TA2纯钛焊接管无缝化处理及焊缝组织和性能分析
2016-02-17 06:12张良玉刘守田
钛工业进展 2016年6期
张良玉,李 华,刘守田
(张家港华裕有色金属材料有限公司,江苏 苏州 215627)
TA2纯钛焊接管无缝化处理及焊缝组织和性能分析
张良玉,李 华,刘守田
(张家港华裕有色金属材料有限公司,江苏 苏州 215627)
以φ23 mm×0.7 mm的TA2纯钛焊接管为原料,研究了不同冷轧加工率对管材焊缝组织的影响,优选出冷加工率达到34%焊接管材,进行了后序的除油酸洗和真空退火处理。对比分析了经冷轧→除油酸洗→真空炉退火处理的焊接管与冷轧无缝管力学性能及工艺性能的差异。结果表明,TA2纯钛焊接管经过无缝化工艺处理后,焊缝粗大的铸态组织和过热的魏氏组织完全消除,为细小、均匀的等轴组织,与基体组织趋于一致;与冷轧无缝管相比,其抗拉强度、屈服强度、延伸率略高或相当;反向展平、扩口、压扁等工艺性能也无明显差异,有望取代冷轧无缝管。
TA2纯钛焊接管;冷轧无缝隙管;无缝化处理工艺;间隙元素
0 引 言
钛被誉为“第三金属”,是高新技术领域具有重要战略意义的新兴金属材料。钛作为结构材料,具有密度小、比强度高、耐腐蚀、无磁性等一系列优点,广泛用于航空航天、核电、造船、石油、化工、冶金、海洋工程等领域[1-5]。
在化工、发电、海水淡化等工业领域大量使用的薄壁钛管材有无缝管和焊接管2种。相对于焊接管材生产,无缝管生产工序多、周期长、成材率低、成本高,尤其是生产超薄、超长管材更加明显。而焊接管材生产是以冷轧钛带为原料,经分条、卷焊而成,因此生产工序少,周期短,成材率高,成本低。特别是生产超长、超薄的管材优势愈加明显。
但是由于焊接钛管材的焊缝及其热影响区域组织粗大,呈铸态组织,导致焊缝处的性能比基体差[6-7]。另外,焊接管材外表面的焊缝余高,会影响换热管与管板胀接的贴合性,贴合不好会影响管板的使用寿命;而内表面的焊缝余高,会成为内部流动介质冲刷的应力集中点,使管材耐冲刷腐蚀性能降低。因此,焊接管材虽然能够满足火电厂、海水淡化装置等热交换器的使用要求,却不能够满足条件更为苛刻环境的使用要求。为了解决这一问题,本研究探讨了通过冷轧加工及后序的热处理来消除焊缝对管材性能影响的可行性,以期进一步扩大纯钛焊接管材的应用领域。
1 实 验
1.1 坯料
以进口日本住友公司0.7 mm厚的二类纯钛带作为焊接管材的原料。经分条,在张家港华裕有色金属材料有限公司自动化焊管生产线上加工成φ23 mm×0.7 mm的焊接管,切取3 000 mm的定尺3支,经涡流探伤、宏观检查、尺寸检查和水压试验合格后,作为后序无缝化处理的管材坯料。
在焊管坯料上切取高度为5 mm的环形试样,观察管材横截面上的焊缝组织。在管材焊缝处切削化学成分分析试样,分析焊缝处间隙元素的含量。按国家标准切取拉伸、扩口、压扁和反向展平试样,测试管材的拉伸性能,进行扩口、压扁和反向展平试验。
1.2 无缝化处理
