
超声珩磨钢质薄壁缸套的试验设计研究
2016-01-29 05:13:36乔培平
机械制造与自动化 2015年4期
关键词:表面粗糙度
乔培平
(陕西工业职业技术学院 机械工程系,陕西 咸阳 712000)
超声珩磨钢质薄壁缸套的试验设计研究
乔培平
(陕西工业职业技术学院 机械工程系,陕西 咸阳 712000)
摘要:采用纵向振动立式超声珩磨装置,分别在MB4215Z型半自动珩磨机和M4215型珩磨机上,对钢制薄壁缸套基体进行三因素、四水平正交试验,研究了超声珩磨油石的特性,包括超硬磨料、粒度、结合剂等对表面粗糙度、尺寸精度、圆度和珩磨效率等的影响及影响程度。结果表明,超声珩磨可以有效地解决钢制薄壁缸套的珩磨加工难题,为珩磨加工软钢提供了理论依据,对实际生产具有一定的指导作用。
关键词:超声珩磨;超硬磨料;珩磨效率;表面粗糙度
Experiment and Design of Steel Thin Wall Cylinder Liner of
Ultrasonic Honing and Its Research
QIAO Peiping
(Shaanxi Industrial Vocational and Technical College, Mechanical Engineering School, Xianyang 712000, China)
Abstract:This paper uses longitudinal vertical ultrasonic vibration honing device, respectively in MB4215Z type semi-automatic honing machine and M4215 type honing machine to do three factors and four levels orthogonal test for steel thin wall cylinder liner and studies the characteristics of the ultrasonic honing oilstone, including super hard abrasive, grain size and binder on the surface roughness, dimensional accuracy, roundness, and the influence on honing efficiency. Results show that ultrasonic honing can be used to effectively solve the steel thin wall cylinder honing processing problems and a theoretical basis is provided for honing processing mild steel. This gives a certain guiding role to the actual production.
Keywords:ultrasonic honing;super hard abrasive;honing efficiency;surface roughness
0引言
