/21/31/91/31
求得:λmax=6.11314,CI=0.0226299,
CR= 0.003359
表4人的因素控制分析判断矩阵
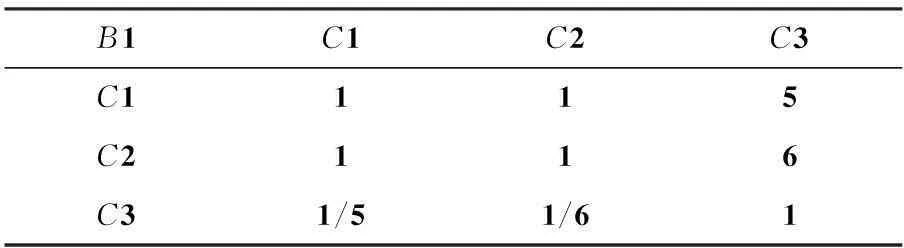
B1C1C2C3C1115C2116C31/51/61
求得:λmax= 3.00369,CI=0.001845,
CR=0.00318103
表 5材料因素控制分析判断矩阵
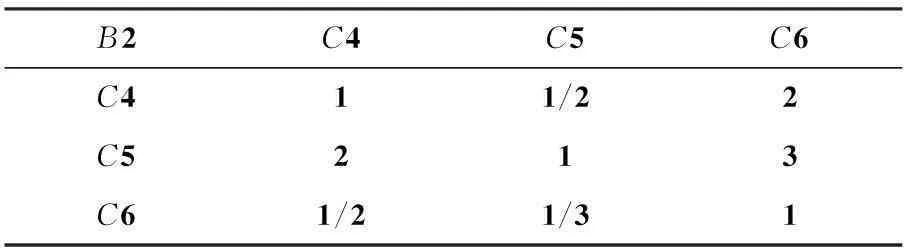
B2C4C5C6C411/22C5213C61/21/31
求得:λmax= 3.0092,CI=0.0046,
CR=0.00793103
表 6设备因素控制分析判断矩阵
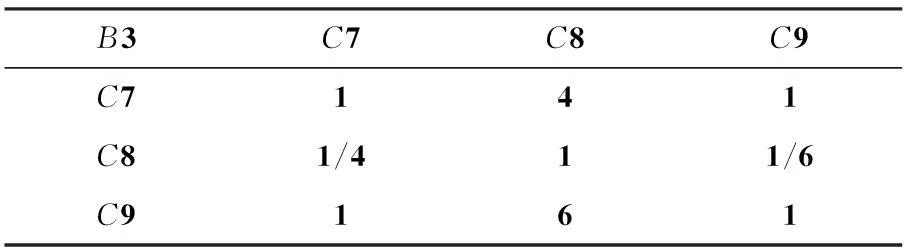
B3C7C8C9C7141C81/411/6C9161
求得:λmax= 3.01829,CI=0.009145,
CR=0.0157672
表 7方法、工艺因素控制分析判断矩阵
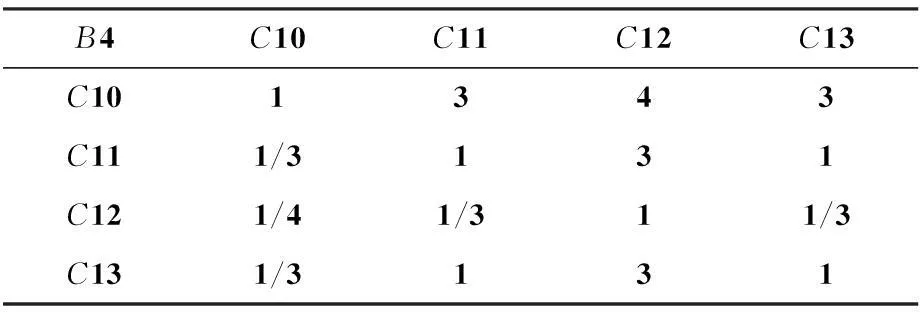
B4C10C11C12C13C101343C111/3131C121/41/311/3C131/3131
求得:λmax= 4.083299,CI=0.0277667,
CR= 0.0308518
表8环境因素控制分析判断矩阵
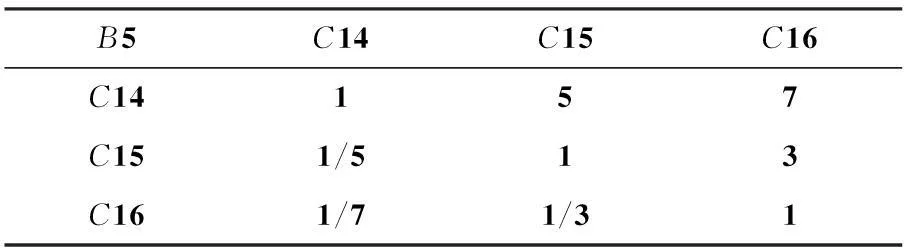
B5C14C15C16C14157C151/513C161/71/31
求得:λmax= 3.064887,CI= 0.0324438,
CR= 0.0559376
表9测量因素控制分析判断矩阵
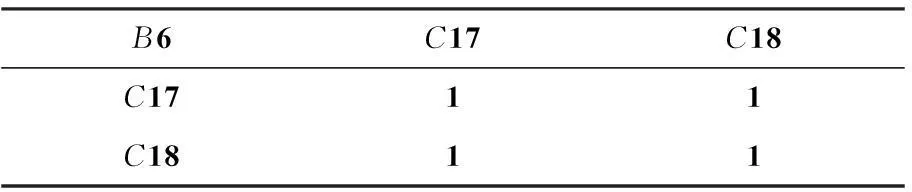
B6C17C18C1711C1811
求得:λmax= 0,CI= 0,CR=0
3模型求解
3.1计算权重分配
通过上面的数据,可知构成的成对比较矩阵均通过一致性检验。进而得到判断矩阵的权重向量.结果详见表10.
