
瞬时液相扩散焊技术的研究进展
2016-01-29 03:51:31王磊俞建荣董晓慧杨德宇王岚
机械制造与自动化 2015年4期
王磊,俞建荣,董晓慧,杨德宇,王岚
(1. 北京化工大学 机电工程学院,北京 100029; 2. 北京石油化工学院 机械工程学院,北京 102617; 3. 北京工业大学 机械工程与应用电子技术学院,北京 100022;)
瞬时液相扩散焊技术的研究进展
王磊1,俞建荣2,董晓慧2,杨德宇1,王岚3
(1. 北京化工大学 机电工程学院,北京 100029; 2. 北京石油化工学院 机械工程学院,北京 102617; 3. 北京工业大学 机械工程与应用电子技术学院,北京 100022;)
摘要:介绍了瞬时液相扩散焊焊接原理,采用二相图对其焊接过程进行了模拟,讨论了瞬时液相扩散焊连接技术的优缺点。分析了焊接中间层的选择、焊接压力、焊接温度以及焊接时间等焊接因素对焊接品质的影响。综述了国内外瞬时液相连焊技术的理论研究、焊接影响因素研究以及焊接设备研究状况,并根据瞬时液相扩散焊研究现状对该技术的未来发展进行了展望。
关键词:瞬时液相扩散焊;中间层;原理;研究状况
Research Progress on Transient Liquid Phase Diffusion Bonding
WANG Lei1,YU Jianrong2,DONG Xiaohui2,YANG Deyu1,WANG Lan3
(1. Electromechanical Engineering Institute,Beijing University of Chemical Technology, Beijing 100029,China;
2. Mechanical Engineering Institute,Beijing Institute of Petrochemical Technology,Beijing 102617,China; 3. Mechanical
Engineering and Application of Electronic Technology Institute,Beijing Polytechnical University, Beijing 100022,China)
Abstract:The welding principle of transient liquid phase diffusion bonding is briefly introduced, at the same time, the welding process is simulated with two phase diagram, its advantages and