
从氧化铜矿氨浸渣中浮选回收银
2016-02-11 06:50毕克俊方建军李国栋
贵金属 2016年1期
毕克俊,方建军,张 琳,李国栋
(昆明理工大学 国土资源工程学院,昆明650093)
从氧化铜矿氨浸渣中浮选回收银
毕克俊,方建军*,张 琳,李国栋
(昆明理工大学 国土资源工程学院,昆明650093)
某高碱性含银氧化铜矿氨浸渣含银145.55 g/t。对氨浸渣进行了浮恒回收银的试验,结果表明,采用三粗一扫两精的流程,经过闭路流程试验,可获得达到计价标准的银精矿,其银品位为1999.58 g/t、回收率80.78%。
有色金属冶金;氧化铜矿;氨浸渣;浮恒;银回收
银是一种贵金属,具有良好的电学、光学和磁学性质,在一些催化反应中具有优良的活性以及特殊的选择性[1-2]。银主要用于装饰品,还可以用于化工领域,作为用乙烯氧化制取环氧乙烷的催化剂,还可以用于电子浆料、电触点材料和感光材料,其在工业上用途越来越大,范围越来越广[3-4]。我国银矿资源相对较为丰富,其中伴生银占银总储量的88%,独立银储量占银总储量的12%,伴生银是银金属的主要来源[5-7]。在上述伴生银总储量中,铅锌矿中伴生银储量占伴生银总储量的68.68%,铜矿石中伴生银储量占24.43%,其他矿物中伴生银储量占6.89%,可见加强铜矿中伴生银的综合回收不仅能够提高企业的利润,而且对于提高银总量的回收有着重要的现实意义,同时也可节约矿产资源[8-9]。
1 实验部分
1.1 氧化铜矿氨浸渣物料
矿样取自云南某氧化铜矿,矿石含铜1.66%,银153 g/t,钙镁含量高达47.53%,属于典型的高钙镁碱性含银氧化铜矿,采用氨浸方法回收铜。原矿经过氨浸后,浸渣中铜矿物主要为硫化铜矿物和结合氧化铜,同时存在残余铜离子和氨。取一定的浸渣混匀,对氨浸渣进行化学多元素分析,测定结果如表 1所示。由表 1可见氨浸渣的铜平均品位0.36%,银品位145.55 g/t。因此,氨浸渣浮选研究的重点是银的回收,同时尽可能提高铜的回收率。

表1 氧化铜矿氨浸渣化学多元素分析结果Tab.1 Multi elements chemical analysis of oxide copper ammonia leaching residue
