
P91超临界锅炉用钢的试验研究
2016-02-29 06:58:17王喜春李道志
大型铸锻件 2016年1期
关键词:超声检测
王喜春 于 英 李道志 王 洋
(大连特钢公司锻钢厂,辽宁116105)
P91超临界锅炉用钢的试验研究
王喜春于英李道志王洋
(大连特钢公司锻钢厂,辽宁116105)
摘要:通过对工艺路线、锻造温度范围、变形量、每道次压下量和热处理去氢时间等参数的确定,制定出P91钢的锻造工艺、热处理工艺,为生产更高级别的不锈钢产品积累了经验。
关键词:P91;锻造工艺;热处理工艺;超声检测
P91是主要用于火电厂高温受压部件的材料,我国电站锅炉向大容量、高参数方向迅速发展,制造大容量、高参数亚临界和超临界锅炉所需要的系列合金钢管必将会越来越多[1]。2015年3月,本公司结合以往经验,制定出P91钢加热、锻造和热处理工艺,最终将3炉P91钢成功锻出。
1主要技术参数
试验钢种的成分要求见表1。
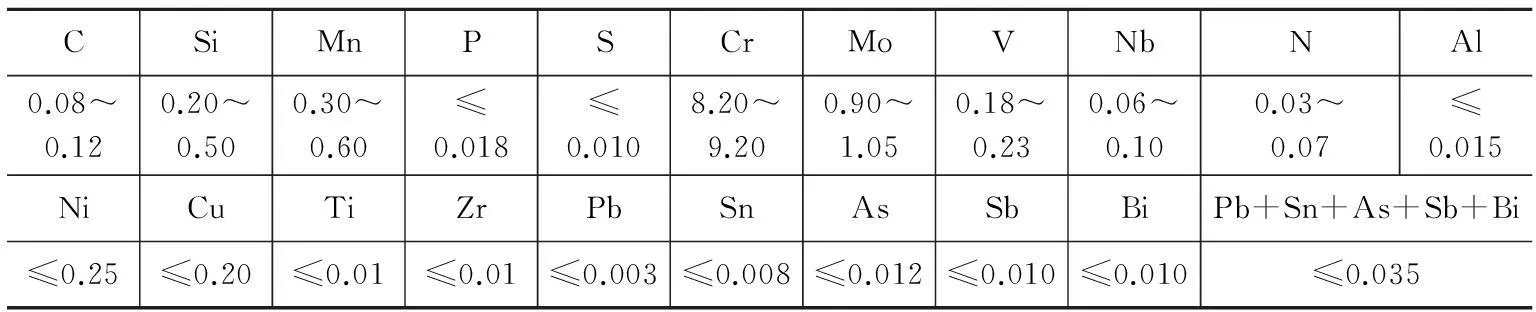
表1 P91的成分(质量分数,%)
生产工艺路线为:模铸锭→钢锭红转→锻造成材→红装退火→车光→检测→检查→包装→交付。锻件的规格为∅1 000 mm、长2 700 mm,在生产中选用21 t电炉锭。
2生产工艺
2.1加热工艺
该钢热传导系数低,在实际操作中易产生表面裂纹和心部裂纹,加热要严格控制始锻温度和保温时间,同时还要防止钢锭加热造成的过热和过烧,该钢种的加热曲线如图1所示。
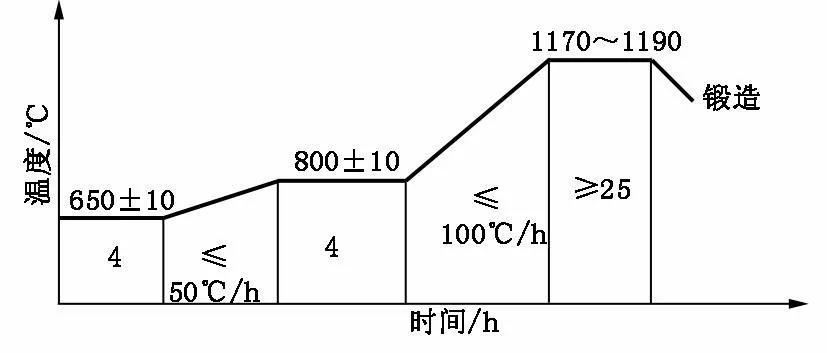
图1 P91加热工艺曲线
加热工艺规定钢锭需高温红转装炉,控制升温速度,高温段较长时间保温,保证均温透烧,防止钢锭镦粗和拔长时产生裂纹等缺陷。
2.2锻造工艺
首先,锻造比确定为≥2.5。合理的锻造比,不但能获得细小均匀的组织,还能够提高力学性能、抗晶间腐蚀性能,降低锻造变形难度。其次,为避免锻造开裂,又要满足锻造比的要求,必须采用合理变形量的镦-拔变形过程。同时,防止出现过大的拉应力,以避免产生拉裂。工艺规定出每道次的压下量,根据温降速度确定了每火次的变形量、中间停锻温度、返炉加热温度、保温时间以及最后一火次的变形量控制[2]。锻造工艺参数见表2。
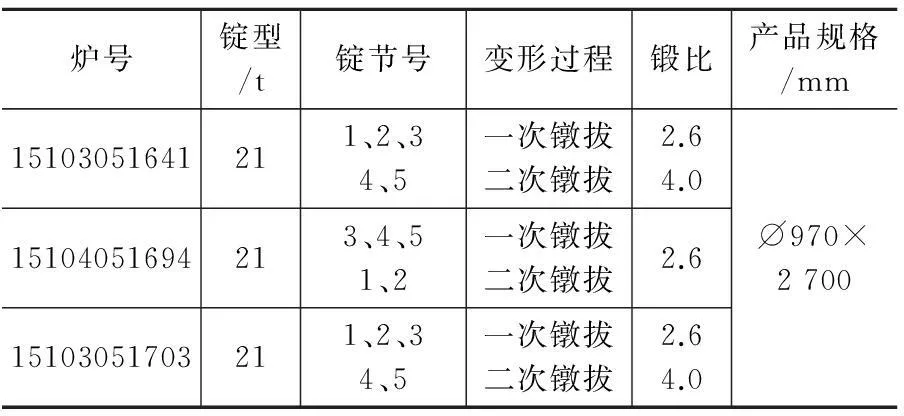
表2 P91钢锻造工艺参数