disadvantages are discussed and the welding factors which have influenceon the welding quality, such as the choice of the interlayer, welding pressure,welding temperature and welding time,are analyzed during the welding process. This paper also researches on its technology and theory at home, which have influence on its weldability and welding equipment. Furthermore,the future development is prospected according to its current situation.
Keywords:transient liquid phase diffusion bonding;interlayer;principle;research status
0引言
近年来随着高新技术的发展,对新材料的需求越来越高,在现代材料结构中,不仅需要对大量同种材料进行焊接,有时也需要对异种金属材料进行焊接。一些难熔材料以及异种材料在物理性能、化学性能、元素性质等方面有显著差异,采用常规焊接方式(如焊条电弧焊、埋弧焊、等离子弧焊、气体保护焊、电渣焊等)相对比较困难。而且采用传统焊接母材局部发生融化,有较大的焊缝和热影响区,容易产生焊接变形和焊接残余应力,影响焊接品质。为降低传统焊接工艺对焊接性能的影响,瞬时液相扩散焊得到了广泛的应用。
瞬时液相扩散焊TLP(transient iiquid phase diffusion bonding,TLP)是由英国Davids.Duvall等人首次通过相图解释其金属学原理[1]。特别适用于异种材料、耐热合金和新材料,比如陶瓷复合材料、金属化合物等可焊性极差的材料的焊接。
1TLP焊接原理
瞬时液相扩散焊是在两个待焊工件接触表面之间放入添加降融元素的中间层,将两个工件紧压一起,在气体保护或真空环境下,加热到一定温度并施加一定压力,中间层融化成液相,液体金属填充母材表面的间隙,固液相之间发生元素扩散,形成致密的中间过度层。在保温阶段,母材与中间层元素互相扩散,最终实现等温凝固和固相均匀化,使中间层区域的组织与母材接近。焊接过程包括中间层融化、中间层两侧母材溶解、等温凝固、焊接层均匀化。感应加热液相扩散焊焊接原理图,如图1所示。
