
FX2N系列PLC在MPS系统中的应用
2016-02-06 00:31罗明
电脑与电信 2016年5期
罗 明
(苏州建设交通高等职业技术学校,江苏 苏州 215104)
FX2N系列PLC在MPS系统中的应用
罗 明
(苏州建设交通高等职业技术学校,江苏 苏州 215104)
本文介绍了模块化生产系统MPS的基本组成和工作流程,并选取了其中的上料检测站进行详细研究,以三菱FX2N系列PLC为核心,对其控制系统进行了分析和设计。
MPS系统;PLC
1 引言
自动化技术在现代化工业生产中起着越来越重要的作用,模块化生产系统是集电气控制技术、可编程控制器技术、气动技术和传感器技术等技术于一体的自动化集成控制设备,它能够模拟工业生产中各类复杂的控制过程,正成为电气控制类专业实践教学最为实用的实训设备之一。
2 系统概述
本文以亚德客MPS05系统为例,研究PLC在模块化生产系统中的应用。MPS05由上料检测、分拣搬运、加工处理、存储搬运、工件装配、分类存储六个工作站组成,其中上料检测站是主站,其余各站都是从站。
MPS05的工作过程如下:
(1)系统动作后,由上料检测站开展对工件的检测,检测完成后,上料检测站通过总线向上料搬运站发出动作信号。
(2)分拣搬运站收到信号后,检测工件,并将合格的工件搬运,送到加工处理站去,不合格的剔除。
(3)加工处理站按照检测站传来的检测数据,选择加工程序,对工件进行加工。当加工工作站完成加工后,向主站发送加工完成的信号。
(4)主站收到加工处理站完成加工的信号后,向存储搬运站发出信号,将已加工的工件搬运到工件装配站,进行装配。装配工作完成后,工件装配站向主站发送装配完成信号。
(5)主站收到装配完成的信号后,再次向存储搬运站发送信号,将装配好的工件搬运到分类存储站,分类存储站按指令进行分类存储。
系统中各工作站都配有独立的PLC作为控制器进行控制。各从站需要把本站的功能完成信号和功能准备信号发送到主站,主站则根据各从站的状态信号来实现对各从站的启停控制。
3 系统的基本结构和工作流程
3.1 上料检测站
上料检测站的主要部件包括料仓机构、推料机构、工件检测机构和工件传送机构等,其中电气控制部分主要有可编程控制器、按钮盒、开关电源、检测工件颜色的光电传感器、检测材质的电感式传感器、电磁阀、磁感应开关和报警灯等器件组成。
上料检测站的工作过程如下:当开始动作后,首先送料气缸伸出,将料仓中的工件送到滑道上,然后检测气缸伸出,检测工件是正面还是反面;检测完成后,检测气缸缩回,送料气缸也缩回;推料气缸伸出,将工件推到滑道底部,然后缩回;滑道底部的传感器检测工件属性,数据传送,并信号传送到第二站,通知上料搬运站来取料,动作流程结束。
3.2 分拣搬运站
分拣搬运站的主要部件有机械手机构、废料仓机构、开关电源、可编程控制器、按钮、电磁阀及气缸等。
分拣搬运站的初始状态为无杆气缸在左位并保持,下降气缸缩回,气爪打开,推废料工件缩回。开始工作后,首先下降气缸伸出,手爪闭合抓取工件,下降气缸缩回,对工件进行分拣,若是合格工件,则无杆气缸运行到右位,将工件放到第三站的工位上;如是不合格工件,则无杆气缸运行到中位,将工件放置在废料仓。并向下一站传送工件信息,然后下降气缸再次伸出,手爪打开,无杆气缸返回到左位,动作流程结束。
3.3 加工处理站
