
氧化锆陶瓷与Kovar 4J28合金的金基钎焊研究
2016-02-11 06:50鲁盛会李金英韩月奇姚京苏
贵金属 2016年1期
鲁盛会,李金英,,韩月奇,姚京苏
(1. 中国原子能科学研究院,北京 102413;2. 中国核工业建设集团公司,北京 100037)
氧化锆陶瓷与Kovar 4J28合金的金基钎焊研究
鲁盛会1,李金英1,2,韩月奇1,姚京苏1
(1. 中国原子能科学研究院,北京 102413;2. 中国核工业建设集团公司,北京 100037)
采用Au-Cu-Pt合金钎料带,对氧化锆陶瓷与Kovar 4J28合金进行了钎焊研究,探讨了钎焊温度和保温时间对接头强度的影响,并分析了氧化锆陶瓷与4J28合金的界面结合情况。结果表明,氧化锆陶瓷与Kovar 4J28合金在1040℃保温20 min焊接,得到的焊接器件能够承受最大的剪切强度为85 MPa;在压力差为60 kPa时,封接器件不泄漏。
金属材料;陶瓷学;氧化锆;钎焊;金基钎料
钎焊方法已广泛应用在陶瓷与陶瓷、陶瓷与金属的封接中。常见对氧化锆陶瓷的钎焊研究主要集中在中、低温领域[1-3],钎焊封接器件的使用温度一般在400℃以下,广泛采用的焊料主要为银基焊料。但在实际工作中,某些氧化锆陶瓷封接器件常常需要在 500~800℃的高温条件下工作,如功能氧化锆陶瓷研制的固体燃料电池、氧泵、汽车氧传感器、氧化锆氧分析仪等的封接部位,都需要在500~800℃的温度下工作。选用中、低温的银基钎料难以满足要求[4-5]。部分金基钎料具有抗蚀性强、蒸气压低、有很好的流动性及润湿性等优点[6],若选用熔化温度在900~1100℃的金基钎料,对氧化锆陶瓷与金属合金钎焊封接时,所得到的焊接部件就可以承受上述500~800℃的工作温度[7-9]。目前,国内外采用金基钎料对氧化锆进行高温钎焊研究文献鲜见报道,这使得开展该工作兼具研究价值和应用价值。本文为了得到耐温 500~800℃的功能氧化锆陶瓷钎焊封接件,首先对氧化锆陶瓷进行Pt-Mn金属化预处理,然后采用金基钎料Au95Cu4Pt1对金属化的氧化锆陶瓷与4J28合金进行钎焊研究。
1 实验
1.1 实验材料及仪器
实验材料:钇掺杂氧化锆陶瓷(5YSZ,泛美亚(九江)高科技有限公司);Kovar 4J28合金(北京北冶功能材料有限公司);Au95Cu4Pt1合金钎料(北京有色金属与稀土研究所),厚度0.05~0.30 mm。
实验仪器:超声分散仪(KQ2200DE型,昆山市超声仪器有限公司);硅钼炉(KSS1700型,洛阳鲁威窑炉有限公司);硅碳真空炉(KSS1400型,洛阳鲁威窑炉有限公司);气体泄漏检测仪(HLT3200型,北京拓奇星自动化技术);电子万能试验机(CSS-44100型,长春实验机所);扫描电子显微镜(JSM-6700型,日本株式会社)。
1.2 实验方法
实验选用摩尔分数为 5%氧化钇掺杂的氧化锆陶瓷,尺寸为9×9×10 mm。将Pt-Mn金属化浆料涂覆在氧化锆陶瓷基体表面,放入高温硅钼炉中烧制待用。Kovar 4J28合金尺寸为10×10×3 mm,将合金钎焊面经7号砂纸打磨后于丙酮中仔细清洗,再用去离子水清洗,烘干,待焊。