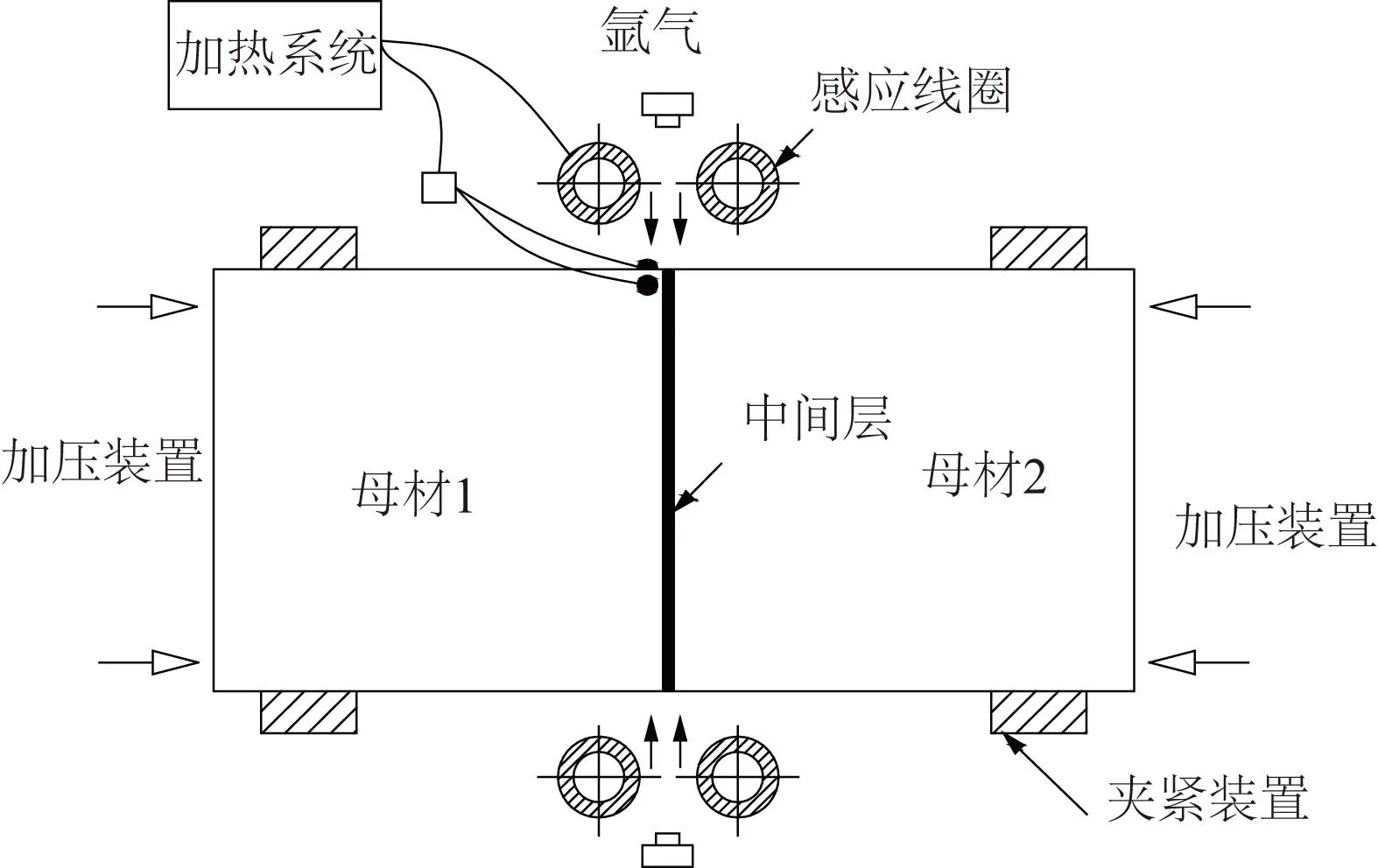
图1 感应加热液相扩散焊焊接原理图
根据焊接材料的异同,将TLP焊接分为同种材料焊接和异种材料焊接。根据焊材可焊接性的异同,将TLP焊接情况类分为4种,如图2所示。对于采用TLP焊接技术容易焊接的材料采用添加中间层直接焊接,对于母材之间不能直接焊接的材料,采用添加中间过渡母材的方式实现焊接。
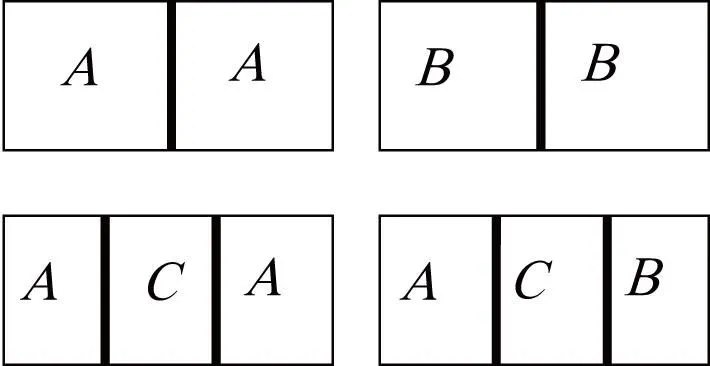
图2 液相扩散焊的焊接种类
2焊接过程模拟
根据TLP的焊接原理模拟出的焊接过程图[2],如图3所示。a) 焊接前期,焊接温度达到中间层熔点,中间层温度升高,中间层溶化;b) 焊接温度继续升高,中间层完全融化,降融元素向两边扩散,部分母材发生液化;c) 加热温度继续升高,达到最大值,中间层两侧母材进一步发生液化,液宽达到最大值。加热方式导致母材表面受热温度先达到最大值,导致先发生融化,以及受挤压作用导致的液体的外溢,湿润的损失,导致过渡层不均匀;d) 等温凝固阶段,中间层向母材扩散的速度介于固态和液态扩散系数之间,母材与中间层元素发生互相扩散,液相宽度变小;e) 均匀化阶段,由于中间层与母材之间的元素扩散,中间过渡层成分稳定,晶粒生长;f) 元素扩散基本完成,晶粒再结晶完成,过渡层与母材成分基本相同,焊接完成。
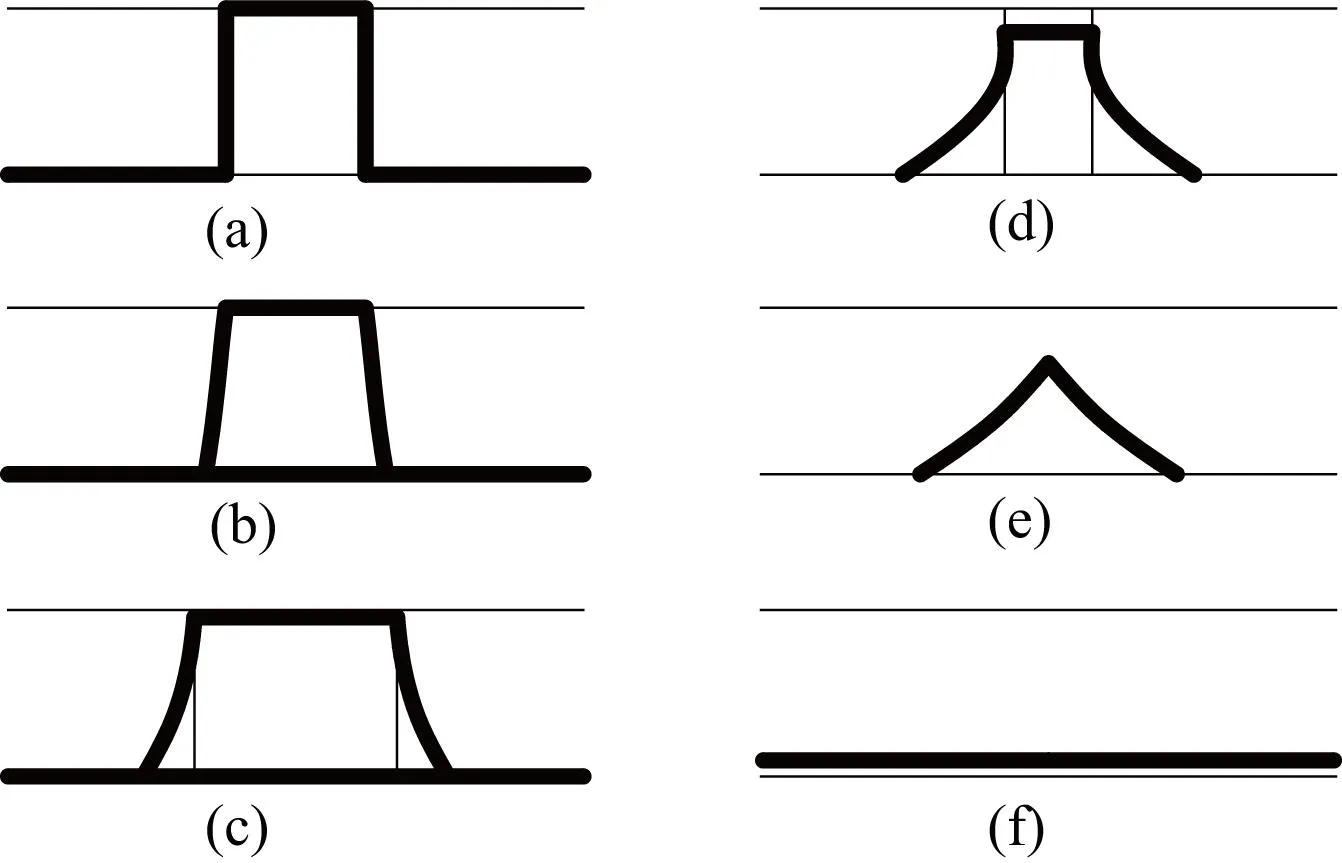
图3 液相扩散焊焊接过程图
3瞬时液相扩散焊的优缺点
在瞬时液相扩散焊研究中70%涉及到异种材料的焊接。由于连接温度远低于母材的熔点,中间层厚度只有10~100μm,热影响区小,TLP焊接相对传统焊接有很多优点。焊接变形小,适合用于对要求变形高的管道和零部件;接头处无余料,过渡平滑,不需要切削加工、打磨处理;接头处残余应力小,可以提高焊接件的焊接品质,提高焊接件的使用寿命;生产效率高,不需要开坡口,焊接时间与壁厚无关。焊接速度只取决于降融元素的扩散速度,数十秒就可以完成焊接;自动化程度高,只需要具备一般的操作技能。
由于中间层的选择决定焊接的可行性,所以对不同材质的母材要求采用不同成分的中间层。找到一种合适的中间层相对比较困难,需要进行大量的实验研究。焊接品质受焊接件接触面的表面粗糙度的影响,对表面品质要求比传统焊接品质高;焊接前准备时间些长。
4瞬时液相扩散焊的影响因素