加工处理站由加工机构、转盘机构、定位机构、传感器、开关电源、可编程控制器、按钮、电磁阀及气缸等部件组成,它的主要功能是使用气动分度盘来实现工件在四个工位之间的转换。
加工处理站的工作过程如下:初始状态下开始动作,转盘转动90度,钻孔气缸上升,固定工件气缸缩回,测量孔深气缸上升;当三气缸上升、缩回到位,转盘停止转动,钻孔气缸下降,固定工件气缸伸出,测量孔深气缸下降;当三气缸下降、伸出到位,钻孔气缸上升,固定工件气缸缩回,测量孔深气缸上升;转盘再次转过一个工位,停止转动,一个工作循环结束,待工件搬走后重复上述动作。
3.4 存储搬运站
存储搬运站由气动机械手、输送带工作站(包括旋转机构、传送带机构、开关电源、可编程控制器、按钮、电磁阀及气缸等)组成,本站将上一站工件抓起,旋转角度放入传送工位,并传送到下一站。
本站工作过程如下:从初始状态开始动作,回转气缸左移到第三站的工件位置,双轴气缸伸出,然后多位置固定气缸伸出,气动爪夹紧工件,多位置固定气缸缩回,双轴气缸缩回,回转气缸右移,多位置固定气缸伸出,然后气动爪松开工件,多位置固定气缸缩回,传送带将工件传送到第五站,待第五站收到工件返回信号后,传送带停止转动,动作流程结束。
3.5 工件装配站
工件装配站主要由装配机构、装料机构、推料机构、传送机构、开关电源、可编程控制器、按钮、电磁阀和气缸等组成,本站的主要功能是选择要安装工件的料仓,将工件从料仓中推出,完成装配,然后传送到下站去。
本站的工作过程如下:开始动作后气垫滑道输入工位检测到有工件后,气垫通气并吹气,将工件吹至装配平台,纵向夹紧气缸伸出并保持,装配平台提升气缸伸出并保持,横向夹紧气缸伸出并保持,摆动气缸摆到装配平台位置,推小工件气缸伸出并保持,摆动气缸摆到小工件料仓位置,真空打开,推小工件气缸缩回,摆动气缸摆到装配平台位置,真空关,摆动气缸摆到小工件料仓位置,纵向和横向夹紧气缸缩回,工件装配好后等待取走,工件取走,装配平台缸下降,动作流程结束。
3.6 分类入库站
分类入库站由入库机构、仓库机构、开关电源、可编程控制器、触摸屏、按钮、电磁阀及气缸等组成,本站按类型对工件进行分类,将其推入仓库存储。
本站的工作过程如下:收到开始信号,伺服电缸移动到与第五站装配平台横向位置,机械手摆到第五站位置,伸出缸伸出,提升缸下降,气爪夹紧,提升缸伸出,伸出缸缩回,机械手摆到料仓位置,伺服电缸根据工件的类型移动到对应的料仓位置,伸出缸伸出,气爪松开,伸出缸缩回,伺服电缸移动到原点位置,动作流程结束。
3.7 通讯总线
MPS05使用DeviceNet Builder总线进行通讯,总线如图1所示:
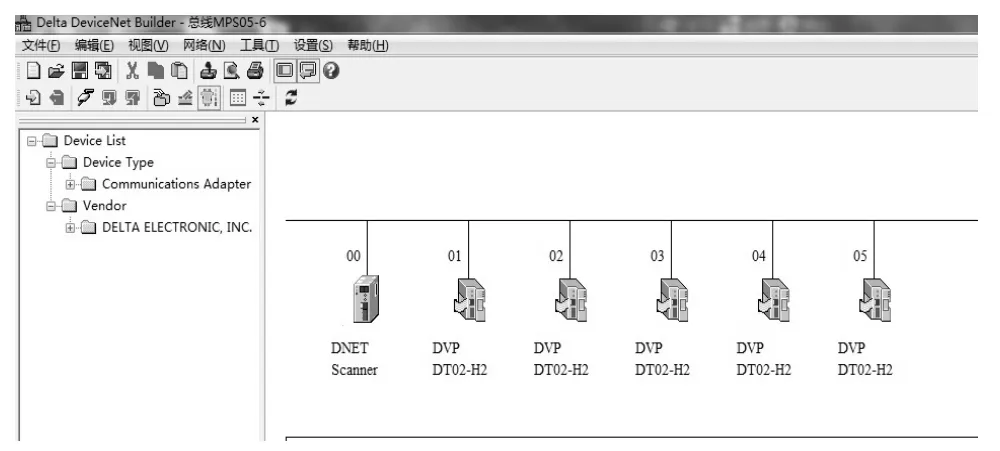
图1 通讯总线
4 上料检测站的电气控制设计
本节以上料检测站为例,研究其控制系统的设计。根据系统输入、输出信号的性质、点数和输出元件工作电压,可以选用三菱FX2N-48MR型PLC。
4.1 I/O元件地址分配表
在PLC接线和编程中,需要对I/O地址进行定义,以便完成检测站工作任务。根据上料检测站的结构和工作过程,可以确定输入和输出信号的性质及点数,故上料检测站的I/O元件地址分配表如下方表1所示。

表1 I/O地址分配
4.2 端口接线图