3.2计算最大特征值λmax,进行一致性检验
利用公式计算最大特征值λmax,经过计算CR<0.1,可以确认上述权重值合理,可以做为质量分析的依据.
3.3数据分析
计算结果显示:工艺试验报告C10的权重占24.5409%,焊工水平考核C2的权重为13.025%,排第二位;焊工的有效资质C1的权重占12.257%,排第三位。另外分析发现人的影响因素占27.57%(C1+C2+C3),材料影响因素占4.11%(C4+C5+C6),设备影响因素占7.87%(C7+C8+C9),工艺影响因素占48.38%(C10+C11+C12+C13),环境影响因素占8.02%(C14+C15+C16),测量因素占3.17%.
3.4对策表
根据以上分析结果,总监理工程师组织专业监理工程师以及施工单位、无损检测单位管理人员、专业技术人员及生产骨干人员研究商讨改进措施,明确责任人及完成时间,制定对策表(表11).
4结束语
该成果在某油田老区综合调整改造工程建设的应用,得到了各参建单位的认可.这种新的工程质量控制体系,规范了产能建设工程焊接工程监理质量控制模式,解决了当前没有形成系统化的质量控制体系,质量控制仅凭监理人员的工作经验,工程建设质量控制缺少量化指标评价的问题,促进了工程建设质量管理工作的开展,提高了产能建设工程焊接质量管理水平.
表10影响因素总排序
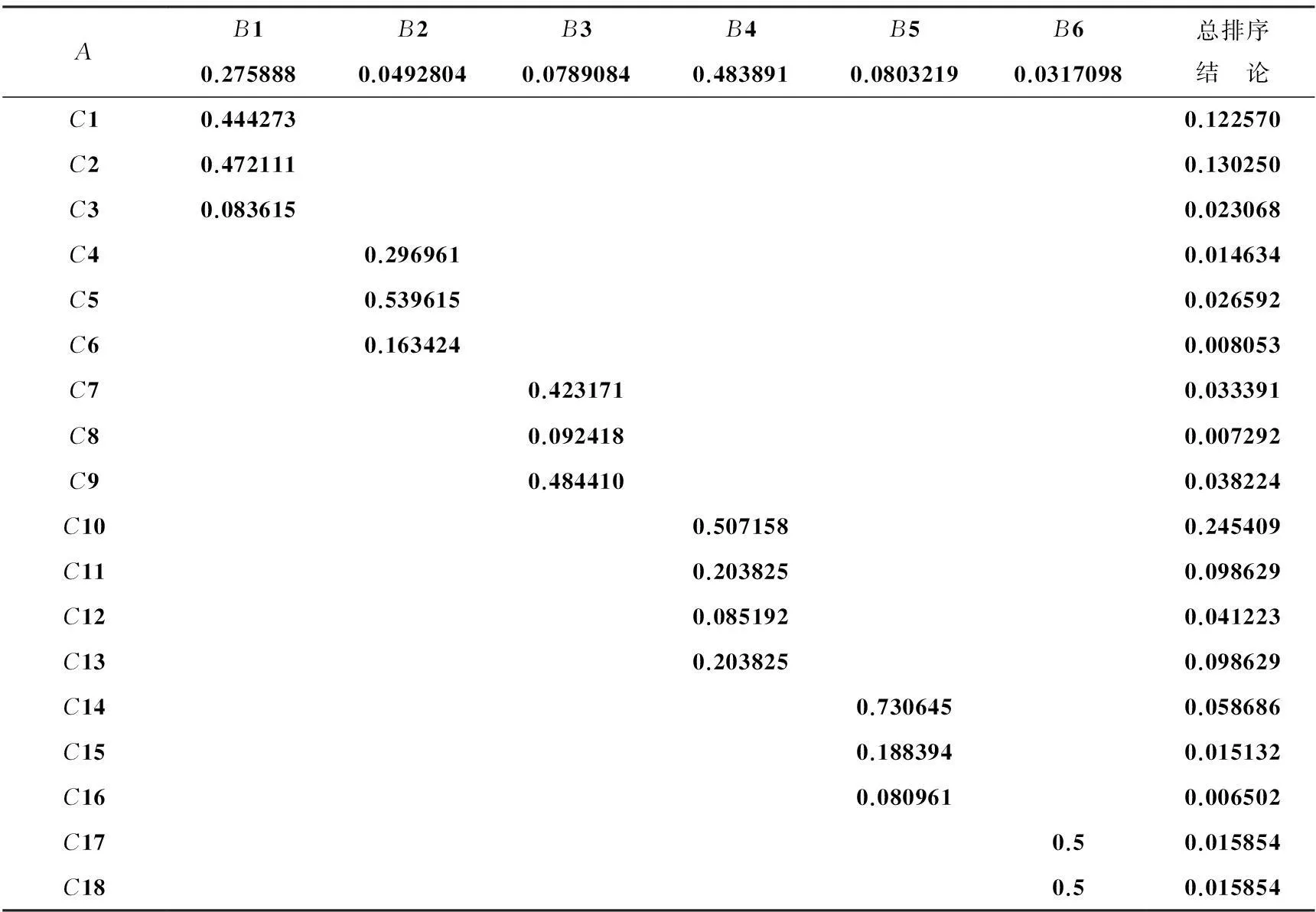
AB1B2B3B4B5B60.2758880.04928040.07890840.4838910.08032190.0317098总排序结 论C10.4442730.122570C20.4721110.130250C30.0836150.023068C40.2969610.014634C50.5396150.026592C60.1634240.008053C70.4231710.033391C80.0924180.007292C90.4844100.038224C100.5071580.245409C110.2038250.098629C120.0851920.041223C130.2038250.098629C140.7306450.058686C150.1883940.015132C160.0809610.006502C170.50.015854C180.50.015854