1.2 主要药剂
浮选药剂采用硫化钠作为硫化剂;磷酸乙二胺(Enp)作为活化剂;丁基黄药、异戊基黄药、Y89-1、丁胺黑药、25号黑药以及组合药剂作为捕收剂。
1.3 主要仪器与设备
XMQ-240×90锥型球磨机,XFG系列挂槽浮选机,智能数码秒表,YP5102电子天平,XTLZΦ260 /Φ200型真空过滤机,HG101-3型电热鼓风干燥箱,XPM-120X3型三头研磨机。
2 结果与讨论
2.1 条件试验
2.1.1 试验流程
银通常和铜元素伴生,加强对氧化铜和硫化铜的回收自然能提高银的回收,故氨浸渣中回收银方案拟定为硫化浮选方案。为了获得氨浸渣浮选的可靠、合理的工艺流程和工艺操作参数,必须进行氨浸渣硫化浮选药剂种类、用量和流程等条件试验。条件试验采用单因素法进行。由于氨浸渣的细度已经确定为-0.074 mm占85%,因此条件试验不再进行细度试验,条件试验中磨矿细度均为-0.074 mm占85%。硫化浮选条件试验的原则流程如图1所示。

图1 浸渣硫化浮选原则流程Fig.1 Leaching slag sulphide flotation principle flowsheet
2.1.2 硫化剂对银回收率的影响
氨浸渣浮选试验选用硫化钠作为硫化剂,重点考察硫化钠用量对银回收率的影响。按图1流程,选择硫化钠用量分别为500、700、900、1100、1300 g/t。其它试验条件固定为:Y89-1为200 g/t,丁铵黑药200 g/t,25号黑药200 g/t。试验结果见图2。

图2 硫化钠用量对银回收率的影响Fig.2 Effect of sodium-sulphide dosage on silver recovery
从图2可以看出,随着硫化钠用量的增加,粗精矿铜品位呈现先上升后下降的趋势。当硫化钠的用量为700 g/t时,粗精矿含银品位为833.66 g/t,回收率为83.04%;当用量继续增加至900 g/t时,粗精矿含银品位为880.78 g/t,回收率为85.20%;当用量继续增加至1100 g/t时,粗精矿含银品位为831.05 g/t,回收率为80.56%。这说明过量的硫化钠一方面对矿泥产生了分散作用,从而提高精矿品位,另一方面对目的矿物也产生抑制作用而降低了回收率。综合考虑药剂成本及保证回收率的目的,选择硫化钠用量为900 g/t。
