
国际标准在不锈钢管路焊接中的应用
2016-03-06 08:15姚保林关先锋曹儒军
电焊机 2016年6期
陈 峰,姚保林,关先锋,曹儒军
(中车洛阳机车有限公司襄阳分公司,湖北襄阳441105)
国际标准在不锈钢管路焊接中的应用
陈 峰,姚保林,关先锋,曹儒军
(中车洛阳机车有限公司襄阳分公司,湖北襄阳441105)
国际焊接标准的推广应用对提升焊接质量和与国际接轨具有重要意义。介绍EN15085系列标准在轨道交通领域制动系统不锈钢管路焊接上的应用。从管路用途、设计参数上倒推在设计过程中对焊缝质量等级的定义,根据标准规定的设计要求、生产要求和检验三者之间的本质联系,确定工作试件的焊缝质量检验方法、合格标准。在完成正式焊接工艺前,依据预工艺规程进行工作试件的焊接,按量化标准评定焊缝质量,以此检验预工艺规程的可行性。国际标准中规定的这种系统流程对于不锈钢管路焊接的工艺开发有指导性。
国际标准;不锈钢焊接性;焊接工艺
0 前言
洛阳机车襄阳分公司承接上海局合肥机务段3台DF4D机车轻大修任务,要求制动系统风管路全部改造为不锈钢管路,根治原钢制管路长时间使用过程中形成的锈渣对制动系统的不良影响。制动系统相关参数为:最大工作压力950 kPa,介质为压缩空气。借鉴国际标准EN15085《轨道车辆及其部件的焊接》[1]对焊接质量控制的相关要求,合理策划验证方案,编制焊接工艺,成功完成了不锈钢管路焊接操作。
1 不锈钢管路的焊接工艺特点
通过比较不锈钢材料性能,选用国产0Cr18Ni9(与美国AISI牌号304、欧标EN10028-7 X5CrNi18 9相近)无缝钢管,此种材料为单一奥氏体组织无磁性,其热导率约为碳钢的1/3,线膨胀系数约为碳钢1.5倍,电阻率约为碳钢的5倍,在焊接操作时的表现为受热快散热慢变形大,易产生残余拉应力。且焊缝产生方向性很强的柱状晶,有害杂质偏析出现热裂纹。故此类不锈钢焊接不需预热并严格控制层间温度,降低热输入(小电流、快速焊),操作时采用窄焊道、多道焊、不摆动技术并注意填满弧坑。
2 焊接工艺验证方案
制动系统管路焊缝安全性需求等级为高级而承载状态等级为低级,参考标准EN15085焊缝质量等级定为CPC1,对应检验为10%内部检验、10%表面检验、100%外观检验。因角焊缝内部不易检测,需进行增加表面检测频率,故定为100%表面着色探伤(PT)、100%外观检测(VT)。
管路为0Cr18Ni9无缝钢管,管径直径φ10~38mm,壁厚1.5~3mm,接头体选材0Cr18Ni9,按标准TB776、TB333[2-3]加工而成。整个焊接工艺涉及三种接头体。母材规格如表1所示。
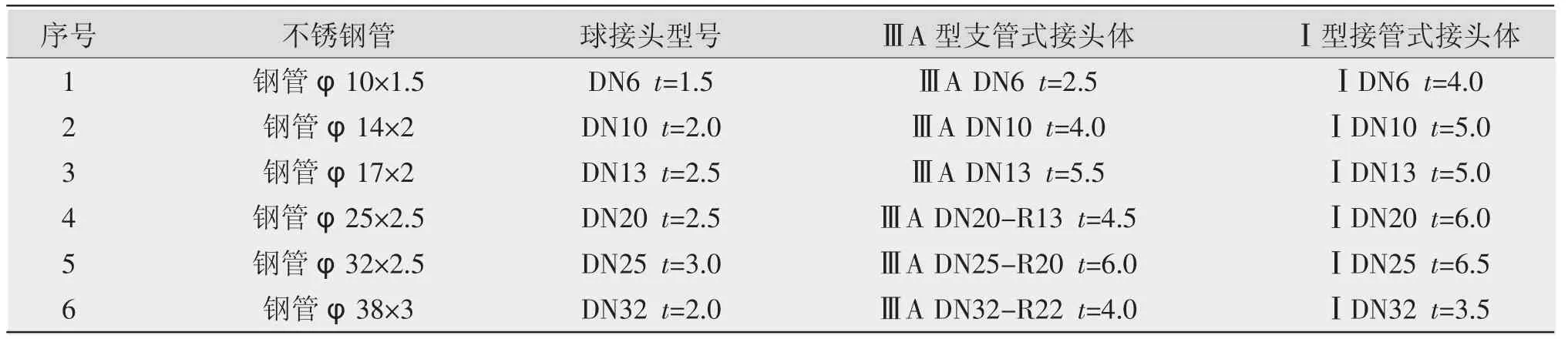
表1 母材规格
由表1可知,钢管与接头体有多种组合,且粗管上还可能要求焊接细径支管接头体,不同组合将对应不同焊接工艺。计划通过制作工作试件来验证焊接工艺,即以特定的人员、设备、工艺、环境完全模拟实际生产过程,通过评审工作试件质量来验证设计、焊接工艺、焊工技能及焊缝质量。
