
换热器管板堆焊不锈钢的工艺改进
2016-03-06 08:15:40周志华
电焊机 2016年6期
周志华
(江苏联合职业技术学院无锡交通分院,江苏无锡214151)
换热器管板堆焊不锈钢的工艺改进
周志华
(江苏联合职业技术学院无锡交通分院,江苏无锡214151)
16Mn换热器管板埋弧焊堆焊不锈钢时易出现热裂纹,分析其产生原因是:熔合比较大引起堆焊焊缝局部含碳量偏高、碳迁移引起堆焊焊缝形成增碳层、拉应力的产生。改进焊接工艺,包括焊材选用、焊接电流、焊接速度等,有效防止了热裂纹的产生。
换热器管板;堆焊;不锈钢;热裂纹
0 前言
换热器常用于化工、能源、制药等各行业,换热器管板需要在一定腐蚀性环境下工作,因此,换热器管板上需要堆焊一定厚度的不锈钢层[1],以防止腐蚀[2]。对于这类异种材质的堆焊,如果不能有效控制焊接质量,极易引起泄漏,造成环境污染,引发安全事故等。
16Mn换热器管板埋弧焊堆焊不锈钢时,普通的焊接工艺易产生焊接裂纹[3],在此分析其产生原因,通过改进焊接工艺来解决此问题,主要包括焊材选用、焊接电流、焊接速度等方面。
1 换热器管板的堆焊裂纹
两种类型换热器管板的尺寸分别为φ1200mm× 30 mm、φ2200mm×60mm,如图1所示。堆焊采用奥太埋弧焊机,型号MZ-1000,单丝,自动焊;堆焊焊丝采用ER309(H12Cr24Ni13Si),焊剂HJ260;按照普通的焊接工艺,或很多企业在条件限制的情况下,焊前不预热,埋弧焊小车按照直线路线行进,从圆板中间开始焊起,焊接工艺参数为:焊丝直径4 mm,焊接电流450~500 A,焊接电压33~34 V,焊接速度33~36 cm/min,电流种类和极性选用直流反接。堆焊刚开始时,在不锈钢堆焊层中出现裂纹,随后适当减小或加大电流仍不能避免出现裂纹,如图2所示。
2 判断裂纹和分析裂纹产生原因
焊接裂纹分为热裂纹、冷裂纹、再热裂纹、层状撕裂。根据图2中的裂纹外观,肉眼可见,位置几乎处于埋弧堆焊不锈钢焊缝的中间,裂纹长而直,并与焊缝平行,表面有氧化色彩,再根据裂纹在焊接过程中产生,判定为热裂纹。
除去焊接清理、杂质的因素,分析产生热裂纹的原因主要如下:
(1)熔合比较大引起堆焊焊缝局部含碳量偏高。在16Mn母材上,采用埋弧堆焊ER309,其单丝自动焊焊缝的熔合比为30%~60%,较大,因而母材、焊材金属成分中杂质含量对焊缝结晶裂纹倾向有很大关系,若杂质较多或因偏析使局部C、S含量偏高,w(Mn)/w(S)可能达不到要求,产生热裂纹。

图1 换热器管板
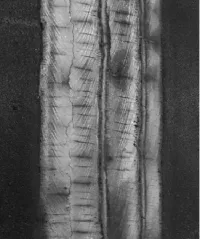
图2 堆焊裂纹
(2)碳迁移引起堆焊焊缝形成增碳层。堆焊母材是16Mn锻,组织为铁素体+珠光体钢;堆焊合金层的ER309不锈钢的组织为奥氏体,由于异种钢焊接时常出现碳迁移过渡层,碳从珠光体母材通过熔合区向焊缝扩散,在靠近熔合区的珠光体母材上形成一个软化的脱碳层,而在靠近熔合区的奥氏体焊缝中形成硬度较高的增碳层,因此,作为堆焊层的309奥氏体不锈钢中会形成硬度较高的增碳层,局部含碳量增加,使w(Mn)/w(S)可能达不到要求,更易产生热裂纹。