2.1.3 捕收剂对银回收率的影响
1) 捕收剂种类的影响
浮选工艺流程中选择合适的捕收剂是取得好的浮选指标的关键,进行了捕收剂种类试验。按图 1流程,考察了丁基黄药、异戊基黄药、Y89-1、丁铵黑药、25号黑药单独使用和它们之间组合使用对银矿物浮选的影响。试验其它条件固定为:硫化钠900 g/t,捕收剂600 g/t。混合使用捕收剂时,保持药剂间用量比例为1:1。试验结果列于表2。从表2可以看出,当以单一的丁基黄药、异戊基黄药、Y89-1、丁铵黑药、25号黑药作为捕收剂时,Y89-1的捕收效果最好,其次是丁铵黑药、异戊基黄药。
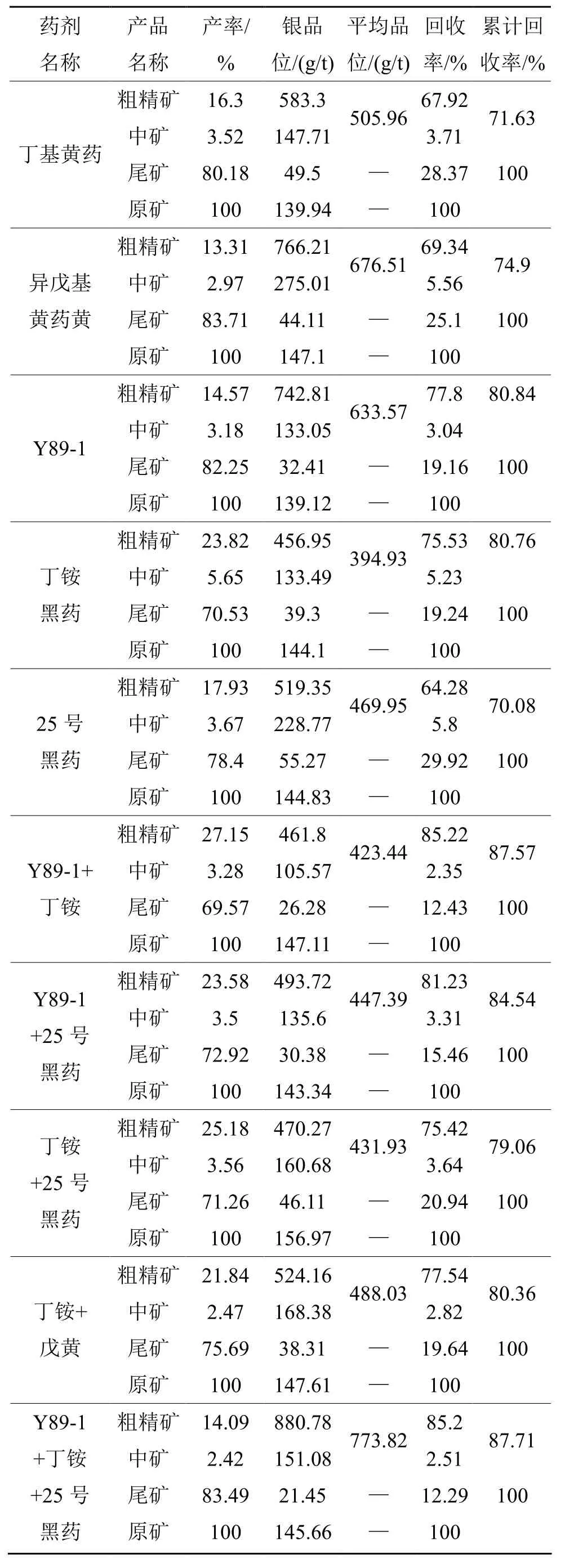
表2 捕收剂种类对银浮选指标的影响Tab.2 Effect of collector types on the silver flotation indexes
在药剂用量相同的条件下,以Y89-1为捕收剂,获得的银粗精矿含银品位为 742.81 g/t,回收率为77.80%,组合药剂以Y89-1、丁铵黑药、25号黑药3种药剂组合最好。获得的银粗精矿含银品位为880.78 g/t,回收率为85.21%。这说明Y89-1、丁铵黑药、25号黑药3种药剂组合显示了良好的协同效应。因此,捕收剂选择Y89-1、丁铵黑药、25号黑药3种组合药剂。
2) 捕收剂用量的影响
为了确定捕收剂最佳用量,考察了捕收剂用量对银矿物浮选指标的影响。按图1流程,依次选定捕收剂用量为300、400、500、600、700 g/t,其中固定25号黑药用量为200 g/t,Y89-1与丁铵黑药按1:1配比,Y89-1与丁铵黑药用量依次为100、200、300、400、500 g/t。试验其他条件固定为:硫化钠900 g/t。试验结果如图3所示。
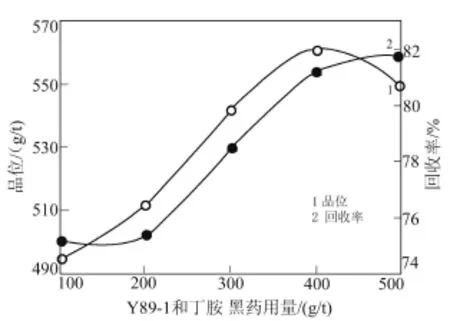
