
大型水电上冠堆焊过程中的变形控制方案
2016-02-29 06:54:03谢军虎
大型铸锻件 2016年1期
谢军虎
(二重集团(德阳)重型装备股份有限公司,四川618013)
大型水电上冠堆焊过程中的变形控制方案
谢军虎
(二重集团(德阳)重型装备股份有限公司,四川618013)
摘要:合理安排焊接工艺、防变形工装、专用加热辅具、消应热处理措施,成功解决了上冠大面积堆焊过程中的变形问题。
关键词:上冠;堆焊;变形控制

上冠是水力发电机组的重要组成部分,在生产过程中由于上冠型线复杂,结构易发生变形,尤其是大直径的上冠在铸造及热处理后常常会因为变形而导致大面积缺肉。由于上冠结构复杂,校正的效果不佳,一般都是通过堆焊长肉的方式将缺肉位置进行焊补,但大面积焊补往往会带来二次变形。如何控制大面积堆焊过程中的变形,是急需解决的一个现实问题。
1上冠主要参数
某水电项目上冠最大直径约9 m,高度约2 m,内过流面翼展长度约2 m,是迄今为止国内生产的最大的水电上冠。因在前期生产过程中发生变形,致使粗加工后出现大面积黑皮,缺肉量折合钢水重量约6 000 kg,是迄今为止二重所生产水电产品中,缺肉量最大的。由于粗加工留量为15 mm,所以焊接变形必须控制在15 mm以内。此外由于该件焊后要进行超声检测,在控制变形的同时还需要注意焊接质量,避免因反复焊接而增大变形的概率。上冠结构示意图如图1所示。

图1 上冠结构示意图
2防变形拉筋的设计及装焊
拉筋装焊流程为:装焊固定拉筋→拉筋装焊位置堆焊→装焊防变形拉筋。
在装焊防变形筋板前,必须先在装焊筋板位置堆焊出基准台。为防止在堆焊基准台过程中上冠发生变形,在不焊基准台的位置均布6根临时筋板,具体见图2,待基准台堆焊完成后装焊随形防变形筋板。
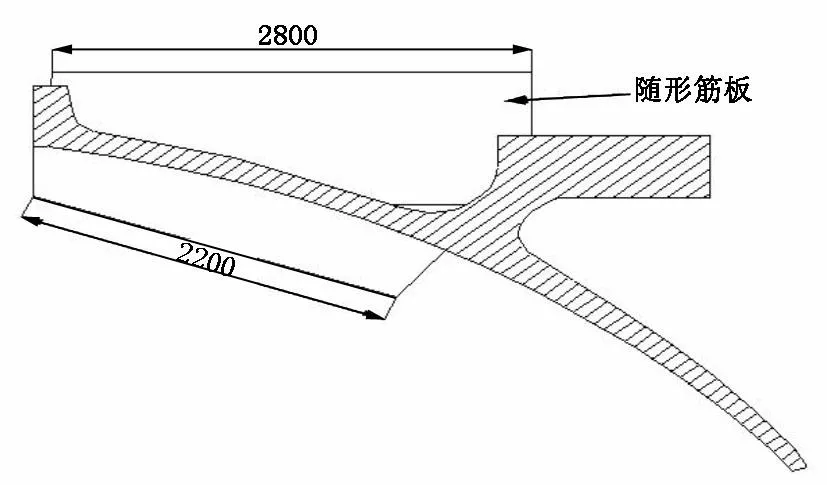
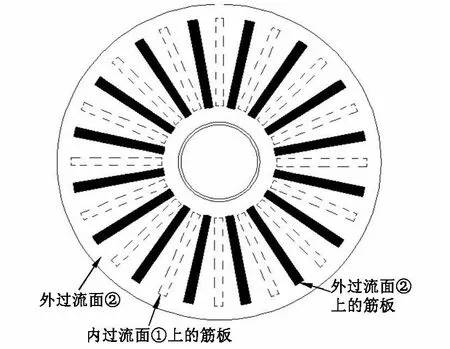
图2 拉筋装焊示意图
3设计专用加热辅具
因为该上冠直径过大,为保证焊接质量同时避免加热不均带来的变形影响,根据铸件形状制作了专用加热辅具,如图3所示。
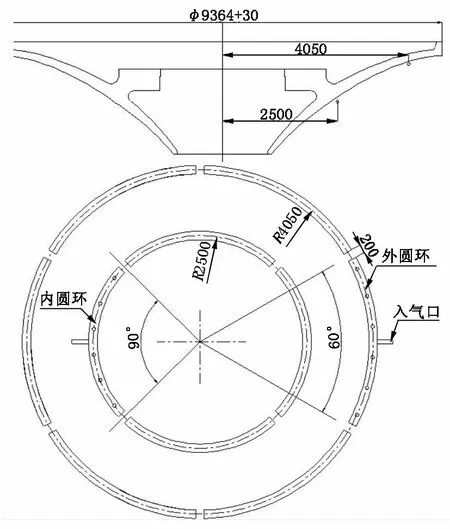
图3 专用加热装置
4变形监控
(1)采用三维测量技术,对整个上冠尺寸每3天测控一次,准确掌握变形情况。
(2)采取在上冠四周设立标尺的方式,直观的监控变形情况,但该方法仅能监控一个方向的变形,只能起到预警作用。
(3)根据该上冠补焊过程中变形状况,确定将∅4 380 mm内法兰平面作为整个测量监控工程的基准平面,将加工孔∅2 710 mm的圆心作为测量数据与设计数模比对的坐标系原点。在内法兰面(∅4 380 mm平面)均布焊接6个测量复位点,以保证任何一次的测量都能实现坐标系统一。
(4)以∅4 380 mm构成的内法兰为测量基准,将测量系统的复位基准设置在该平面,确保测量基准的准确性和数据的有效性。
(5)采用在内过流面上焊接固定的检测点(整个内过流面均匀分布8道监测线,每道监测线由3个测量点构成,共计设置24个变形监测点),对整个内过流面在补焊过程中的变形状况进行定期监测。
5焊接工艺控制