(3)拉应力的产生。在堆焊过程中因局部加热引起的热应力,再加上16Mn和309两种钢的热膨胀系数不同引起的残余应力,这些拉应力共同导致热裂纹的产生。
3 焊接工艺的改进
根据上述分析,在埋弧堆焊[4]方法不变,即熔合比不能大幅减小的情况下,要防止热裂纹,可通过焊接材料调整焊缝金属的成分,如降低C、Si含量或增加Mn含量等;还可通过工艺措施,如采用多层焊、控制焊接电流、加快焊接速度等,控制焊接变形和应力。
3.1 焊材选用
由于母材成分已确定,因此只能重新选择相匹配的焊材,考虑到热裂纹产生原因是熔合比较大、碳迁移导致的局部碳含量增加,所以必须降低含碳量。选用的焊丝由ER309(H12Cr24Ni13Si)改为ER039L(H03Cr24Ni13Si),虽然都是不锈钢焊丝,但后者的含碳量大为降低,可防止热裂纹的产生。
3.2 工艺措施
(1)采用多层焊。在普通焊接工艺的基础上,不焊前预热,也不焊后热处理,若采用一层堆焊,电流太大,难控制焊接热变形与应力,因此,采用两层焊,单丝直线自动焊。采用十字交叉法施焊,第一层从中间开始焊,先焊右半圆,再焊左半圆;第二层堆焊焊缝与第一层焊缝垂直,依旧从中间开始焊,先焊右半圆,再焊左半圆。
(2)控制每层焊接电流。在普通焊接工艺的基础上,每层焊丝直径不变,仍为4 mm,电流种类和极性不变,仍为直流反接。两层焊时,第一层的焊接电流和电压稍小些,第二层的焊接电流和电压可大些,两层堆焊厚度约为6 mm。
(3)适当提高每层的堆焊速度,减小热输入,降低焊接热变形及应力,从33~36 cm/min提高到38~43 cm/min。
对于两种尺寸φ1200mm×30mm、φ2200mm× 60 mm的换热器管板,母材越厚,堆焊电流就越大,两种尺寸换热器管板堆焊工艺参数分别如表1、表2所示。
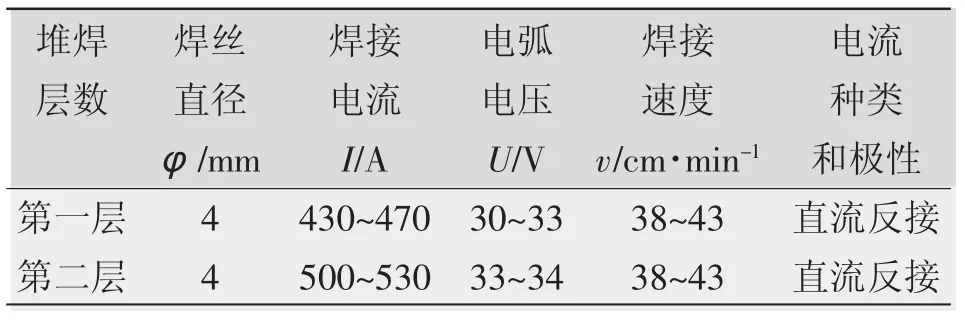
表1 φ1 200 mm×30 mm的换热器管板堆焊工艺参数
每一层焊完后,经检测合格,有效地防止了热裂纹的产生,同时焊接变形也控制在要求范围内,如图3所示。
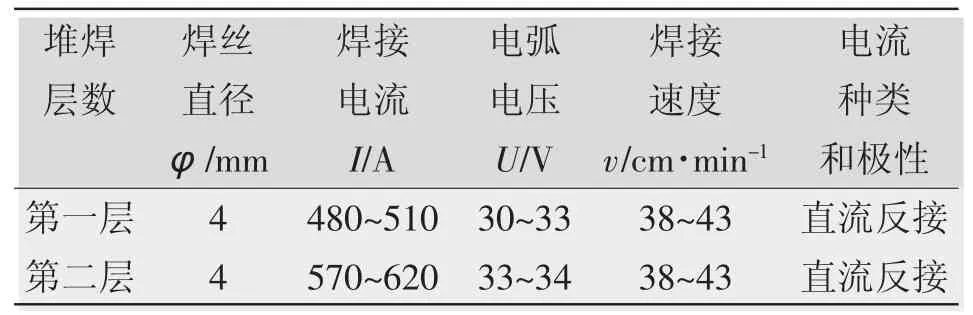
表2 φ2 200 mm×60 mm的换热器管板堆焊工艺参数
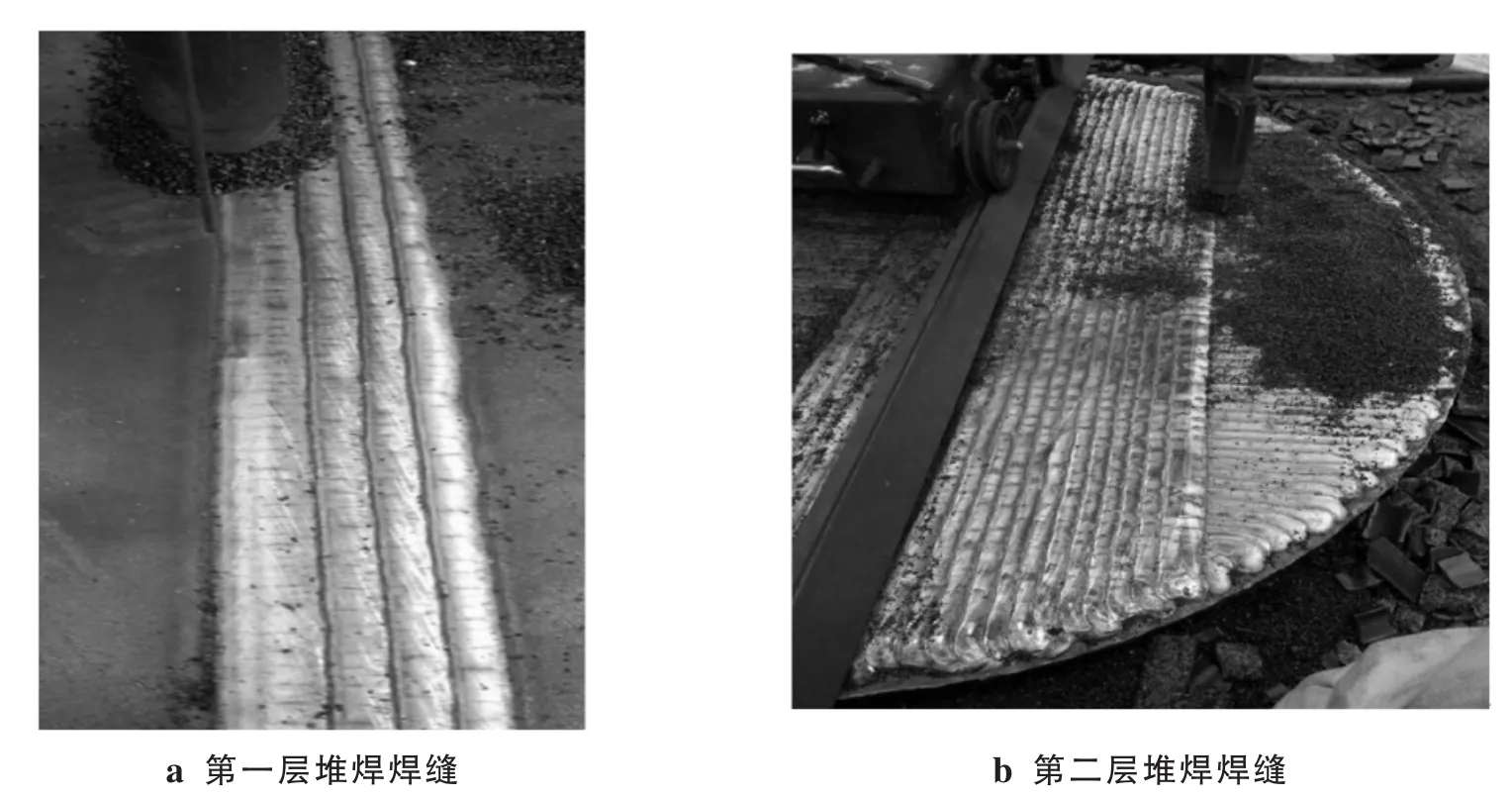
图3 工艺改进后的堆焊焊缝
16Mn换热器管板埋弧焊堆焊不锈钢时,按照普通的焊接工艺易产生焊接热裂纹,主要有三个原因:熔合比较大引起堆焊焊缝局部含碳量偏高、碳迁移引起堆焊焊缝形成增碳层、拉应力的产生。
4 结论
通过改进焊接工艺能有效防止热裂纹的产生,主要包括:
(1)由ER309(H12Cr24Ni13Si)改为ER039L(H03 Cr24Ni13Si),降低含碳量。
(2)采用两层焊,第一层的焊接电流和电压稍小些,第二层的焊接电流和电压可大些,均从中间开始焊起,两层焊缝垂直,适当提高每层堆焊速度,减小热输入,控制焊接热变形和应力。
[1]倪昱,王顺花.我国高压换热器管板(12Cr2Mo1R)堆焊技术发展现状[J].装备制造技术,2014(12):17-21.