图3 捕收剂用量对银浮选的影响Fig.3 Effect of collector dosage on the silver flotation
由图3可以看出,固定25号黑药用量为200 g/t,随着Y89-1和丁铵黑药用量由100 g/t增加至400 g/t时,银粗精矿品位和回收率呈上升趋势,当用量为400 g/t时,银粗精矿品位 561.22 g/t、回收率为81.22%。继续增加药剂用量到500 g/t,粗精矿回收率上升,但品位下降。因此,Y89-1用量确定为200 g/t,丁铵黑药200 g/t,25号黑药200 g/t,捕收剂总用量为600 g/t。
3) 抑制剂对银回收率的影响
硫化浮选工艺中添加适宜的抑制剂有助于提高银精矿的品位。选用六偏磷酸钠和水玻璃作为组合抑制剂,并且固定二者用量比为 1:1。其它固定条件为:硫化钠900 g/t,Y89-1为200 g/t,丁铵黑药200 g/t,25号黑药200 g/t。按图1流程,考察抑制剂用量对浮选指标的影响。试验结果如图4所示。

图4 抑制剂对银浮选的影响Fig.4 Effect of dosage of inhibitor on the silver flotation
由图4可以看出,抑制剂的作用效果显著。当抑制剂用量逐渐增加至300 g/t,粗精矿银品位、回收率都呈上升趋势。抑制剂剂用量超过300 g/t后,粗精矿银品位和回收率都有所下降。适量的抑制剂可有效抑制脉石矿物,增加矿泥分散度,抑制剂过量后目的矿物也会受到抑制,不利于银的富集。综合分析确定抑制剂总用量为300 g/t。
2.1.4 活化剂对银回收率的影响
考虑到浸渣中铜银的分布特点,活化剂作用于铜的同时,必定对银的回收产生影响。磷酸乙二胺是氧化铜的高效活化剂,故选用磷酸乙二胺为活化剂,按图1流程,考察活化剂用量对银回收率的影响。用量试验选定活化剂用量为50、75、100、125、150 g/t。浮选条件为:硫化钠900 g/t,Y89-1为200 g/t,丁铵黑药200 g/t,25号黑药200 g/t,抑制剂300 g/t。试验结果见图5。
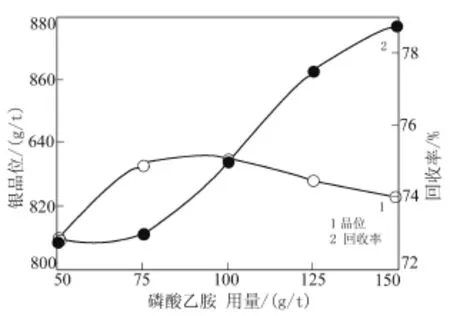