钢锭开锻温度≥1 050℃,终锻温度≥850℃。锻造拔长时需高温倒棱,拔长压下量按100 mm控制,每火次变形量≤300 mm,最后一火次临界变形尺寸留12%~18%的变形量。每火次返炉保温时间≥3 h。
2.3热处理工艺
为降低P91的硬度,防止产生白点等问题,锻造后需进行退火处理 。退火炉提前点炉进行高温待料,P91锻材锻后红送退火炉,30 min内装退火炉。为对比650℃温度下去氢退火时间对去氢效果的影响,设定去氢时间分别为0 h、60 h和90 h。具体锻后退火工艺按照图2执行。
2.4超声检测
按照GB/T 6402 II级进行检测(使用1 MHz探头),具体检测情况见表3。
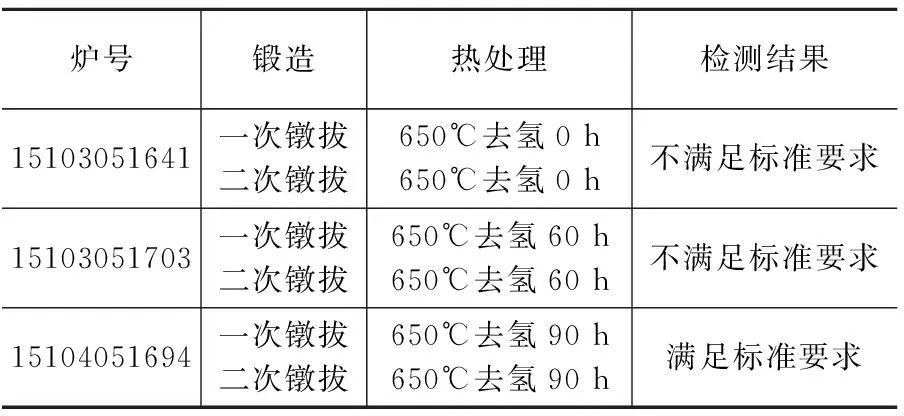
表3 P91钢超声检测结果
3分析与讨论
从这3炉检测情况看,合理的锻造工艺和热处理工艺可满足产品要求。锻造时,合理地控制压下量和锻造温度能有效避免和减轻表面裂纹。锻造过程中采用一次镦粗和二次镦粗对检测的波形影响不大。锻后退火去氢时间90 h时,组织较均匀,检测时杂乱反射波较少,可以发现∅4.0 mm以上缺陷。去氢60 h时钢材可发现∅5.0 mm以上缺陷,组织不均匀且不易分辨缺陷波。未进行去氢处理的锻材波形介于上述两者之间。

图2 P91热处理工艺曲线
4结论
锻材成功生产,说明工艺路线是可行的。 通过分析检测波形发现,锻造时镦粗一次与镦粗两次对检测结果没有大的改善及影响,去氢时间90 h时组织较均匀。今后可针对不同的客户需求,采用不同的热处理方式。
参考文献
[1]苏俊. 高压锅炉管的研究. 发电设备,2008(9).
[2]于英,李道志,王喜春. Z2CND18-12N.S阀门钢锻造工艺探讨. 大型铸锻件,2013(01).
编辑杜青泉

《第十九届国际锻造师会议论文集》征订
国际锻造师会议是当今世界上锻件制造领域高水平的技术交流会,在全球锻造行业具有很大的影响力。第19届国际锻造师会议已于2014年9月29日至10月2日在日本千叶县召开,来自日本、美国、德国、英国、法国、韩国、意大利、中国和印度的代表在会上做了技术交流。我们根据会议交流情况编译出版了《第十九届国际锻造师会议论文集》,内容涉及国际锻造行业市场形势、设备情况与技术发展水平,对锻造及相关行业的科研开发、生产技术以及设备改造具有非常实际的指导意义。该文集共476页,收录论文120余篇,订价¥600.00元/本。请需要购买的企业或个人与我们联系。