无缝化处理工艺流程为:焊管坯料→不同加工率的冷轧→除油酸洗→真空炉退火。将3支φ23 mm×0.7 mm×3 000 mm的焊接管材在LD30多辊冷轧管机上分别冷轧成φ22 mm×0.6 mm、φ21 mm×0.55 mm、φ20 mm×0.5 mm,冷加工率分别达到17%、28%、34%。在冷轧后管材的中间部位,切取高度为5 mm的环形试样,观察冷轧加工率不同的管材横截面上的焊缝组织。选出其中焊缝组织被完全破碎的管材,进行除油酸洗、真空退火(600 ℃×2 h/AC, 升温速率为15 ℃/min),完成无缝化处理工艺。在无缝化处理后的管材中间部位切取长度为5 mm的环形试样,观察管材横断面的金相组织。按照国家标准切取拉伸、扩口、压扁及反向展平试样,分别进行拉伸性能测试以及扩口、压扁、反向展平试验,分析管材的力学性能及工艺性能。在焊缝处切取化学成分分析试样,分析无缝化处理后管材的间隙元素含量。
2 结果与分析
2.1 冷轧加工率的选择
图1给出了经过不同加工率冷轧的TA2纯钛焊接管焊缝处的横截面显微组织照片。由图1a可以看到,焊接管材焊缝处组织与基体组织存在很大差异,两种组织的界限也很明显。基体组织为均匀细小的等轴组织,而焊缝组织由晶粒粗大的铸态组织和过热的魏氏组织组成,接近表面的部位晶粒相对较小,且存在很多针状α相,中间的粗大组织中还夹杂有细小的等轴颗粒。这是由于在焊接过程中,焊缝表面的金属比中间的冷却速度快所致,另外金属的焊接过程属快速熔化和快速冷却的熔焊过程,熔池中存在没有完全液态化的近程有序排列组织,这种组织在冷却凝固过程中成为形核中心,并长大成为细小的等轴组织。
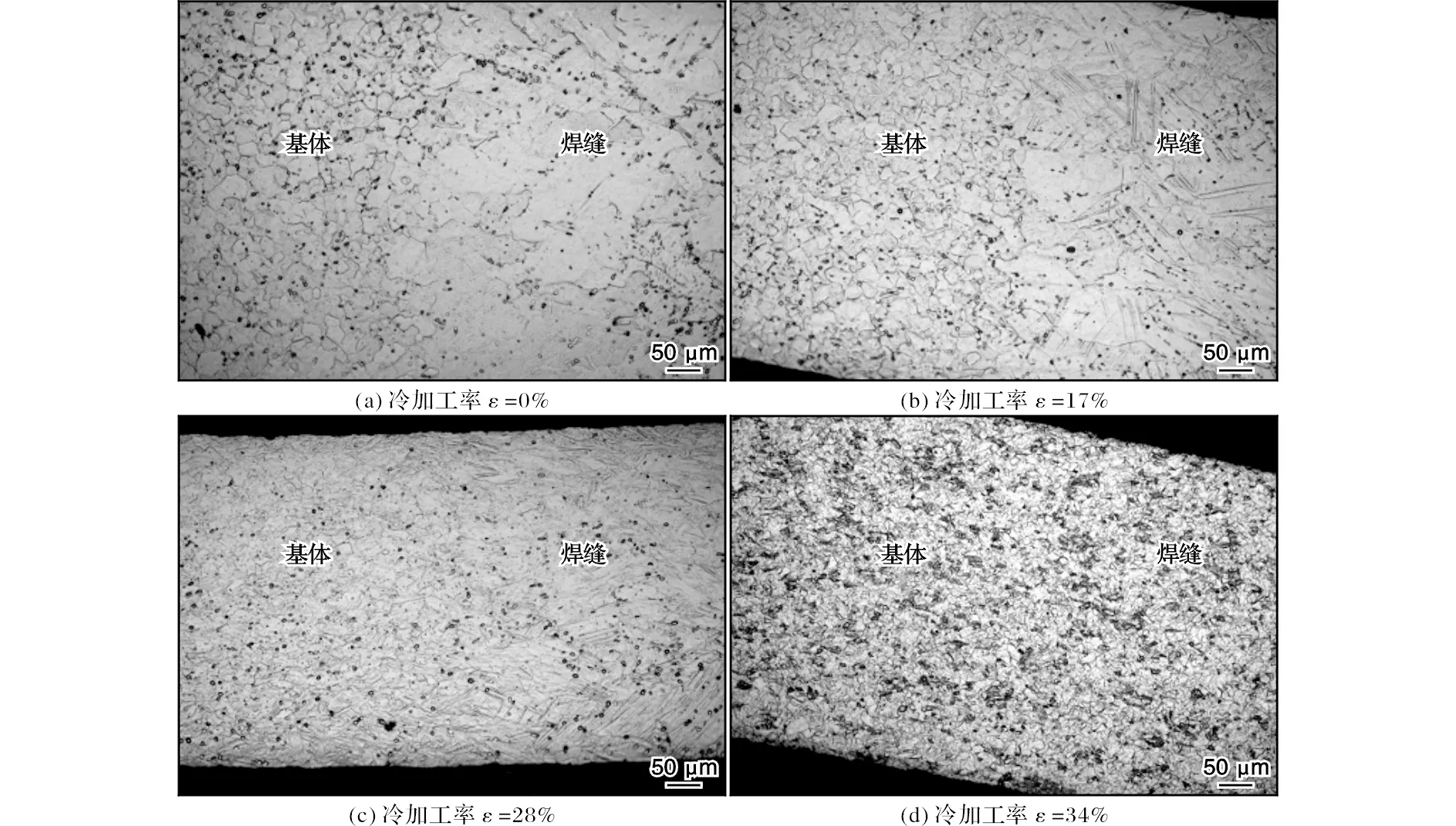
图1 TA2纯钛焊管及经过不同加工率冷轧的TA2纯钛焊管显微组织的照片Fig.1 Microstructures of TA2 pure titanium welded tube and welded tubes with different cold working rates
经过17%冷轧变形的焊缝组织(图1b)与原始的焊缝组织相比,虽然粗大组织有所改变,但是焊接组织与基体组织的差异依然清晰可辨。经过28%冷轧变形的焊缝组织(图1c)与原始的焊缝组织相比,粗大晶粒得到了一定程度的破碎,焊缝和基体的界限模糊,但依然存在变形的粗大铸态组织,仍与基体组织存在一定的差异,通过后续的退火无法完全消除焊缝组织。管材经过34%的冷加工变形后,其焊缝组织(图1d)与原始的焊缝组织相比,粗大的铸态组织和过热的魏氏组织被彻底破碎,热影响区消除,基体和焊缝无法分辨。说明管材经过0.2 mm的减壁冷轧,焊缝组织与基体组织趋于一致,同为冷加工变形组织。预计通过后续的退火处理会基本消除焊接组织对管材性能的影响。因此,只选择了冷轧加工率为34%的TA2纯钛焊接管(φ20 mm×0.5 mm)进行后序的热处理,完成了无缝化处理的全过程,并与未经处理的焊管进行了化学成分、组织和性能的分析对比。
2.2 无缝化处理的焊接管的组织与性能分析
2.2.1 TA2纯钛焊接管无缝化处理前后的化学成分
考虑到焊接和真空热处理工序对其它元素的影响不大,因此仅分析了无缝化处理前后TA2纯钛焊接管的间隙元素含量,结果见表1。由表1可以看出,无缝化处理前后焊接管材焊缝处的间隙元素成分均符GB/T 3625—2007标准的技术要求。无缝化处理后,氢含量由0.002%降到了0.001%,氧含量由0.10%升至0.11%,而C、N没有变化。氢含量之所以下降其原因可能是焊管在真空退火过程中,焊缝处的氢随着温度的升高逸出所致。
