
基于FOXBOT-A1700工业机器人打磨方案设计
2016-01-29 03:52杨金鹏何为
机械制造与自动化 2015年4期
杨金鹏,何为
(四川信息职业技术学院,四川 广元 628017)
基于FOXBOT-A1700工业机器人打磨方案设计
杨金鹏,何为
(四川信息职业技术学院,四川 广元 628017)
摘要:目前国内打磨抛光工作主要采用人工操作方式。产品品质稳定差,一直令人颇感棘手。人工操作方式还面临着三高问题:人力成本高、废料率高和生产中断率高达20%。现介绍FOXBOT-A1700工业机器人进行打磨抛光控制流程及PAC程序设计。
关键词:工业机器人;打磨抛光;程序设计
Project Design of Industrial Robot Based on FOXBOT-A1700
YANG Jinpeng, HE Wei
(Sichuan Information Technology College, Guangyuan 628017,China)
Abstract:At present, grinding and polishing work mainly relies on manual operation mode to be fulfilled, but its product quality is not stable. This could not be desied and faced with three problems: high labor costs, high scrap rate and high production interruption rate(up to 20%). This paper introduces the FOXBOT-A1700 industry robot which is used for the grinding and polishing operation and PAC program design.
Keywords:industrial robot; grinding and polishing; program design
0引言
iPhone电脑和ipad平板等产品的光洁度不仅能使产品美观,同时也影响用户手感。因此,打磨抛光是一个很重要的必不可少的加工工序。iPhone电脑和ipad平板等产品的打磨抛光工序,以前主要采用人工操作方式。如何保持产品品质稳定,一直令人颇感棘手。同时,还面临着三高问题:人力成本高、废料率高和生产中断率高(达20%)。可以采用工业机器人打磨抛光,该方法具有以下特点:
1) 偏心振动打磨机:小巧轻便、操作灵活、打磨效率高,适合铁板、铝材、木材以及塑料表面去毛边、去刀纹、去模痕等作业。
2) 采用诺顿#180、#240湿式砂纸。
3) 在3D产品模型上规划机器人打磨之路径轨迹输出,以便于使用者能够更迅速更容易地使用机器人,实现离线编程。
4) 机器人和力传感器配合,有效解决毛坯件毛刺余量变化时机器人自动调整打磨路径以及补充打磨材料的消耗。
1机器人打磨系统设计依据
a) 工艺要求
1) 先采用一张#180砂纸粗打磨一圈,一张砂纸使用一次就需要更换;
2) 再采用一张#240砂纸精打磨半圈,一张砂纸打磨半圈时需要更换;
3) 打磨时产生粉尘,需要考虑环境密闭和除尘。
b)工件
手机中框外框打磨如图1所示。