根据上料检测站I/O元件地址分配表的设定以及本站的工作任务,可以开展PLC系统I/O端口和其他电气部件的接线。具体的端口接线图如图2所示。
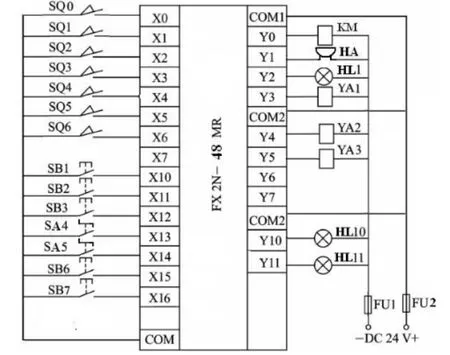
图2 I/O端口接线图
4.3 工作流程图
根据对上料检测站的工作过程分析可知,本站的动作基本为顺序控制,故可采用多种形式实现,本文仅以图3所示方式来绘制工作流程图。
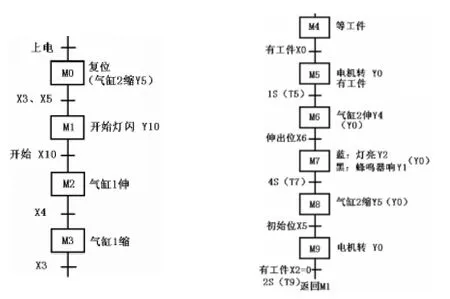
图3 工作流程图
4.4 程序设计
根据4.3小节所设计的工作流程图,本节采用绘制梯型图的方式来实现编程,具体程序如图4所示。经过实际调试,图4所示的梯形图程序可以顺利地完成本站的工作任务。

图4 程序梯形图
5 结语
本文对MPS系统的基本结构和工作流程进行了详细分析,并对系统的第一站——上料检测站,使用三菱FX2N系列PLC对其中的控制系统进行设计,绘制了流程图、编写了程序,并进行了验证,经现场调试,程序运行正常稳定,可以实现控制要求。
[1]刘增辉.模块化生产加工系统应用技术[M].北京:电子工业出版社,2005.
[2]徐沪萍.基于MPS的自动加工线在线监控系统的设计[J].交通与计算机,2006,24(4):105-107.
[3]牛丽,丁海波.基于PLC及现场总线的MPS系统控制[J].工业控制计算机,2008,21(9):85-86.
[4]王莉莉,马云龙.基于DeviceNet通讯的亚德客MPS模块化自动生产线的控制[J].设计与研发,2013(19):74-76.
Application of FX2N Series PLC in MPS
Luo Ming
(Suzhou Institute of Construction and Communications,Suzhou 215104,Jiangsu)
This paper introduces the basic composition and working process of the MPS.It selectes the material testing station for a fully study.Then it makes a detailed analysis and design on the control system by using FX2N series PLC which is made by MITSUBISHI.
MPS;PLC
TP273.5
A
1008-6609(2016)05-0071-03
罗明,男,江苏苏州人,硕士,讲师,研究方向:单片机开发、PLC应用、嵌入式系统、计算机应用等。
猜你喜欢
现代经济信息(2022年35期)2023-01-11
环球时报(2022-10-10)2022-10-10
汽车实用技术(2022年16期)2022-08-31
绿色科技(2021年2期)2021-03-11
科学导报(2019年62期)2019-11-05
汽车维护与修理(2019年1期)2019-07-09
模具制造(2019年4期)2019-06-24
铁路通信信号工程技术(2016年4期)2016-09-16
科技创新导报(2016年9期)2016-05-14
中国交通信息化(2014年7期)2014-06-05