将上述材料按照Pt-Mn金属化的氧化锆功能陶/钎料/Kovar 4J28合金的顺序夹装好,然后放入真空炉中钎焊封接。钎焊时真空度为3×10-3Pa,以5℃/min的速度升温到990~1050℃之间的预先设定的温度点,保温10~30 min后以3~5℃/min的冷速冷却到600℃,然后随炉冷到室温。首先,对钎焊封接件进行气密性测试,所采用的测量仪器为气体泄漏检测仪,测试条件为:压力差为60 kPa、保持时间为1 min。在CSS-44100电子万能试验机上室温下测量钎料剪切强度,夹头移动速度为0.5 mm/min。将断裂后的试样用JSM-6360LV扫描电镜进行界面组织观察与分析。用能谱仪测定断面处的元素分布情况。
2 结果与讨论
2.1 钎焊接头的强度
2.1.1 钎焊温度对接头的强度影响
钎焊温度对接头强度的影响如图1所示。从图1可以看出,钎焊温度低于1000℃时,难以焊接;钎焊温度在 1030~1050℃时,钎焊接头的平均剪切强度大于75 MPa;钎焊样品的焊接强度在1040℃时,强度最大;继续升高温度,焊接强度降低。在升温过程中,钎料与Pt-Mn金属化层和Kovar 4J28合金逐渐润湿并可能发生一系列物理化学变化,使焊接强度不断增加;当温度过高时,钎料在完全熔化后流动性增强,钎焊层在物理外力的作用下流出钎焊封接面,钎焊层变薄,使得焊接强度明显降低。

图1 钎焊温度对接头强度的影响Fig.1 The influence of brazing temperature on the joint strength
2.1.2 钎焊保温时间对接头强度的影响
封接温度分别为1030、1040和1050℃时,接头的抗剪强度随保温时间的变化图2所示。

图2 保温时间对接头强度的影响Fig.2 The influence of holding time at different temperatures on joint strength
从图2可以看出,与钎焊温度的影响趋势相似,保温时间对强度的影响也存在峰值:保温时间在15~25 min范围时,焊接强度相对较高;保温时间过短和过长均对焊接强度不利。保温时间过短时软化或熔化的钎料来不及与Pt-Mn金属化层和Kovar 4J28合金充分润湿并发生相应的物理化学变化,焊接强度较小;保温时间过长时,同样存在着钎焊漫流性增强,钎料在一定外力作用下铺展过度,致使钎料流出封接面,钎焊层变薄导致接头的抗剪强度降低。
2.1.3 钎焊接头的气密性测试
考虑到实际的应用问题,钎焊封接的接头的气密性检测也不容忽视,如果焊接接头出现漏气情况,将难以满足钎焊后的氧化锆陶瓷用于器件的设计应用中,此时,密封性就显得尤为重要。表1为不同封接温度、保温时间下封接件的气密性测试结果。

表1 不同封接温度以及保温时间下封接件的气密性测试Tab.1 The air tight test of sealing samples on different brazing temperatures and holding time
从表1可以看出,焊接温度为1020~1030℃、保温20 min时,钎焊接头部位均漏气严重。焊接温度1040℃、保温小于20 min,钎焊封接接头有漏气现象;此时钎料已经熔化,由于保温时间较短,钎料仍没有充分对氧化锆基体进行润湿,或发生部分的相溶作用,因此存在漏气。当钎焊温度升至1040℃,保温时间 20~30 min,为最佳钎焊条件,封接件气密性较好:封接件在60 kPa压力差、保持时间1 min时,气体泄漏量为0.0 mL/min。当温度进步一升高到1050℃时,在此出现了泄漏。此时钎料应该已经充分熔化,随之发生过度漫流,焊接层变薄,接头强度降低,焊接缝隙部分出现溶洞,发生漏气。