图5 磷酸乙二胺用量对银浮选的影响Fig.5 Effect of the dosage of phosphoric acid ethylenediamine (enp) on sliver flotation
图5 结果表明,随着活化剂用量的增加,银的回收率表现为持续增加趋势,银品位则先升高后降低。当磷酸乙二胺用量为100 g/t时,品位达到最高。活化剂用量过大,脉石也受到活化上浮导致品位下降。因此,选定磷酸乙二胺用量为100 g/t。
2.2 流程结构试验
通过2.1开路条件试验,初步确定的药剂条件为:硫化钠900 g/t,磷酸乙二胺100 g/t,Y89-1为200 g/t,丁铵黑药200 g/t,25号黑药200 g/t,六偏磷酸钠150 g/t,水玻璃150 g/t。为了找到适合浸渣浮选的最佳浮选闭路流程,进行了流程结构的考察。
2.2.1 粗选次数试验
在浮选药剂总用量确定的前提下,粗选次数决定药剂的添加次数和药剂单次作用浓度,同时对药剂的作用时间也有一定的影响。要获得较好的浮选指标,粗选次数显得尤为重要。试验流程分别如图6、7所示,结果列于表3。

图6 两次粗选流程Fig.6 Two step roughing flowsheet
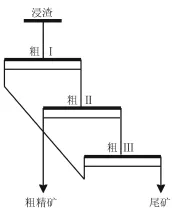
图7 三次粗选流程Fig.7 Three step roughing flowsheet

表3 粗选次数对银回收率的影响Tab.3 Effect of roughing times on the silver flotation indexes
从表3可知,三次粗选回收率达到85.22%,三次粗选的粗精矿回收率比两次粗选的粗精矿回收率高出了9.62个百分点,效果明显优于两次粗选。三次粗选保证了药剂的作用浓度,同时在一定程度上也延长了药剂作用时间,更有利于矿物的回收,因此,粗选次数定为三次。三次粗选尾矿银品位仍有近 30 g/t,因而考虑对粗选尾矿进行扫选试验,降低尾矿中银的品位。
2.2.2 扫选次数试验