普通珩磨时,尤其是在珩磨钢质薄壁缸套基体、铝合金缸套时,油石极易堵塞,从而导致油石寿命短,表面品质差,加工效率很低,甚至划伤缸套工作表面。铸铁淬硬缸套、钢质薄壁缸套镀铬层和陶瓷发动机缸套珩磨时,加工噪声大、精度低,加工效率极低。
国内外有研究实践表明,超声珩磨具有珩磨力小、珩磨温度低、油石不易堵塞、加工效率高、加工品质好、零件滑动面耐磨性高等许多优点,可以解决普通珩磨存在的问题,尤其是钢质薄壁缸套基体、铝合金缸套等韧性材料的珩磨问题[1]。
钢质薄壁缸套的基体为低碳钢(通常为#20钢),内圆柱表面有镀铬层,且外圆柱表面不直接与发动机冷却水接触。由于壁薄(直径<100mm气缸套,壁厚只有1mm),力刚度和热刚度极差,又是采用退火状态#20钢作为基体材料,因而使得对它的珩磨加工难度很大,主要表现在加工精度和表面品质难保证,加工效率低,油石消耗量大,内圆柱表面易划伤。
对钢质薄壁缸套基体超声珩磨,采用D93mm纵向振动立式超声珩磨装置,使用了三因素、四水平正交试验[2]。研究了超声珩磨油石的特性对表面粗糙度、尺寸精度、圆度和珩磨效率4个指标的影响及其影响程度。结果表明,超声珩磨可以有效地解决钢质薄壁缸套的珩磨加工难题,开辟了一条高效率和珩磨加工软钢的新途径。
1试验条件
钢质薄壁缸套试件内径D93mm,壁厚1mm,长度180mm。试验分别在大河机床厂生产的带有气动测量系统的MB4215Z型半自动珩磨机和M4215型珩磨机上进行,主轴转速112~160r/min,主轴往复运动速度3~18m/min。缸套安装在镗珩夹具中。网纹在气缸套中心线方向夹角θ=140°±10°。气缸套基体材料为#20钢,退火状态,其硬度为HV160~HV170。
采用CZH—3型立式超声珩磨装置。采用的测试仪器有:FC—845数字频率计、Talor圆度仪、内径千分表、GJD—5E型表面粗糙度测量仪等。
2试验方法
采用三因素、四水平正交试验来研究钢质薄壁缸套超声珩磨。考察指标有4个:表面粗糙度Ra、尺寸精度、圆度、珩磨效率。
超硬磨料油石是超声珩磨装置采用的主要工具,它是由超硬磨料加结合剂制成的。超硬磨料油石的特性由磨料、粒度、浓度、结合剂和硬度等因素来描述。磨料浓度是根据平顶网纹要求确定的,油石硬度则根据气缸套材料的硬度等因素确定[2]。因此,正交试验只考虑超硬磨料、粒度和结合剂3个因素。
超硬磨料主要分为人造金刚石和立方氮化硼等两种类型,它们又可分为多种型号。试验中,每种超硬磨料取两个型号,计有4个水平。根据缸套内表面粗糙度、尺寸精度、圆度和珩磨效率要求,磨料粒度选了4个水平,即80/100、100/120、120/140、和140/170。结合剂有陶瓷、树脂、橡胶和金属结合剂(常用的是青铜结合剂)之分,这里选用了树脂和青铜结合剂,并各取两种配方,计有4个水平。这样,便构成了钢质薄壁气缸套超声珩磨三因素、四水平正交试验表,见表1所示。

表1 试验因素水平
以表面粗糙度Ra、尺寸精度、圆度和珩磨时间分别为指标的正交试验表因篇幅所限在此省略。
3试验结果
超声珩磨油石尺寸固定不变,长×宽×高为100mm×6mm×6mm磨料层厚度2mm,每副油石数量为6条。珩磨液:煤油80%,机油20%。
试验结果表明,在所试验的超声珩磨油石3个因素中,粒度对表面粗糙度的影响最大,磨料影响次之,结合剂影响最小。在普通珩磨(不加超声振动)中,人造金刚石通常是不能珩磨钢的,尤其是软钢,这是因为金刚石是碳的同素异形体,在较高温度下易与钢中的铁族金属产生化学反应,形成碳化物。而在超声珩磨中,由于珩磨力和珩磨温度大幅度降低,人造金刚石可以顺利地珩磨软钢,开拓了人造金刚石的应用范围。