表1 无缝化处理前后TA2纯钛焊接管焊缝处的间隙元素含量(w/%)

Table 1 Interstitial element contents of TA2 welded titanium tube before and after seamless processing
2.2.2 无缝化处理前后TA2纯钛焊管的显微组织
图2为无缝化处理前后TA2纯钛焊接管焊缝处的显微组织照片。对比图2a、b可以看出,经过无缝化处理后,TA2纯钛焊接管材焊缝及热影响区粗大的铸态组织和过热的魏氏组织已经完全消除,焊缝组织与基体组织趋于一致,均为细小、均匀的等轴组织,平均粒径接近20 μm。
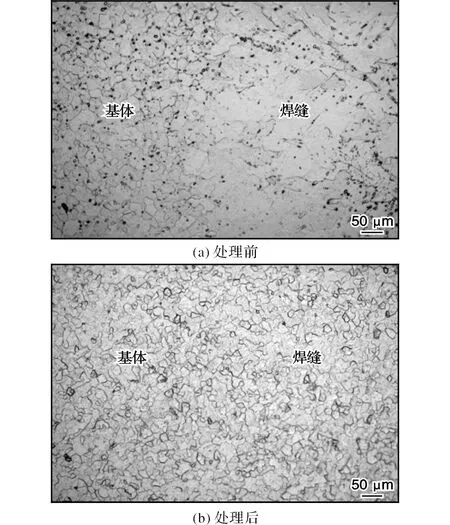
图2 TA2纯钛焊接管无缝化处理前后焊缝处显微组织的照片Fig.2 Microstructures of welded joint of TA2 welded titanium tube before and after seamless processing
2.2.3 无缝化处理的TA2纯钛焊接管的拉伸性能
表2给出了TA2纯钛带、无缝化处理的TA2纯钛焊管及TA2纯钛冷轧管的拉伸性能。与TA2纯钛带原料相比,无缝化处理的焊接管焊缝处的抗拉强度、屈服强度和延伸率均略有提高或相当。这与前面的组织观察结果非常吻合,表明焊接管材经无缝化处理后,焊缝和热影响区组织被完全消除,拉伸性能得到了恢复或提高;与φ20 mm×0.5 mm的TA2纯钛冷轧无缝管相比,无缝化处理的焊接管材抗拉强度和屈服强度也略高,延伸率相当。
表2 TA2纯钛带、无缝化处理的TA2纯钛焊管及TA2纯钛冷轧无缝管的拉伸性能
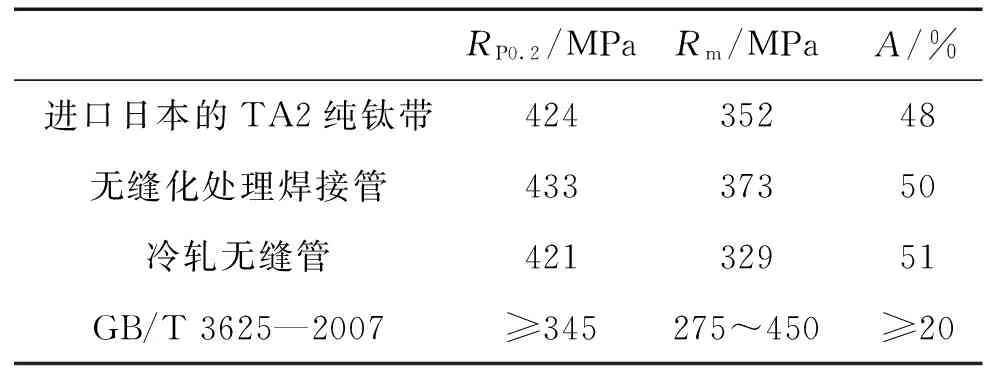
Table 2 Tensile properties of titanium strip, welded tube and tubes after seamless processing
2.2.4 无缝化处理的TA2纯钛焊接管的工艺性能
按照GB/T 3625—2007《换热器及冷凝器用钛及钛合金管》要求,在无缝化处理的TA2纯钛焊接管上取样进行反向展平试验,并与φ20 mm×0.5 mm的冷轧无缝管反向展平试样进行了对比,结果见图3。展平试验是将102 mm的管材沿直径纵向剖开,焊接管要保证焊缝位于180°弧的1/2处,然后反向展平。由图3可见,冷轧无缝管反向展平试样未见有裂纹,而无缝化处理的焊接管反向展平试样在焊缝处也未见有裂纹产生。

图3 TA2纯钛冷轧无缝管及无缝化处理的焊接管反向展平试样的宏观照片Fig.3 Photos of reverse flattening specimens of TA2 welded titanium tube before and after seamless processing