2.2 界面组织形貌分析
样品在1040℃焊接,保温20 min。图3为所得氧化锆陶瓷与4J28合金钎焊封接断面形貌。
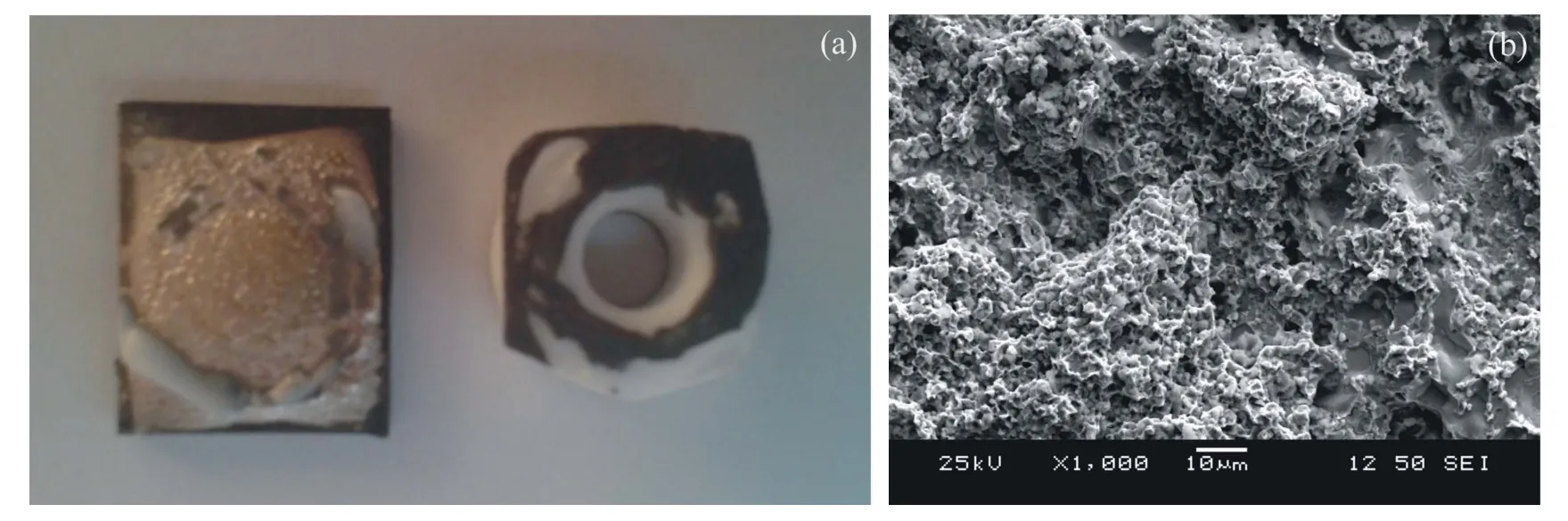
图3 氧化锆陶瓷与4J28合金钎焊封接断面形貌图Fig.3 The brazing sealing section topography between zirconia ceramics with 4J28 alloy
图 3(a)为将封接实验样品机械破坏后的断裂面图,从图 3(a)可以看出,机械破坏断裂时,部分发生在封接面上,部分从氧化锆陶瓷基体上断裂。发生在封接面上的部分,其断裂部位为金属化层与钎料之间,Pt-Mn金属化层与氧化锆陶瓷基体附着力较大,Pt-Mn金属化层没有被钎料从氧化锆陶瓷基体上剥离下来;另一部分断裂为氧化锆基体断裂,说明部分封接部位的机械强度已经大于氧化锆基体的断裂强度,封接效果较好。
图 3(b)为将封接实验样品机械破坏后 Kovar 4J28断裂面的SEM图像(放大倍数为1000倍),选图区域为粘有少量氧化锆基体的部位。从图 3(b)中可以看出,氧化锆基体、金属化层、金属基体已经连为一体,较难辨别出陶瓷相、金属化层相和金属基体,基本上形成了所谓“金属陶瓷”层,各种材料之间已经相互镶嵌,也可能发生了少部分物相的互溶。
图4为在图3(b)的显微结构内选择区域进行能谱分析的结果。从图4右半部分显示的谱图可以看出,选择区域内有各种物相元素的特征峰,其中,Au、Pt、Zr元素的特征峰重叠,形成了一个较为尖锐的大峰,说明在选中的区域中 ZrO2、Pt、Au占多数,而最下层的4J28合金基体内的Fe、Cr等峰值较小,可能由于元素从下层迁移至能谱扫描的区域的凹坑部分而显示出来的。

图4 氧化锆陶瓷与4J28合金钎焊封接断面能谱分析Fig.4 EDS on brazing sealing section between zirconia ceramics with 4J28 alloy
3 结论
采用Au-Cu-Pt合金钎料带对Pt-Mn金属化的氧化锆陶瓷与Kovar 4J28合金进行了钎焊封接,得到了钎焊封接效果较好的接头。在最佳钎焊条件,即在1040℃焊接,保温20 min,得到的焊接器件焊缝最大剪切强度为85 MPa;在压力差为60 kPa,保持时间为1.0 min时,封接器件不泄漏。
[1] 蔺晓超, 曹健, 张丽霞, 等. ZrO2陶瓷与Kovar合金钎焊接头的组织与性能[J]. 焊接学报, 2011, 32(9): 65-68. LIN X C, CAO J, ZHANG L X, et al. Microstructure and mechanical properties of ZrO2ceramic and kovar brazed joints[J]. Transactions of the china welding institution, 2011, 32(9): 65-68.