为了保证银的回收率,同时降低尾矿中银的品位,对三次粗选尾矿进行扫选次数试验研究。扫选I药剂条件为:Na2S 50 g/t,Y89为30 g/t,丁铵黑药30 g/t。扫选II药剂条件为:Na2S 50 g/t,Y89为30 g/t,丁铵黑药30 g/t。试验流程如图8、9所示,结果列于表4。
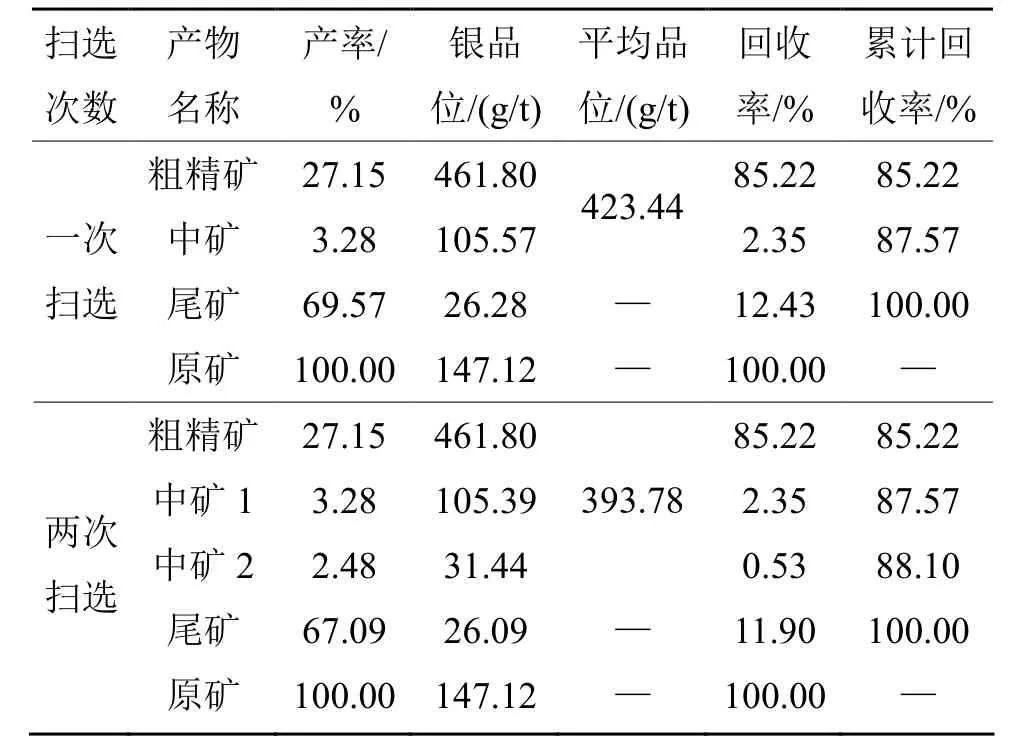
表4 扫选次数对银回收率的影响Tab.4 Effect of scavenging number on silver flotation indexes
从表4可知,一次扫选后,尾矿银品位26.28 g/t,增加第二次扫选,尾矿银品位26.09 g/t,尾矿银品位并没有明显降低,扫选次数选定为一次。

图8 一次扫选流程Fig.8 One-stage scavenger flowsheet
2.2.3 精选次数试验
为使粗精矿中的银品位达到精矿标准,必须进行精选试验,试验原则为在尽可能少的精选次数条件下得到合格的精矿产品。精选次数对浸渣浮选指标影响的试验结果列于表5。
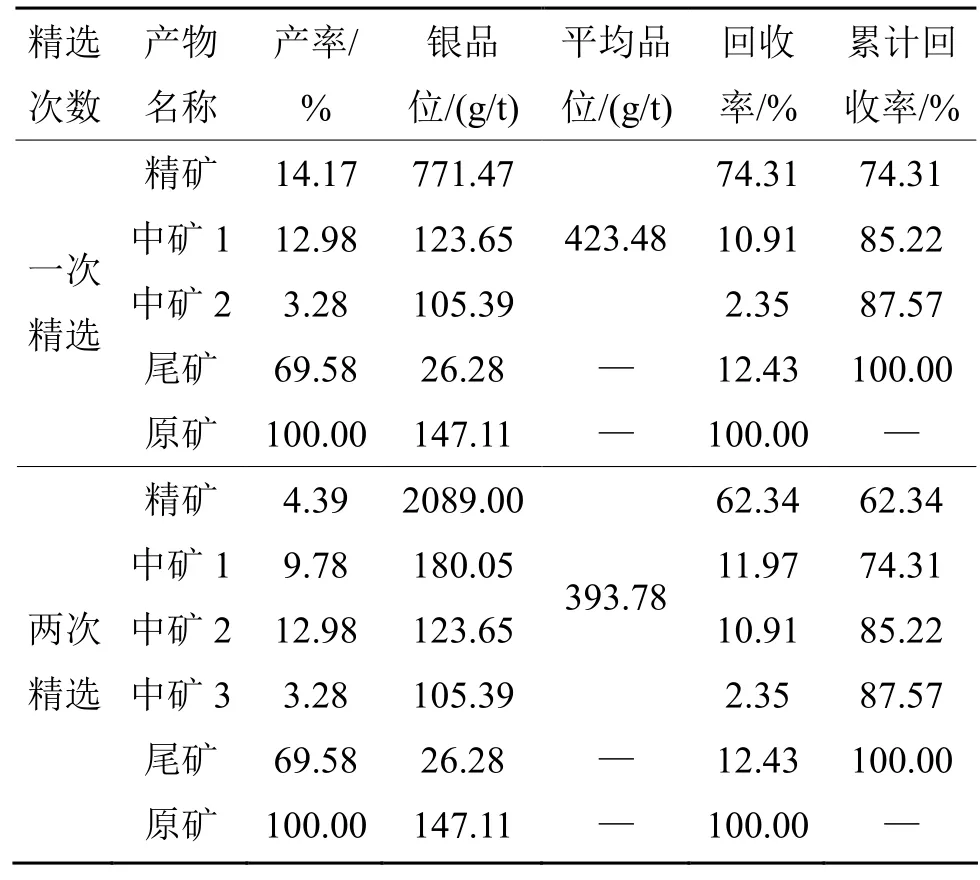
表5 精选次数对浸渣浮选指标影响Tab.5 Effect of leaching number on flotation indexes
从表5可知,经过一次精选的银精矿品位只有771.47 g/t,两次精选则可以使银精矿品位达到2089 g/t,达到国内银精矿计价标准(国际银精矿质量标准YS/T 433-2001,最低银含量为3000 g/t。国内冶炼厂则以1000 g/t、2000 g/t、3000 g/t分等级计价)。两次精选能够产出合格银精矿。
2.3 闭路流程试验

图9 两次扫选流程Fig.9 Two-stage scavenger flowsheet
通过以上开路条件试验结果分析,确定闭路试验的工艺条件为:磨矿细度为-0.074 mm占85%,六偏磷酸钠用量为150 g/t,水玻璃150 g/t,活化剂乙二胺磷酸盐100 g/t,硫化钠900 g/t,Y89-1为200 g/t,丁铵黑药200 g/t,25号黑药200g/t。闭路试验流程选定三次粗选一次扫选两次精选。其中,将精I的尾矿与扫选作业的精矿合并返回到粗I作业。II尾矿直接顺序返回到精I作业。试验闭路流程见图10,结果列于6。