为了减少焊接变形,焊接工艺参数的控制是关健所在。堆焊采用本体同材质焊材,以CO2气体保护焊为主,并依据焊接工艺评定,将焊接参数控制在中下限,减少热输入。在人员安排时,要求多人同时操作,且均匀分散施焊,并根据变形监测数据实时对焊接位置进行调整。
6分次热处理
焊接应力是焊接变形的主要应力来源,若待全部堆焊完成后再进炉消应,一方面为充分去除
应力,消应时长肯定会较长,二次变形隐患大。此外,在整个焊接过程中,在刚性固定下,焊缝应力不能及时的释放,到达一定极限时可能会产生裂纹缺陷或更大的变形,所以综合考虑下,采取了分次消应的方式,中途现场进行了3次整体进炉消应热处理,并且在消应过程中由于应力的释放以及装炉位置的调整,部分焊接变形位置得到了一定恢复,效果良好。
7结论
易变形件在大量施焊时,变形是必须重点考虑的一个问题,而单纯的采用一种或两种防变形措施是无法实现较好的变形控制的。只要我们合理安排焊接工艺、防变形工装、专用加热辅具和消应热处理措施,就能很好地控制上冠变形。
编辑杜青泉
Deformation Controlling of Heavy Hydropower Crown
During Build-up Welding Process
Xie Junhu
Abstract:By preparing the welding process reasonably, adopting the deformation preventive tooling and the specialized heating appliance, and taking the stress relief heat treatment process as measures, the deformation problem of crown during the build-up welding process in the range of large area has been solved successfully.
Key words:crown; build-up welding; deformation controlling
作者简介:谢军虎(1986—),男,本科,焊接工程师,从事大型铸锻件焊接及焊补工艺技术研究。电话:15881466760,E-mail: xjhwhut@163.com
收稿日期:2015—08—19
中图分类号:TG245
文献标志码:B
猜你喜欢
山东冶金(2019年3期)2019-07-10 00:54:06
建筑建材装饰(2016年8期)2016-12-29 18:42:19
中国科技博览(2016年24期)2016-12-28 11:25:51
科学与财富(2016年18期)2016-12-22 18:36:38
中国新技术新产品(2016年22期)2016-11-29 05:52:09
中国新技术新产品(2016年22期)2016-11-29 05:31:40
科学与财富(2016年28期)2016-10-14 21:04:54
新世纪水泥导报(2016年1期)2016-07-01 04:00:41
广西科技大学学报(2016年1期)2016-06-22 13:10:37
焊接(2016年6期)2016-02-27 13:04:57
