法兰拼焊焊接防变形的控制与探讨
2016-10-14 21:04李儒富
科学与财富 2016年28期
摘 要:法兰焊接过程中的变形主要包括角变形、圆度变形和扭曲变形。不同类型的变形原理不尽相同。角变形的控制主要方法包括坡口设计、对称焊接、水平翻边焊接和选择合理的焊接参数,圆度的变化控制主要通过预测收缩量,预留空间,通过退焊法、对焊法、跳焊法来进行焊接可以有效控制扭曲变形。在焊接过程需要消除摩擦力、重力的影响。
关键词:法兰,拼焊,变形控制
引言
法兰通常是通过焊接拼接而成,焊接质量的好坏直接影响到法兰的品质。因此,需要对法兰焊接变形的原理进行分析,从而给出防止法兰焊接变形的方案。
1法兰焊接变形原理
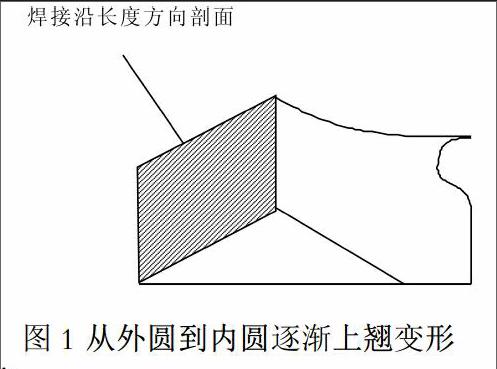
法兰焊接过程中的变形主要包括角变形、圆度变形和扭曲变形。不同类型的变形原理不尽相同。角变形发生的主要原理是焊缝截面的宽度大小不一致,造成横向收缩量出现差异,发生焊件的平面偏移,最终导致两侧向上翘起一个角度。角变形主要发生在拼接焊缝截面不对称或没有采取正确的焊接工艺的情况下,发生焊缝区沿板材厚度方向发生横向收缩引起角变形。法兰圆度变形主要是由于拼接焊缝时法兰发生横向收缩,由四瓣拼焊而成的法兰中多条焊缝的收缩量最终导致圆度发生变形。法兰的扭曲变形发生的主要原因是进行长条板对接焊缝时,较长的焊缝发生横向收缩,分布不均匀,在内圆沿直径方向从外圆到内圆逐渐上翘,而远离焊缝的地方基本上不变形,这样就产生了扭曲变形。
2法兰焊接方案
2.1 角变形控制方案
角变形的控制主要方法包括坡口设计、对称焊接、水平翻边焊接和选择合理的焊接参数。坡口设计是影响角度变形的关键因素,一条焊缝的坡口形状直接关系到变形量的大小一般采用焊缝金属含量较小的对称双U型或者对称双Y型坡口焊缝,焊接的角变形最小。对称焊接是将焊缝点焊固定后,再用天车将法兰悬挂,对法兰的两面同时进行焊接作业,保证焊接的脸面收缩量保持对称一致,从而抵消角变形。水平翻边焊接适用于需要拼焊的法兰数量较多时,受天车数量限制对称焊接无法实现时,先将法兰焊成一个圆环,然后水平放置,焊接一面后,翻转另一面焊接,并产生相互抵消的角变形,如此反复多次翻边焊接,直至焊接完成。焊接参数的选择也是放置角变形的重要手段。在法兰焊接中一般均为多层焊接,焊接的第一面要求电压较小,电流合适,较小热量,控制角变形量。
2.2 圆度变化的控制方案
圆度的变化控制主要是通过实验和计算的方法来预测焊缝的横向收缩量,从而预留出法兰的收缩余量,有效控制半径的减少变化,从而控制圆度的变化。例如,在拼焊一个法兰,通过实验和计算预计焊缝收缩为3mm,而法兰的边长收缩的和为12mm,这样在焊接的过程中每一遍会预留1.5mm的直边,是圆度的变化在我们的控制范围内。
2.3 扭曲变形的控制方案
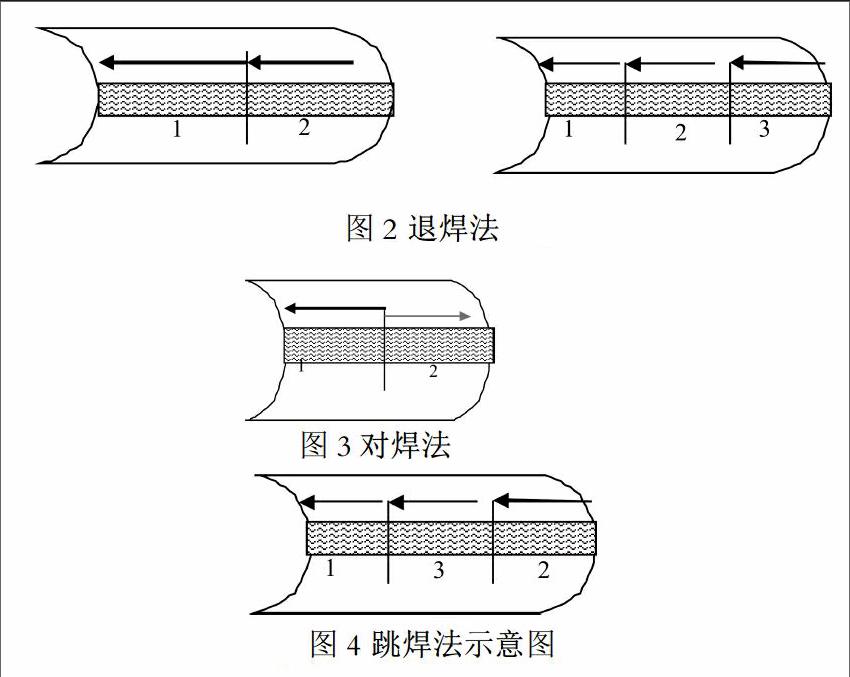