[2] HAO H Q, WANG Y L, JIN Z H, et al.Joining of Zirconia ceramic to stainless steel and to itself using Ag57Cu38Ti5 filler[J]. Journal of the American ceramic society, 1995, 78(8): 2157-2160.
[3] SCITI D, BELLOSI A, ESPOSITO L. Bonding of zirconia to superalloy with the active brazing technique[J]. Journal of the European ceramic society, 2001, 21: 45-52.
[4] JIANG G, MISHLER D, DAVIS R, et al. Zirconia to Ti-6Al-4V braze joint for implantable biomedical device[J]. Journal of biomedical materials research, 2005, 72B(2): 316-321.
[5] KIRCHNER H P, CONWAY J C, SEGALL J A. Effect of joint thickness and residual stresses on the properties of ceramic adhesives joints: I, Finite element analysis of stresses in joints[J]. Journal of the American ceramic society, 1987, 70(2): 104-109.
[6] CAO H C, THOULESS M D, EVANS A G. Residual stresses and cracking in brittle solids bonded with a thin ductile layer[J]. Acta metal, 1988, 36(8): 2037-2046.
[7] 孔令娇, 李强, 李翔, 等. 添加元素对Au-Cu合金强化影响的研究进展[J]. 贵金属, 2014, 36(4): 70-74. KONG L J, LI Q, LI X, et al. Research progress in the effects of addition elements on strengthening of Au-Cu alloys[J]. Precious metals, 2014, 36(4):70-74.
[8] XIAN A P, SI Z Y. Residual stress in a soft-buffer-inserted metal/ceramic joint [J]. Journal of the American ceramic society, 1990, 73(11): 3462-3465.
[9] LI J Q, XIAO P. Joining ceramic to metal using a powder metallurgy method for high temperature applications[J]. Journal of materials science, 2001, 36: 1383-1387.
Study on Au Base Brazing Technology of Zirconia Ceramic and Kovar 4J28 Alloy
LU Shenghui1, LI Jinying1,2, HAN Yueqi1, YAO Jingsu1
(1. China Institute of Atomic Energy, Beijing 102413, China;
2. China Nuclear Engineering Group Corporation, Beijing 100037, China)
The zirconia ceramic with Kovar 4J28 alloy were brazed by Au-Cu-Pt alloy solder belt. The brazing sintering curve was designed, and the influencing factor on joint strength were discussed at the best sealing temperature. Then, the interface combination status between ceramics and Kovar 4J28 alloy was analyzed. Results showed that the zirconia ceramic with 4J28 Kovar alloy were brazed at the temperature of 1040℃ and holding 20 min. By this way, the brazing sample could withstand maximum shear strength of 85 MPa. When the pressure difference is 60 kPa, the leakage brazed sample is amount of 0.0 mL/min.
metal materials; ceramics; zirconia; brazing; Au base solder
TQ174
:A
:1004-0676(2016)01-0033-04
2015-05-11
鲁盛会,男,博士,助理研究员,研究方向:陶瓷材料。E-mail:lshluoyang@163.com
猜你喜欢
佛山陶瓷(2017年7期)2017-09-06
湖南有色金属(2017年4期)2017-09-01
有色金属材料与工程(2017年2期)2017-05-31
中华老年口腔医学杂志(2016年5期)2016-03-01
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
化学工业与工程(2016年3期)2016-02-04
西南军医(2015年2期)2015-01-22