图1 手机中框图
2机器人打磨系统布局
根据设计要求,整个系统包括机器人系统及手爪、打磨耗材更换系统、工作平台及夹具、吸尘系统、喷水清洁系统。
2.13D布局示意图(图2)
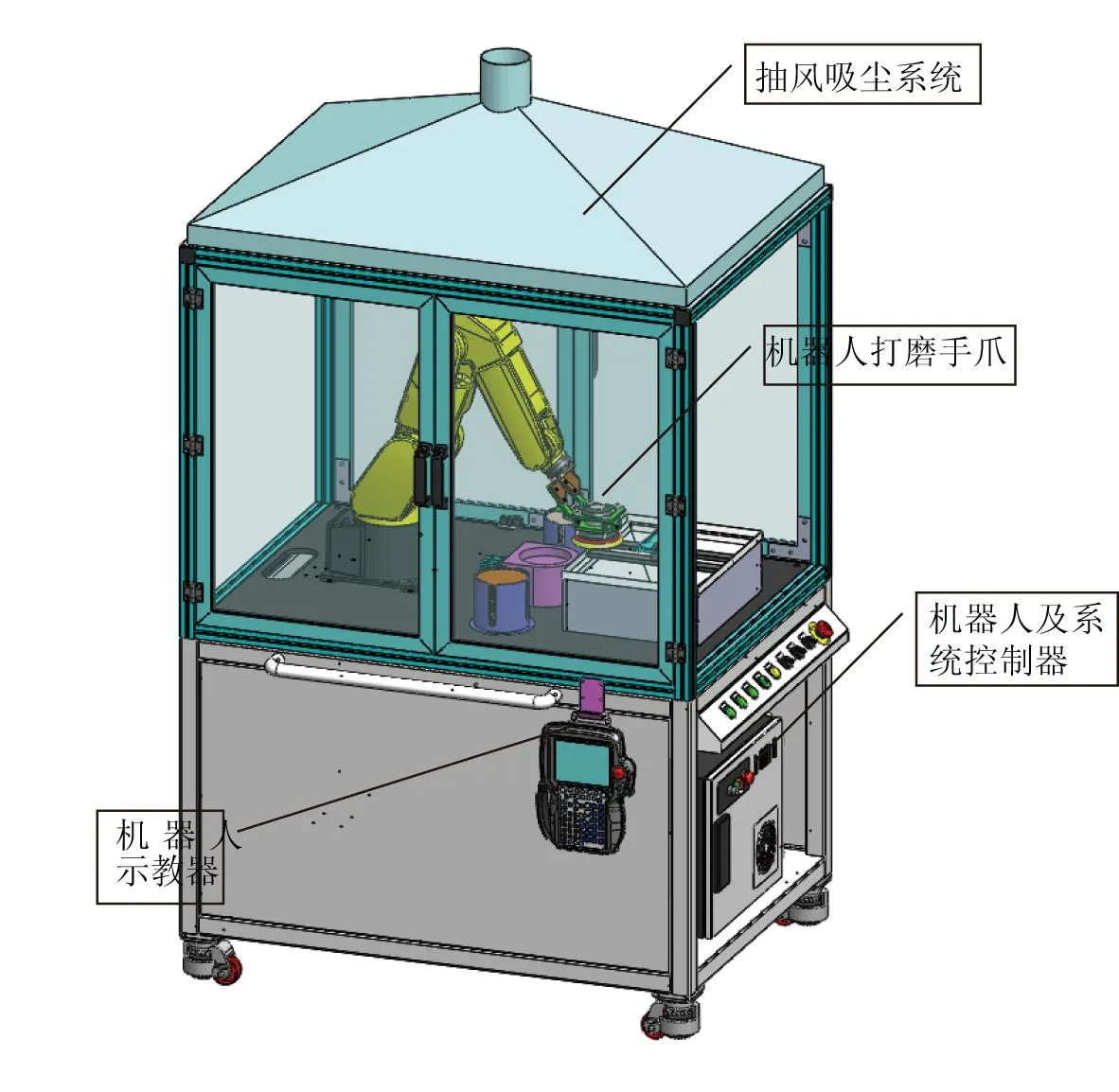
图2 系统3D示意图
2.22D布局示意图(图3)

图3 系统2D示意图
2.3系统设备明细(表1)

表1 系统设备明细
3机器人程序编辑
3.1机器人控制流程分析
机器人先换取#180砂纸,换取后进行判断,若换取成功,从F面中点开始逆时针粗打磨一圈。完成后机器人换取#240砂纸进行从C面中点开始逆时针精打磨一圈,再次换取#240砂纸,从D面中点开始逆时针精打磨一圈,如此循环进行打磨。打磨流程图如图4所示。