扭曲变形也是在法兰焊接过程中需要重点控制的变形,通常技术人员会通过退焊法、对焊法、跳焊法来进行焊接,以降低扭曲变形的程度。
退焊法主要采用如图2所示的方法,可以分为两段或三段进行退焊,每一段的焊接顺序如图中箭头所示,从右向左一次焊接。
对焊法采用图3中所示的两段焊缝焊接方向相反的焊接。
跳焊法:焊接顺序如图4所示先焊接左部1,再焊接右部2,最后焊接中部3。
3预防法兰焊接变形措施
3.1锤击措施
锤击法主要在法兰焊接的最后几层中使用,通过锤击的方法消去部分残余应力,为后续的热处理最好准备,减小热处理过程中的变形量。锤击可实现法兰上下、左右收缩量的微变,达到很好的锤击效果。在法兰的下端锤击密度要适当加大,减小拱量,内侧锤击密度大会造成法兰焊缝处外径减小。
3.2消除摩擦力影响措施
摩擦力的存在对法兰焊接的效果具有重要的影响。通常采用的消除摩擦力影响的方法式在法兰下面垫上聚四氟乙烯塑料片以减小摩擦系数,降低法兰与支架之间的摩擦力,减小摩擦力对法兰焊接变形的影响。
3.3 消除重力影响措施
除了摩擦力外,重力对法兰焊接的效果也有一定的影响,重力的存在会造成法兰在焊接过程中上拱量增大。消除重力影响的主要措施是焊至两层后,通过千斤顶支撑焊缝中央,撤销重力对法兰上拱量的影响。
结语
法兰焊接过程中的变形主要包括角变形、圆度变形和扭曲变形,不同类型的变形原理不同。一般通过坡口设计、对称焊接、水平翻边焊接和选择合理的焊接参数进行角度变形控制,圆度的变形控制主要通过预测收缩量,预留空间,退焊法、对焊法、跳焊法是进行扭曲变形控制的有效防范。在焊接过程需要消除摩擦力、重力的影响,并通过锤击减小变形。
参考文献
[1]戚建伟. 大直径法兰拼焊平面度变形控制[J]. 金属加工:热加工, 2014(18):42-43.
[2]肖巨全. 拼焊法兰焊接变形和控制[J]. 山东化工, 2013, 42(6):56-57.
[3]徐金, 杨建伟, 张璞,等. 拼焊顺序对大型焊接机壳中分法兰变形的影响[J]. 风机技术, 2014(3):57-61.
[4]陈子育. 大直径压力容器法兰的拼焊工艺[J]. 特种设备安全技术, 2014(5):20-20.
[5]高永君, 刘坚宏, 张斌,等. 风力发电塔架法兰与筒体焊接变形预防控制技术分析[J]. 风能, 2014(2):116-119.
作者简介:
李儒富(1981.09--),男,广东省阳春人,大学专科,毕业于广东工业大学,助理工程师,研究方向:机械设计.
猜你喜欢
汽车维修与保养(2021年12期)2021-03-08
汽车维修与保养(2020年10期)2021-01-22
制造技术与机床(2018年9期)2018-09-19
建材发展导向(2016年6期)2017-01-17
建筑建材装饰(2016年8期)2016-12-29
石油化工建设(2016年6期)2016-02-27
现代制造技术与装备(2015年4期)2015-12-23
石油工程建设(2014年5期)2014-03-20