瞬时液相扩散焊受中间层材料、焊接温度、焊接时间以及焊接压力影响比较大。焊接温度对焊接起到至关重要的作用,在焊接初期会使表面接触部位的凹凸变形、表面氧化物的破裂、界面空洞消失以及中间层的融化等产生影响。在焊接过程中影响元素的扩散速度、母材的相变以及再结晶,影响焊接的品质。中间层选择对焊接接头元素扩散、接头组织再结晶品质到决定性的作用,决定焊接可行性以及中间层与母材元素扩散的效果。焊接压力会促进表面围观凹凸部分的塑性变形,使表面氧化膜破碎,促使母材与中间层接触,促进元素的互相扩散,也可以消除界面空洞的产生。焊接时间会影响元素扩散以及接头晶粒的再生长程度,与中间层材料、焊接温度、焊接压力以及均匀化程度有着直接的关系。
5TLP焊接技术研究状况
1) 理论与模型研究
经过学者们的不断努力,已经形成了区别于传统焊接方式的模型和理论。恩泽忠男等研究采用薄膜法对等温凝固过程求解的可行性研究,最终指出了其误差很大[3]。剑桥大学的 A.Shirzadi与E.R.Wallach提出一种带有温度梯度的TLP焊接工艺,突破了传统TLP扩散焊惯用的焊接温度均匀化的束缚,提高了焊接品质[4]。剑桥大学的W.D.MacDonald和T.W.Eagar等人从理论上定性地用液相中溶质原子的质量守恒定律来从理论上计算液相扩散焊的元素扩散以及中间层宽度的数值计算[5]。加拿大的Y.Zhou建立了瞬时液相扩散焊的等温凝固模型,给出了扩散速率的数值计算的单相解和双相解,分析等温凝固对基体金属晶粒边界扩散率的提高、境界运动及境界空穴的影响[6]。Ohsasa等人建立了Ni合金的动力学模型,通过差分法进行扩散的计算,得到焊接温度与焊接时间对元素扩散起到的作用[7]。
2) 焊接参数的研究
河南理工大学的郭世敬对液相扩散焊接压力进行研究,结果表明压力在液相扩散焊中起到重要作用,决定降融元素的扩散,对焊接接头的品质和焊接效率影响很大[8]。王振江研究了焊接温度和时间对#20号钢管TLP焊接组织的影响,结果表明焊接温度过低和过高或焊接时间过短或多长都会降低TLP焊接接头的力学性能,需要选择焊接温度和焊接时间合理组合[9]。四川化工职业学院的文申柳等人通过对9Cr1MoNbV钢的瞬时液相扩散焊研究,在氩气氛围内,加热温度1230℃~1260℃,加压3~5MPa,采用三种不同元素成分的合金作为中间层,研究对TLP组织和性能的影响。研究表明中间层的选择是TLP焊接的关键,以母材为机体加入合适降融元素的中间层可以获得良好的组织和性能[10]。在焊接气体保护实验中,各位学者多在真空环境和惰性气体保护下进行焊接,WD MacDonald曾在还原性气体氢气和氮气混合气体氛围中实现TLP焊接,Kuntz ML和Peaslee RL分别在氮气和氢气氛围中也实现了TLP焊接[11]。
