
大型电机磁轭锻件的制造
2016-02-29 06:58:20孙统辉秦红付李春辉汪雨昌于慎东
大型铸锻件 2016年1期
关键词:力学性能
金 明 孙统辉 秦红付 刘 旺 李春辉 汪雨昌 于慎东
(中信重工机械股份有限公司铸锻研究所,河南471003)
大型电机磁轭锻件的制造
金明孙统辉秦红付刘旺李春辉汪雨昌于慎东
(中信重工机械股份有限公司铸锻研究所,河南471003)
摘要:针对大型电机磁轭锻件的技术要求,分析锻件生产过程中的技术难点,制定了优化的冶炼工艺及锻造工艺,成功生产出满足要求的磁轭锻件。
关键词:磁轭锻件;冶炼工艺;锻造工艺;力学性能

磁轭是大型电机上的关键部件,其重量占发电机总重的15%,主要作用是产生转动惯量和固定磁极[1]。电机运转时产生巨大的离心力由磁轭本体来承受,因此对磁轭的质量要求较高。目前中小型电机的磁轭普遍应用铸钢件或用中等厚度的钢板拼接而成,存在质量难保证、成本高、采购周期长等问题。采用锻件产品不仅能够更好地满足电机在各种运行工况下的力学性能要求,而且在我公司强大的制造能力保证下,缩短了生产周期,降低了成本。
1磁轭锻件主要技术要求
40Mn钢磁轭锻件尺寸规格为∅2 375 mm/∅700 mm×1 660 mm,锻件单重52.76 t,采用80.5 t的钢锭锻造,钢锭利用率达到65.54%。为了满足技术标准要求,制定了优化的工艺并对生产操作进行严格要求。
1.1化学成分要求
化学成分要求见表1。
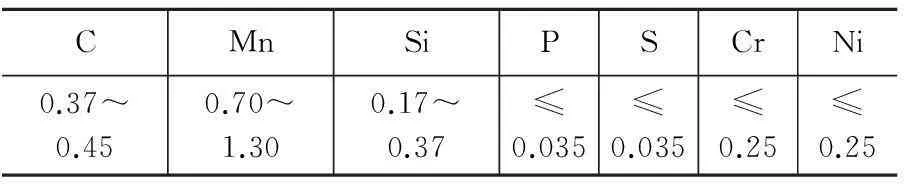
表1 磁轭锻件用钢的化学成分要求(质量分数,%)
1.2力学性能要求
主要力学性能应满足表2的规定。