表11焊接质量对策表
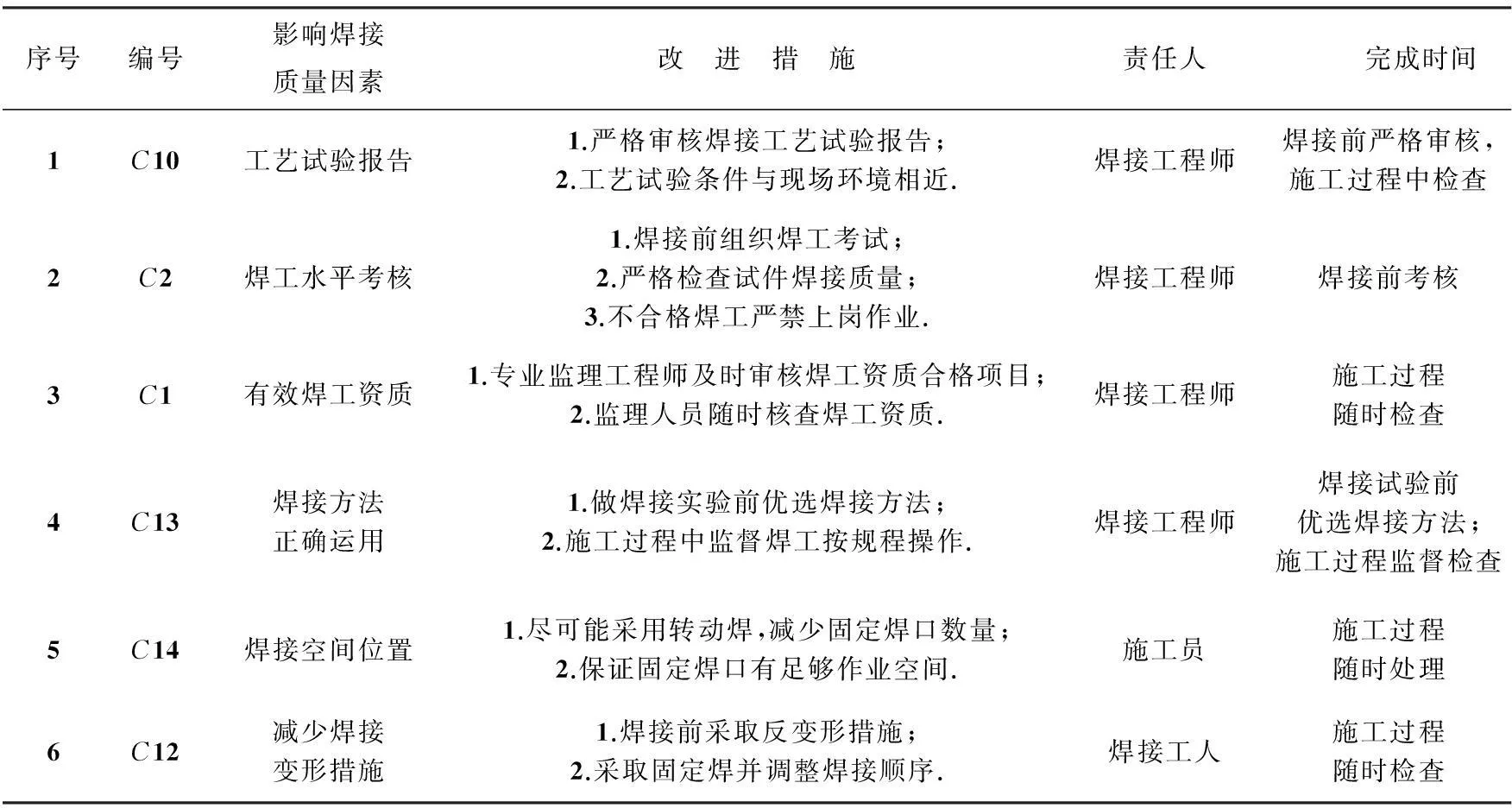
序号编号影响焊接质量因素改 进 措 施责任人完成时间1C10工艺试验报告1.严格审核焊接工艺试验报告;2.工艺试验条件与现场环境相近.焊接工程师焊接前严格审核,施工过程中检查2C2焊工水平考核1.焊接前组织焊工考试;2.严格检查试件焊接质量;3.不合格焊工严禁上岗作业.焊接工程师焊接前考核3C1有效焊工资质1.专业监理工程师及时审核焊工资质合格项目;2.监理人员随时核查焊工资质.焊接工程师施工过程随时检查4C13焊接方法正确运用1.做焊接实验前优选焊接方法;2.施工过程中监督焊工按规程操作.焊接工程师焊接试验前优选焊接方法;施工过程监督检查5C14焊接空间位置1.尽可能采用转动焊,减少固定焊口数量;2.保证固定焊口有足够作业空间.施工员施工过程随时处理6C12减少焊接变形措施1.焊接前采取反变形措施;2.采取固定焊并调整焊接顺序.焊接工人施工过程随时检查
参考文献:
[1]王晨光. 建设工程质量控制分析与探讨[J]. 太原城市职业技术学院学报, 2013(02):253-256.
[2]刘晓延. 建设工程监理质量控制分析[J]. 河南科技,2013(07):162-164.
[3]李玉富. 对工程建设项目施工实施阶段的质量控制分析[J]. 经营管理者, 2012(09):157-160.
[4]何采明. 工程质量控制分析与管理[J]. 技术与市场, 2013(12) :232-234.
[5]姜启源,谢金星,叶俊.数学模型[M].4版.北京:高等教育出版社,2011:249-269.
[6]韩中庚.数学建模方法及应用[M].2版. 北京:高等教育出版社,2009:343-356.
[7]余洪强.长输管道焊接质量控制[J]化工管理,2014(26):217-218.
[8]李富强.压力管道焊接质量控制[J].山东工业技术,2015(17):20.
(编辑:姚佳良)
The application of APH model in the welding engineering quality control
GAO Xiu-Juan1, SUN Jian2
(1.Mathematics College, Baicheng Normal University, Baicheng 137000, China;2.China Petroleum Engineering Company Limited, Beijing 100085, China)
Abstract:We took welding quality control problem as an example, analyzed the influence factors on quality and built structure model, namely AHP model. After solving the model calculation, the percentage contribution of all levels’s impact factor to the overall goal was obtained. Then we took corresponding control measures according to the main factors, formed a set of scientific and effective quality control system, finally applied this system to the test point.
Key words:AHP model; welding engineering; quality control
中图分类号:O221.6
文献标志码:A
文章编号:1672-6197(2016)02-0049-04
作者简介:高秀娟,女,gxjteacher@163.com
基金项目:吉林省教育厅科学技术项目(基教科合字[2010]218)
收稿日期:2015-03-17
猜你喜欢
科技视界(2016年21期)2016-10-17
中国实用医药(2016年24期)2016-10-17
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29