按照GB/T 242—2007和GB/T 246—2007标准在无缝化处理的TA2纯钛焊接管上及φ20 mm×0.5 mm的TA2纯钛冷轧无缝管上取样,进行了压扁和扩口试验,扩口外径>24 mm,压扁距<5.6 mm,结果示于图4和图5。从图4和图5可以看出,无缝化处理的焊接管与冷轧无缝管的压扁试验均符合标准要求,两者没有显著的差异,扩口达到30%以上,两者均未发现有裂纹存在。

图4 TA2纯钛冷轧无缝管及无缝化处理的焊接管压扁试样的宏观照片Fig.4 Photos of flaring specimens of TA2 welded titanium tube before and after seamless processing
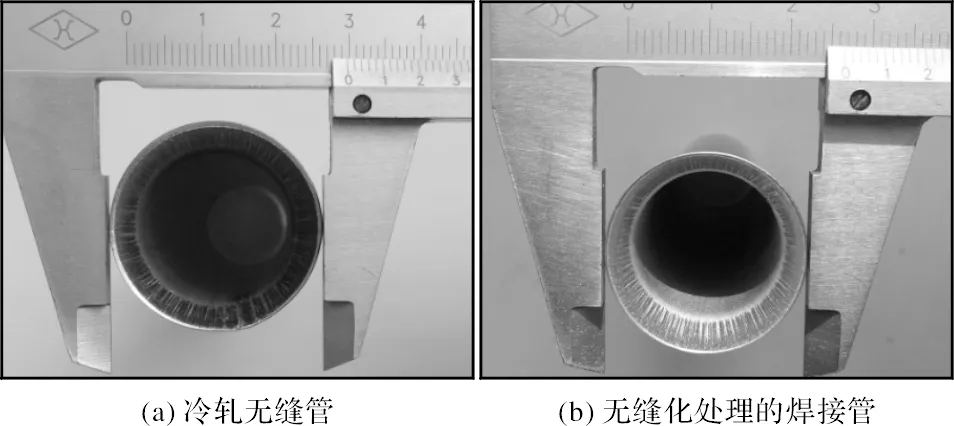
图5 TA2纯钛冷轧无缝管及无缝化处理的焊接管扩口试样的宏观照片Fig.5 Photos of flattening specimens of TA2 welded titanium tube before and after seamless processing
对比无缝化处理的TA2纯钛焊接管和冷轧无缝管反展平、压扁和扩口试验的结果,表明无缝化处理的焊接管材的工艺性能与冷轧无缝管的相当,有望取代冷轧无缝管。无缝化处理的焊接管的耐腐蚀性能否达到冷轧无缝管的水平有待进一步研究。
3 结 论
(1)TA2纯钛焊接管的冷轧加工率达到34%,可完全破碎焊缝粗大的铸态组织和过热的魏氏组织。
(2)TA2纯钛焊接管经过无缝化处理后,焊缝粗大的铸态组织和过热的魏氏组织完全消除,为细小、均匀的等轴组织,与基体组织基本趋于一致;与冷轧无缝管相比,抗拉强度、屈服强度、延伸率略高于或相当;反向展平、扩口、压扁等工艺性能也无明显差异,有望取代无缝管。
[1] 文九巴.材料科学与工程[M].哈尔滨:哈尔滨工业大学出版社,2007:375-377.
[2] 钱九红.航空航天用新型钛合金的研究发展及应用[J].稀有金属,2000,24(3):218-213.
[3] 王金友,葛志明,周彦邦.航空用钛合金[M].上海:上海科学技术出版社,1985:1-10.
[4] Wood R A,Favor R J.钛合金手册[M].刘静安,吴煌良,姚毅中,译.重庆:科学技术文献出版社重庆分社,1983:75-86.
[5] 路开,路金林.一种无缝化钛及钛合金焊接管的生产方法:201210034904.7[P].2013-07-11.
[6] 张毅军.关于中国钛板带投资热的思考[J].钛工业进展,2012,29(5):6-9.
[7] 朱宝辉,胡晓晨,薛长荣,等.采用φ600mm铸锭锻造TC4大规格棒材的组织和性能[J].热加工工艺,2014,43(13:109-112.
Seamless Processing of TA2 Welded Tube and Analyzing of its Microstructure and Properties
Zhang Liangyu, Li Hua, Liu Shoutian
(Zhangjiagang Huayu Nonferrous Metal Material Co.,Ltd.,Suzhou 215627,China)