山东电力研究院研发的瞬时液相扩散焊铁基中间层合金,厚度30~60μm,熔点1050℃~1150℃,可以用于碳钢、不锈钢和Cr-Mo耐热钢的焊接[12]。北京石油天然气集团公司管材研究所的宫少涛研发一种适用于瞬时液相扩散焊的镍基中间层材料,厚度30μm的Ni-B-Si合金箔带,熔点950℃~1050℃,适用于低合金钢、不锈钢的瞬时液相扩散焊[13]。Gale WF,Brochu M等人研究了不同加热方式,采用高频、中频、辐射、接触电阻、电子束及辉光放电、激光、红外线等方法可以用于不同材料的TLP焊接[14]。
3) 焊接设备研究
早期,苏联H.Φ.KA3AKOE按照控制方法、加压方法、结构形式、加热方法的不同,将TLP焊接设备分成许多类型,其中有真空高频感应加热扩散焊接和真空辐射加热扩散焊机。试验用焊接采用小型立式真空扩散焊机和杠杆式真空高频感应扩散焊机,最大压力3000N,真空度1×10-3Pa,加热功率20kW。我国20世纪90年代中期自行设计与研制的大型超高真空扩散焊机,采用液压加压、电阻加热的方式,最高加热温度1573K,输出功率30kW[15]。
随着制造技术以及自动化技术的发展,现在应用的扩散焊机都具有温度、压力、真空度和时间的控制系统,采用热电偶、红外测温。其中美国森托公司生产的HP-1605型扩散焊机,采用钨加热体进行辐射加热,通过传感器对压力进行测量和控制,焊接压力达到150kN,焊接温度1923K[16]。山东鲁能节能公司研发的管道瞬时液相扩散焊机,可以在开放环境中焊接,采用惰性气体保护,热电偶测温,可以实现管道焊接。
6TLP的应用前景
20世纪80年代,日本住友金属公司的小沟欲等人成功将TLP技术应用于输气输水、民用管道等,也因此在1991年获得了日本溶解学会的“田中龟久人赏”[17]。1998年,三菱重工成功利用TLP技术进行锅炉设备中异种管道的焊接,部分替代了手工填丝焊[18]。2000年以后,随着TLP技术的发展,更多难焊材料的试验成功,使得TLP技术在航空航天、汽车制造、微电子方面有了广阔的应用。比如,日本和德国已经利用TLP技术用于汽车零部件的生产。在美国和俄罗斯将TLP技术应用于航空航天。其中未来空间站或太空实验室的真空环境是发展扩散焊的重要场所。俄国液体火箭发动机上大量零部件之间的连接采用了液相扩散焊技术,并且焊接接头强度能够满足技术指标。随着瞬时液相扩散焊接技术越来越成熟,焊接技术水平的发展以及焊接设备的多功能化,应用范围也越来越宽广,应用价值也越来越高。
7结语
从目前研究情况来看,瞬时液相扩散焊在各个领域的应用研究已经全面展开,新材料新工艺的研究越来越多,在一些焊接场合部分取代了传统焊接,但是在实际应用还很欠缺,特别是设备开发的成本高、应用环境的局限性,导致扩散焊的推广受到限制。随着扩散焊技术的成熟,设备的开发,理论研究的完善,TLP焊接的推广将会有很好的前景。
参考文献:
[1] 张贵峰. 日本T91钢管液相扩散焊技术研究发展[J]. 电焊机,2006,1(1):37-40.