图4 打磨流程图
3.2电气信号设计
考虑到以上系统工作流程及系统所有设备的通讯控制,特设计系统输入输出信号(表2)。

表2 系统输入输出信号
3.3PAC程序设计
依据图4描述流程图,在FOXBOT-AT1700编制程序如下:
初始化
Sub Callback(State AS Integer)[1]
Select Case State
Case STA
Case STP
SetOutp PB,1,False停止喷水
Setoutp PB,0,False关闭风磨机
Case PAU
SetOutp PB,1,False停止喷水
SetOutp PB,0,False关闭风磨机
End Select
End Sub
主程序
Dim t as double
Dim t1 as double
Dim Sandpaper as Integer
Sub Main
安全点判断
Dim Pose as Posep
Curpos Pose
If Dist(p(0).pose)>5 Then
Msgbox”make sure the current point is P(0)!”[2]
PAC程序-部分(2)
Stop
End if
Move P,@0,P(0),30安全点
Pause
ChangSandPaper_180换取180#砂纸
循环判断程序
Do
If Getlnp(pb,0) Then
Circie1打磨第一圈
ChangSandPaper_240换取240#砂纸
Circie2打磨第二圈
ChangSandPaper_240换取240#砂纸
Circie3 打磨第三圈
ChangSandPaper_180换取180#砂纸
End If
Delay 100
Loop
End Sub
PAC程序-部分(3)
第一圈打磨程式
Sub Circie1[3]
Speed 35,Ture
SetOutp PB,3,Ture吸盘吸气
SetOutp PB,0,Ture 开启喷水
Move P,@p,P(8),50
Move P,@p,P(9),30
Move I,@p80,P(10),7
t1=Timer
SetOut PB,1,Ture开启风磨机
Trace“path1”,@p,20 第一圈轨迹
Move I,@80,P(11),7
t=timer-t1
Print“T1=”&t[4]
SetOutp PB,1,False关闭风磨机
Move P,@P,p(12),50
Move P,@0,P(0)
SetOutp PB,3,False吸盘松开
SetOutp PB,0,False停止喷水
End Sub
4结语
通过打磨工艺的实验,可以得到以下结论:
1) 使用人工取放料时,安全点到打磨起始点之间要低速运行。
2) 打磨工艺是一个多粉尘环境,因此需要注意设置密闭的空间对粉尘进行隔离,另外采用抽风的方法保持工作环境的清洁。
3) 对于沉淀的打磨颗粒,喷水方法是一个比较好的清洁方法,可以有效的带走剩余较大颗粒粉尘并让工件得到清洗。
4) 在修改打磨压力时,只修改自定义工具坐标的z值,不能修改起始点的z值。
5) 在使用四点示教法建工具坐标后,必须重新检查坐标的准确性[5]。在建工件坐标时,必须以自定义工具坐标为基础。在导入轨迹文件后,务必要将轨迹对应到自定义的工具坐标和自定义工件坐标下。
参考文献:
[1] Harold kerzner. Project Management: A Systems Approach to Approach to Planning,Scheduling,and controlling [M]. John&sons,inc,2001.
[2] Suh N P,Bell A C,Cossard D C.On an axiomatic approach.to manufacturing and manufacturing system [J]. Journal of Engingeering for Industry,1978, 100(5): 127-130.
[3] Pahl G,Beitz W.Engineering design:asystematic approach [M]. London:the Design Council,1998.
[4] Akao Y,Ono S, Harada A,et al. Quality deployment including cost,reliability and technology [J]. Quality,1983,13(3):61-67.
[5] Hauser J R,Clasing D. The house of quality [J]. Harvard Business Review,1988,66(3):63-73.


收稿日期:2014-12-23
中图分类号:TP242.2
文献标志码:B
文章编号:1671-5276(2015)04-0164-03
作者简介:杨金鹏(1979-),男,四川广元人,讲师,主要研究方向:机电一体化技术。
猜你喜欢
计算机教育(2020年5期)2020-07-24
电子制作(2019年9期)2019-05-30
科技创新与应用(2016年34期)2016-12-23
汽车科技(2016年6期)2016-12-19
科技创新导报(2016年21期)2016-12-17
山东工业技术(2016年15期)2016-12-01
中小企业管理与科技·下旬刊(2016年10期)2016-11-18
科技视界(2016年18期)2016-11-03
企业导报(2016年13期)2016-07-19
现代计算机(2016年12期)2016-02-28