3 焊接工艺
(1)焊材选用。采用钨极氩弧焊进行焊接,焊丝ER308L(H03Cr21Ni10Si),φ1.2 mm、φ1.6 mm两种规格。其特点是电弧燃烧稳定、飞溅少且成形美观,抗裂性强,由于增加了硅的含量,焊接操作性及熔池流动性更佳。
(2)焊接设备。采用林肯焊机TIG-275,直流正接。
(3)工艺参数。焊接采用短电弧,尽量不摆动,层间温度控制在200℃以下,具体焊接参数如表2所示。
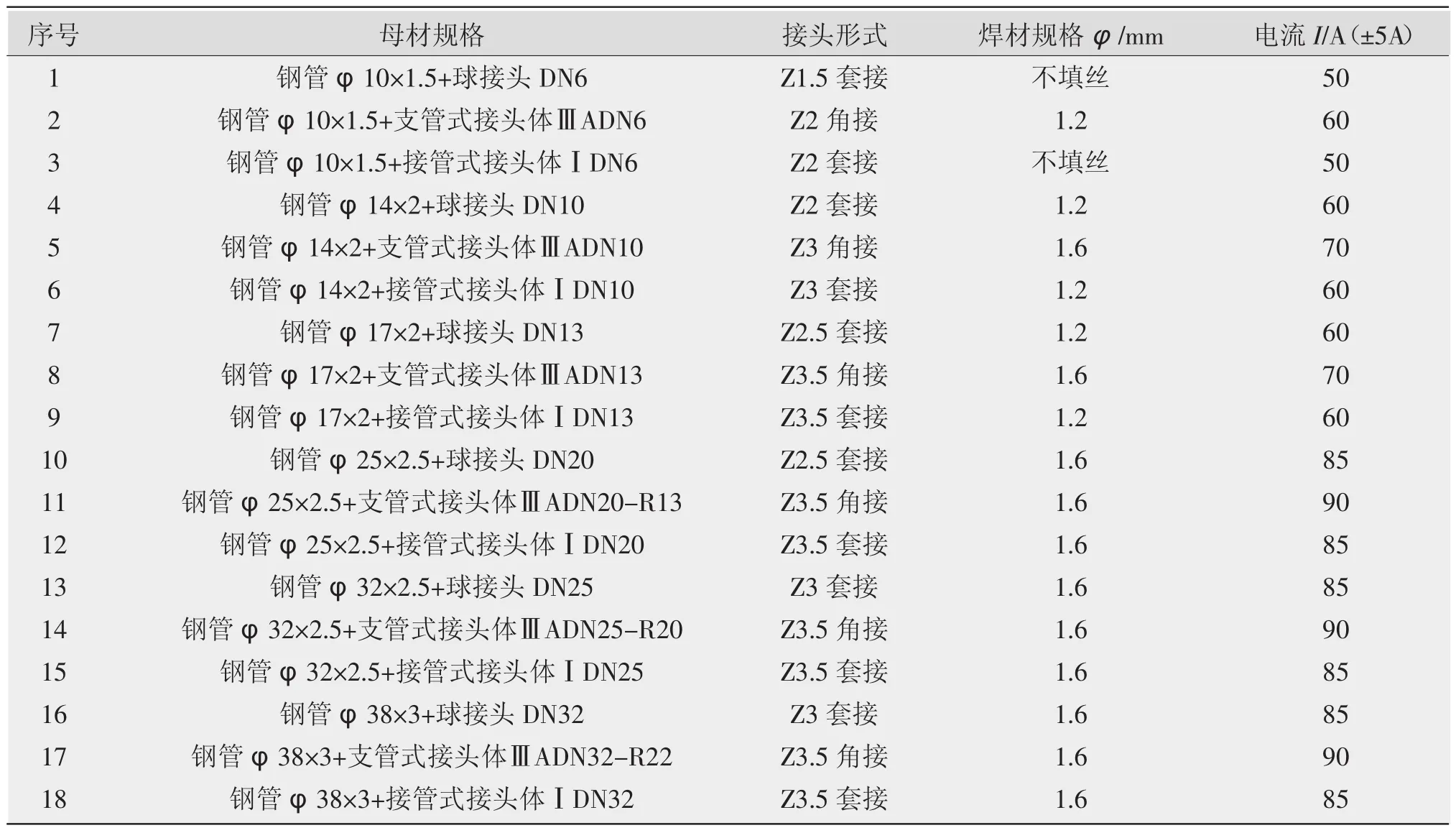
表2 焊接参数
(4)其他。焊前需将焊接区30mm范围内用丙酮擦拭干净,钢管与球接头、接管式接头体套接最好能形成凹形角焊缝,实现焊缝与管外壁平滑过渡。
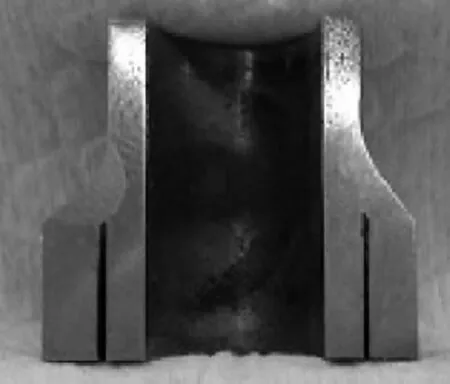
图1 焊接接头宏观金相
4 焊接接头检验
(1)外观检测。CPC1级别的焊缝应按ISO5817[4]标准C级评价,即不允许存在裂纹、弧坑裂纹、表面气孔、弧坑缩孔、未熔合、烧穿、电弧擦伤等缺陷,盖面咬边深度不超过母材厚度的10%。
(2)无损检测。对焊接接头进行100%PT检查,表面未发现裂纹,少量出现弧坑缩孔为操作不当引起。
(3)宏观金相。切开焊缝抛光腐蚀后宏观金相如图1所示,熔深满足要求,放大50倍未发现微观裂纹。
(4)参考《东风4D内燃机车轻大修规程》[5]进行1.0 MPa水压试验,保持2 min不许泄漏,试验全部合格。
5 结论
经过现场操作,成功完成不锈钢管路焊接,在工艺编制过程中应用EN15085标准实现焊接从设计、生产到检验三者之间的无缝连接和焊缝质量的量化评定。较之国内焊接标准,EN15085体系的完善性、指导性和可操作性不容忽视,在焊接生产过程中借鉴和推行国际标准非常有必要。
[1]TB/T776-2005机车车辆用螺纹管接头——球接头[S].
[2]TB/T333-2005机车车辆用螺纹管接头[S].
[3]EN15085-2007轨道车辆及其部件的焊接[S].
[4]EN ISO5817-2014钢、镍、钛及其合金的熔化焊接头(高能束焊除外)缺欠质量等级[S].
[5]铁道部《东风4D内燃机车轻大修规程》(铁运2008[215]号)[S].
Application of international standard in the welding of stainless steel pipe line
CHEN Feng,YAO Baolin,GUAN Xianfeng,CAO Rujun
(CRRC Luoyang Locomotive Co.,Ltd.,Xiangyang Plant,Xiangyang 441105,China)