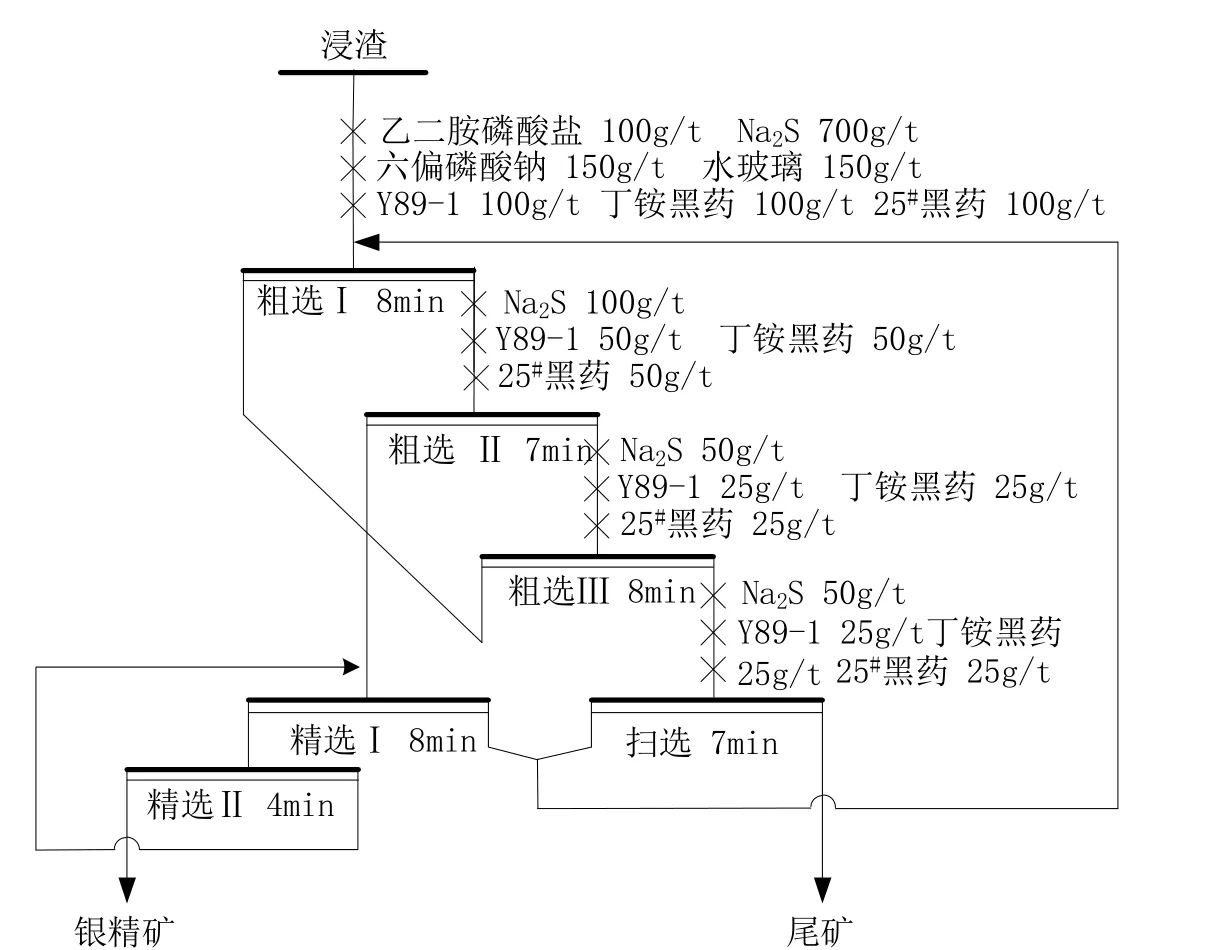
图10 闭路试验流程Fig.10 Closed-circuit flowsheet

表6 闭路流程试验结果Tab.6 Closed-circuit test results
表6结果表明,闭路试验可以得到达到国内计价标准的银精矿,银精矿银品位约2000 g/t,回收率为80.78%。
3 结论
对某高碱性氨浸渣进行了浮选试验研究,得到以下结果:
1) 通过浮选条件试验和流程结构试验确定了氨浸渣浮选回收银的药剂制度为:六偏磷酸钠 150 g/t,水玻璃150 g/t,乙二胺磷酸盐100 g/t,硫化钠900 g/t,Y89-1为200 g/t,丁铵黑药200 g/t,25号黑药200 g/t。
2) 三次粗选一次扫选两次精选的流程适合该氨浸渣的浮选。在浸渣含铜0.36%,含银145.55 g/t的条件下,经过闭路流程可获得银品位1999.58 g/t、回收率80.78%的银精矿,达到计价标准。
本试验对高碱性氧化铜中贵金属元素银的浮选药剂制度和工艺流程做了详细的探索,对类似的氧化铜矿回收有价金属有一定的参考价值。
[1] 王永录. 贵金属研究所冶金研究五十年[J]. 贵金属, 2012, 33(3): 48-64. WANG Y L. Metallurgical research of Kumming Institute of Precious Metals in 50 years[J]. Precious metals, 2012, 33(3): 48-64.
[2] 卢雯婷, 陈敬超, 冯晶, 等. 贵金属催化剂的应用研究进展[J]. 稀有金属材料与工程, 2012, 41(1): 184-188. LU W T, CHEN J C, FENG J, et al. Research progress of noble metal catalyst application[J]. Rare metal materials and engineering, 2012, 41(1): 184-188.