另有少量《第十八届国际锻造师会议论文集》库存,订价¥200.00元/本。
联系电话:(0838)2340101,2342462
电子邮箱:dxzdj@126.com
联 系 人:李韦萤杜青泉生产技术
Experimental Research on P91 Supercritical Boiler Steel
Wang Xichun, Yu Ying, Li Daozhi, Wang Yang
Abstract:By determining the following parameters, such as process route, forging temperature range, deformation amount, reduction of each pass and dehydrogenation time etc., the forging process and the heat treatment process of P91 steel has been prepared, so as to gather the experience of manufacturing the higher grade stainless steel products.
Key words:P91; forging process; heat treatment process; ultrasonic test
收稿日期:2015—05—18
中图分类号:TG316
文献标志码:B
猜你喜欢
中国科技博览(2016年30期)2017-04-07 09:31:50
中西医结合心血管病电子杂志(2016年25期)2017-03-03 02:17:10
中国新技术新产品(2017年1期)2017-01-20 17:21:03
中国实用医药(2016年27期)2016-11-30 11:20:54
中西医结合心血管病电子杂志(2016年11期)2016-11-17 22:43:00
科技视界(2016年22期)2016-10-18 15:12:59
科学与财富(2016年28期)2016-10-14 18:22:07
科技与创新(2016年2期)2016-01-19 11:21:46
中外医疗(2015年28期)2015-12-02 02:37:56
科技视界(2015年29期)2015-10-19 12:46:50