The effects of cold rolling process on microstructure of welded joint were studied, takingφ23 mm×0.7 mm TA2 pure titanium welded tube as experimental material.The optimal cold working rate was 34%, and the subsequent pickling and vacuum annealing treatment were carried out.The mechanical properties and process performance of cold-rolled seamless tube and welded tube after seamless processing were compared.The results show that, the coarse cast structure and Widmanstatten structure are completely eliminated,while fine and uniform equiaxed grain consistent with matrix structure can be obtained. The tensile strength, yield strength and elongation are slightly higher or equivalent compared with cold-rolled seamless tubes, and no obvious difference are found on reverse flattening, flaring and flattening performance. TA2 welded tube after seamless processing is expected to replace cold-rolled seamless tube.
TA2 pure titanium welded tube; cold-rolled seamless tube; seamless processing; interstitial element
2016-08-21
张良玉(1981—),女,工程师。
TG146.2+3
A
1009-9964(2016)06-0032-04
猜你喜欢
林产工业(2021年10期)2021-11-03
星星·散文诗(2020年25期)2020-12-29
有色金属材料与工程(2020年5期)2020-11-27
阅读与作文(英语初中版)(2020年10期)2020-11-06
星星·诗歌原创(2020年9期)2020-11-06
汽车科技(2020年3期)2020-06-08
钛工业进展(2018年4期)2018-11-22
中小企业管理与科技(2018年7期)2018-11-06
汽车实用技术(2018年19期)2018-10-22
重型机械(2014年2期)2014-05-31