表2 磁轭锻件用钢的力学性能要求
1.3检测要求
超声检测应符合以下要求:(1)锻件应无裂纹、白点、缩孔等有害缺陷。(2)锻件不允许有当量直径大于∅6 mm的非金属夹杂物存在。(3)锻件不允许有游动缺陷信号存在。(4)锻件不允许有密集性缺陷存在。
2锻件生产的技术难点
2.1冶炼方面
磁轭锻件要求S、P含量及残余元素含量较低。主要合金元素的控制范围较窄,并且要求较高的纯净度。气体含量、脱硫脱氧形成的夹杂物及耐火材料等外来夹杂物要尽可能的少,这些都给冶炼带来较大的难度。
2.2锻造方面
为了确保磁轭锻件的质量,除了严格控制冶炼过程外,还需严格执行锻造工艺。采用WHF锻造法,保证锻透锻件心部。坯料冲孔,降低锻件心部的冶金缺陷。同时采用优化的锻后热处理工艺,避免组织的不均匀性,并提高锻件的超声检测性能。
3磁轭锻件生产工艺过程及控制措施
3.1冶炼工艺
综合考虑磁轭锻件的冶炼难点以及公司的生产能力,采用目前非常成熟的双真空冶炼工艺:EBT电炉初炼→LF精炼→VD真空处理→VC真空浇注。为保证将残余有害元素控制在尽可能低的范围,采用优质的生铁等原料进行冶炼。为满足力学性能指标,优化了磁轭锻件的化学成分,并加入了合金元素Nb,起到了细晶强化的作用[2],提高了磁轭锻件的抗拉强度和屈服强度,同时也能改善钢的韧性。在冶炼过程中,采用了先进的夹杂物控制技术——首创的滑动水口中间包真空浇注技术。在钢锭浇注过程中,精炼中间包具有普通精炼包和中间包双重功能,减少了倒中间包的环节,避免了钢水在倒包过程中的二次污染,纯净了钢液,提升了钢锭质量。同时减少了钢包用量,降低了生产成本,减轻了工人劳动强度。
3.2锻造工艺
根据磁轭锻件的锻造难点及特点,在生产过程中采取以下措施:(1)钢锭热送,采用高温扩散加热工艺,有效均匀合金元素,减轻钢锭的枝晶偏析[3]。(2)采用WHF法拔方时严格控制砧宽比和压下量,达到破碎铸造组织和压实心部的目的。(3)坯料冲孔时,先采取旋压的方法锻至工艺尺寸,再进行冲孔拔长至工艺高度,既降低锻件心部缺陷,也严格控制了锻造尺寸。(4)严格执行锻后热处理工艺,采用两次正火和一次回火的工艺,如图1。消除锻造过程中产生的应力,改善锻件的粗大组织,降低了金相组织的不均匀性,长时间的高温回火细化了晶粒,避免形成网状碳化物而导致冲击韧性降低,并提高了锻件的超声检测性能。(5)磁轭锻件具体工艺步骤如下:Ⅰ火加热→压钳口→倒棱→气割锭尾;Ⅱ火加热→镦粗→
WHF法拔方→四方倒八方→滚圆→气割下料;Ⅲ火加热→镦粗→旋压→冲孔→滚圆拔长→修整。
4检测结果
经过严格的生产过程控制,成功制造了磁轭锻件,其化学成分符合标准要求。在粗加工后,取试样进行力学性能检测,检测结果见表3。磁轭锻件经超声检测符合标准要求,未发现可记录缺陷。从检测结果来看,生产的磁轭锻件完全达到标准要求。
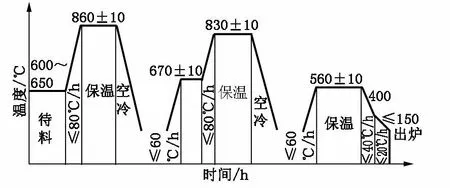
图1 磁轭锻件锻后热处理工艺图

取样位置Rm/MPaRe/MPaA5(%)Z(%)KU/J切向0°切向180°65866637138024.52851496656
5结论
通过对磁轭锻件材料成分、冶炼工艺、锻造工艺的优化及操作过程的控制,生产出了满足技术要求的大型电机磁轭锻件,为提高公司的市场竞争力打下了坚实的基础。
参考文献
[1]张天德.水轮发电机磁轭、磁极冲片的材料与制造.东方电机,2013(5):17-19.
[2]王祖滨,东涛,等.低合金高强度钢.原子能出版社,1996.
[3]姚泽坤.锻造工艺学.西安:西北工业大学出版社,1998.
Production of Magnet Yoke Forging for Heavy Motor
Jin Ming, Sun Tonghui, Qin Hongfu, Liu Wang,
Li Chunhui, Wang Yuchang, Yu Shendong
Abstract:Against the technical requirements of magnet yoke forging for heavy motor, by analyzing the technical difficulties appeared during the production process of forgings, the optimized smelting process and forging process have been prepared. Meanwhile, the magnet yoke forging, which is satisfied the requirements, has been manufactured successfully.
Key words:magnet yoke forging; smelting process; forging process; mechanical property
作者简介:金明,工程师。电话:18736277409,E-mail: jinming8674@163.com
收稿日期:2015—08—11
中图分类号:TG316
文献标志码:B
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山东冶金(2019年3期)2019-07-10 00:54:00
中国铸造装备与技术(2017年3期)2017-06-21 11:33:46
中国塑料(2016年6期)2016-06-27 06:34:16
西安工程大学学报(2016年2期)2016-06-05 12:25:17
中国塑料(2015年12期)2015-10-16 00:57:14
中国塑料(2015年9期)2015-10-14 01:12:26
中国塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