[2] Grant.O,Cook.Cral,D.Sorensen.Overview of transient liquid phase and partial transient liquid[J].Journal Materials Science,2011(46):5305-5323.
[3] 张贵峰,张建勋. 液相扩散焊等温凝固阶段的特征及解析解[J]. 焊管,2004,27(6):25-30.
[4] Shirzadi A,Wallach ER.Analytic modeling of transient liquid phase diffusion bonding when a temperature gradient is imposed(TLP)[J].Acta Material Analytic 1999,47(13):3551-3560.
[5] W D.MacDonald and T W.Eagar.Transient liquid phase diffusion bonding[J].Annual Reviews of Materials Science,1992,22:23-46.
[6] Y ZHOU.Analytic modeling of isothermal solidification during transient liquid phase(TLP) bonding[J].Material Science Letters,2001,20(9),841-844.
[7] 张远辉,王非森. 瞬时液相扩散焊连接工艺参数及应用研究进展[J]. 金属铸锻焊技术,2010,39(9):163-167.
[8] 郭世敬,陈思杰. 瞬时液相扩散焊接连接压力的研究[J]. 金属铸锻焊技术,2010,1(1): 125-127.
[9] 王振江,王文龙. 连接温度和时间对20钢管TLP连接组织性能的影响[J]. 工业技术,2012,9(上):75-76.
[10] 文申柳. 9Cr1MoNbV钢瞬时液相扩散焊中间层研究[J]. 金属铸锻焊技术,2008,12(1):96-98.
[11] ML Kuntz,Y Zhou,SF Corbin.A study of transient liquid-phase bonding of Ag-Cu using differential scanning calorimetry[J].Metallurgical and Materials Transactions A,2006,37(8):2493-2497.
[12] 李辛庚,吴军. 瞬时液相扩散焊铁基非晶中间层合金:中国,02135336.0[P]. 2003-2-5.
[13] 宫少涛,李为卫. 一种适用于瞬时液相扩散焊的镍基中间层材料:中国,200910090077.1[P]. 2011-02-09.
[14] WF Gale,DA Butts.Transient Liquid Phase Bonding[J].Science Technology Welding Joint,2004,9(4):283.
[15] 赵熹华.压力焊[M]. 北京:机械工业出版社,1988:204-208.
[16] 李志远,钱乙余,张九海. 现今焊接制造技术丛书[M]. 北京:机械工业出版社,2005:135-140.
[17] 姚凯. 瞬时液相扩散焊的发展及应用前景[J]. 石油工程建设,2007,33(2):1-4.
[18] KingW.H,Owczarski.W.H.Welding[J].Welding,1997,(46):289.


收稿日期:2014-12-30
中图分类号:TG44
文献标志码:A
文章编号:1671-5276(2015)04-0007-03
作者简介:王磊(1989-),男,安徽亳州人,硕士研究生,主要研究领域为异种金属瞬时液相扩散焊研究。
基金项目:北京市高校人才强教深化计划资助项目(PHR200907221);北京市学科与研究生教育资助项目(PXM2011014222000033)
猜你喜欢
儿童故事画报·智力大王(2024年2期)2024-05-16 09:24:21
保健医苑(2020年1期)2020-07-27 01:58:18
轮胎工业(2020年4期)2020-03-01 04:47:54
电子制作(2019年22期)2020-01-14 03:16:46
数学物理学报(2019年1期)2019-03-21 05:26:34
中学生数理化(高中版.高二数学)(2017年1期)2017-04-16 05:33:50
高师理科学刊(2016年8期)2016-06-15 20:27:49
焊接(2016年8期)2016-02-27 13:05:10
焊接(2016年6期)2016-02-27 13:04:55
济源职业技术学院学报(2014年3期)2014-02-28 02:35:51