[3] 朱观岳. 论伴生金银选冶技术[J]. 国外金属矿选矿, 1993, 30(10): 9-13.
【】【】
[4] 缑明亮, 武俊杰, 杨柳, 等. 云南某氧化银矿选矿试验研究[J]. 贵金属, 2014, 35(4): 54-59. GOU M L, WU J J, YANG L, et al. Experimental study on mineral processing technology for silver ore in Yunnan [J]. Precious metals, 2014, 35(4): 54-59.
[5] 黄万抚, 钟祥熙. 湿法炼锌酸浸出渣浮选回收银试验[J]. 贵金属, 2015, 36(3):19-25. HUANG W F, ZHONG X X. Recovering silver from acid-leaching residues of zinc ore by flotation[J]. Precious metals, 2015, 36(3):19-25.
[6] 邱廷省, 赵学付. 某含铜银矿石选别工艺优化研究[J].金属矿山, 2010 (12): 63-66. QIU T S, ZHAO X F. Optimization research on beneficiation of a copper-bearing silver mine[J]. Metal mine, 2010 (12): 63-66.
[7] 周怡玫, 官长平, 汤小军. 综合回收硫精矿中铅锌银选矿工艺研究[J]. 有色金属: 选矿部分, 2012 (4): 33-36. ZHOU Y M, GUAN C P, TANG X J, Research on beneficiation technology of comprehensive recovery of lead, zinc and silver minerals from sulphur concentrate [J]. Nonferrous metals: mineral processing section, 2012(4): 33-36.
[8] 唐平宇, 王素, 田江涛, 等. 山西某难选氧化铜矿选矿试验研究[J]. 有色金属: 选矿部分, 2013 (5): 10-13. TANG P Y, WANG S, TIAN J T, et al. Experiment study on mineral processing of a refractory oxide copper ore of Shanxi[J]. Nonferrous metals: Mineral processing section, 2013(5): 10-13.
[9] 李福兰, 胡保栓, 李国栋, 等. 西藏某复杂铜锌硫化矿选矿试验[J]. 金属矿山, 2012, 41(9): 61-64. LI F L, HU B S, LI G D, et al. Experimental study on complex copper-zinc sulfide ore from Tibet[J]. Metal mine, 2012, 41(9): 61-64.
Recovering Silver from Oxide Copper Ammonia Leaching Residue by Flotation
BI Kejun, FANG Jianjun*, ZHANG Lin, LI Guodong
(Faculty of Land Resource Engineering, Kunming University of Science and Technology, Kunming 650093, China)
The content of silver in high alkaline oxide copper leaching residue was 145.55 g/t. The flotation tests for recovering silver from ammonia leaching residue have been carried out. The results show that, adopting a flowsheet of three roughing-one scavenging-two cleaning, a silver concentrate with Ag content of 1999.58 g/t was obtained through the closed circuit process experiments and the recovery of silver was 80.78%, which achieved the valuation standard of silver concentrate.
non-ferrous metallurgy; oxidized copper ores; ammonia leaching residues; flotation; silver recovery
TF832
:A
:1004-0676(2016)01-0015-06
2015-07-30
国家自然科学基金(No.51364017)。
毕克俊,男,硕士研究生,研究方向:浮选理论与工艺。E-mail:18487171292@163.com
*通讯作者:方建军,男,副教授,研究方向:资源综合利用及浮选理论与工艺。E-mail:ruiyuanju@126.com
猜你喜欢
今日农业(2021年14期)2021-10-14
铜业工程(2021年1期)2021-04-23
药品评价(2021年3期)2021-04-15
世界有色金属(2019年19期)2019-12-27
世界有色金属(2019年9期)2019-07-03
人大建设(2018年3期)2018-06-06
中国有色金属学报(2018年2期)2018-03-26
河北地质(2016年2期)2016-03-20
中国资源综合利用(2016年9期)2016-01-22
中国资源综合利用(2016年12期)2016-01-22