[2]邱玲.不锈钢堆焊层耐蚀性研究[J].热处理技术与装备,2008(6):13-18.
[3]高春华,邢芳,刘斌,等.不锈钢堆焊层裂纹的产生及解决措施[J].炼油与化工,2010(4):38-39.
[4]李传文.20MnMo厚板不锈钢单丝埋弧焊的堆焊[J].焊接技术,2001(4):57-58.
Technological improvement of stainless steel cladding of heat exchanger tube sheet
ZHOU Zhihua
(Wuxi School of Communications,Jiangsu Union Technical Institute,Wuxi 214151,China)
As stainless steel surfacing on the 16Mn heat exchanger tube sheet by submerged arc welding,there exists some cracks frequently.Analysis of the reasons are fusion caused by surfacing weld local containing carbon content,high carbon migration caused by surfacing weld formation of carburized layer and tensile stress and improve welding process,mainly including the selection of welding material,weldingcurrent,weldingspeed,etc,which effectivelyprevent the formation ofthe thermal crack.
heat exchanger tube sheet;cladding;stainless steel;hot crack
TG455
B
1001-2303(2016)06-0112-03
10.7512/j.issn.1001-2303.2016.06.23
2015-09-14
周志华(1974—),女,江苏常州人,副教授,硕士,主要从事材料工程焊接专业、职业教育的研究工作。
猜你喜欢
山东冶金(2019年3期)2019-07-10 00:54:06
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
制造技术与机床(2018年8期)2018-10-09 08:27:34
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
新世纪水泥导报(2016年1期)2016-07-01 04:00:41
焊接(2016年6期)2016-02-27 13:04:57
山东冶金(2015年5期)2015-12-10 03:27:40
燕山大学学报(2014年3期)2014-03-11 15:28:31
中国氯碱(2014年11期)2014-02-28 01:05:07