The popularity of International Welding Standard is of important significance to both welding quality and standardization. Introduced some applications ofEN15085 intoweldingon stainless steel pipingofbrakingsystemin the field ofrailwayvehicles.Backward induction on design parameters and purpose of the piping was adopted to get the definition of classification of welding quality grade. Through the essential link between performance requirements defined during design,and achieved appropriate quality welds during production and the demonstration of the required quality by inspection,the methods of welding quality inspections had been summarized. To verify the feasibility of preliminary welding procedure specification,welding was conducted and then evaluated according to this specification.This systematic process regulated by this international standard is instructive to the development of the welding technology of stainless steel piping.
international standard;weldability of stainless steel;welding technology
TG457.11
B
1001-2303(2016)06-0122-03
10.7512/j.issn.1001-2303.2016.06.26
2016-01-12
陈峰(1978—),女,湖北襄阳人,国际焊接工程师,学士,主要从事焊接工艺开发及焊接体系认证管理工作。
猜你喜欢
中国特种设备安全(2022年5期)2022-08-26
中国特种设备安全(2022年4期)2022-07-08
军民两用技术与产品(2021年2期)2021-04-13
纺织科学研究(2021年1期)2021-03-19
民用飞机设计与研究(2020年1期)2020-05-21
模具制造(2019年10期)2020-01-06
山西冶金(2019年2期)2019-05-31
三联生活周刊(2016年35期)2016-08-29
中国质量与标准导报(2015年2期)2015-02-28
中国质量与标准导报(2015年2期)2015-02-28