表2给出了钢质薄壁缸套超声珩磨后表面粗糙度、尺寸精度和圆度的部分试验数据。试验条件为:人造金刚石,粒度号120/140,青铜结合剂,浓度100%。
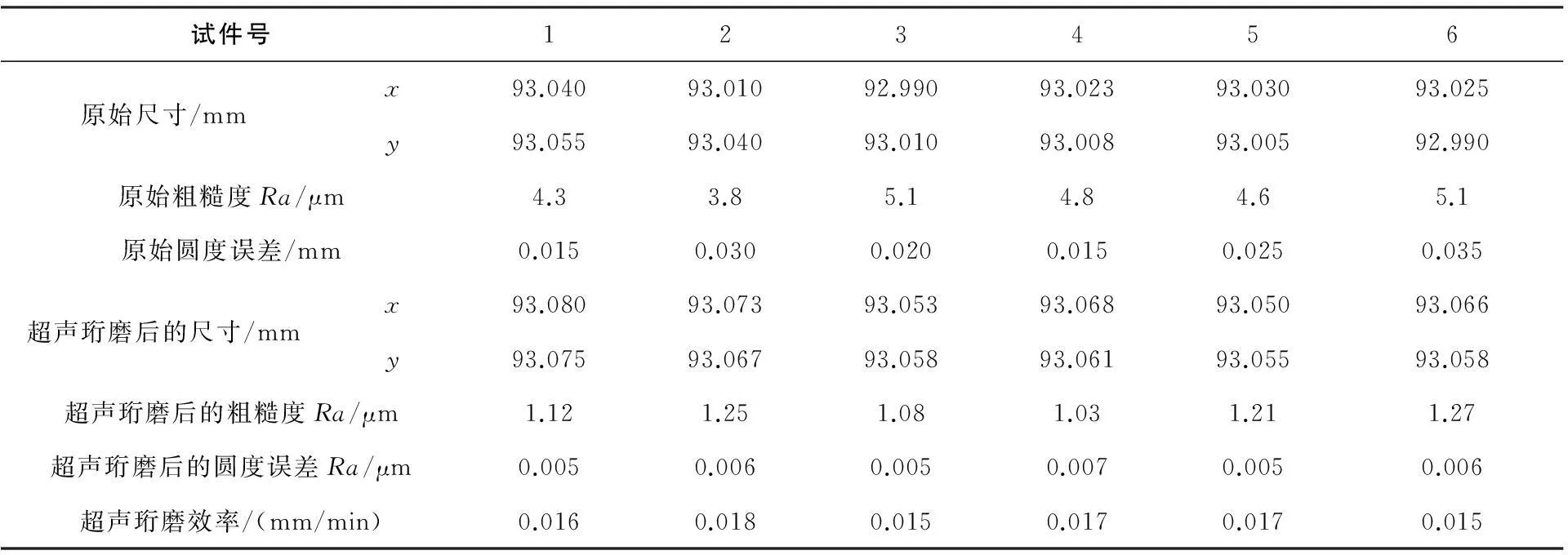
表2 超声珩磨对表面粗糙度、尺寸精度和圆度的影响(部分)
进一步试验表明,使用粒度为270/325的树脂结合剂人造金刚石油石,对钢质薄壁缸套进行超声珩磨时,加工尺寸精度可进一步得到提高,表面粗糙度Ra可达0.2μm以下,内圆柱表面的圆度误差小于0.003mm。
使用Sic油石进行普通珩磨时,由于油石磨损极快(通常一副Sic油石可珩磨25只缸套),所以在去除金属余量的同时,大量的磨粒和结合剂也随同#20钢磨屑一起流入珩磨液箱,造成珩磨液混浊,磨粒也常常被珩磨液再次带入珩磨区,致使缸套内圆柱表面经常划伤,并导致气动测量系统上的小孔堵塞,气动测量系统失灵。所以有必要配置高精度珩磨液过滤器[3]。
采用超声珩磨时,超硬磨料油石磨损极为缓慢,进入珩磨液的主要成分是磨屑,可以充分发挥磁性过滤器的作用,因而珩磨液得到净化,气缸套内圆柱表面的划伤现象大大减少,同时使得气动测量系统能正常工作。
采用普通珩磨时,每分钟只能去除0.02mm的加工余量,而超声珩磨可在每分钟却除0.04~0.08mm的加工余量。所以与普通珩磨相比,超声珩磨可提高珩磨效率1~3倍。
4结语
1) 在所试验的超声珩磨油石3个因素中,粒度对表面粗糙度的影响最大,磨料影响次之,结合剂影响最小。本试验条件下,超声珩磨可获得表面粗糙度Ra为0.5~2.1μm,可以满足缸套内圆柱表面平顶网纹储油结构的要求。若使用粒度更细的磨料,超声珩磨可获得Ra=0.1μm以下的表面粗糙度,这一点已被后来的试验所证实。
2) 在所试验的超声珩磨油石3个因素中,磨料对珩磨效率的影响最大,粒度影响次之,结合剂影响最小。与普通珩磨效率相比,超声珩磨可提高加工效率1~3倍。
3) 在超声珩磨条件下,人造金刚石和立方氮化硼都可用于珩磨钢质薄壁缸套,且有极高的珩磨效率。采用人造金刚石油石超声珩磨的成功,突破了“人造金刚石油石
不能珩磨软钢”的传统观念,扩大了人造金刚石的应用范围。人造金刚石油石在超声珩磨条件下之所以能珩磨软钢,是因为人造金刚石颗粒和被加工材料的接触性质发生了根本变化,珩磨液可直接进入珩磨加工区,消除了油石的堵塞现象,珩磨力和珩磨温度大幅度降低。
参考文献:
[1] 张云电.薄壁缸套生产技术[M]. 北京:国防工业出版社,2001.
[2] 张云电.现代珩磨技术[M]. 北京:科学出版社,2007.
[3] 武利生,李元宗.磨料流加工研究进展[J]. 金刚石与磨料磨具工程,2005,(5):16-18.
[4] 王贵成,张银喜.精密与特种加工[M]. 武汉:武汉理工大学出版社,2001.


收稿日期:2014-01-06
中图分类号:TG580
文献标志码:A
文章编号:1671-5276(2015)04-0047-02
作者简介:乔培平(1975-), 男,陕西咸阳人,讲师,主要从事精密加工、刀具切削状态智能监控技术方面的教学和研究工作。
猜你喜欢
哈尔滨理工大学学报(2016年6期)2017-02-21 20:39:17
哈尔滨理工大学学报(2016年6期)2017-02-21 17:17:33
农机使用与维修(2017年1期)2017-02-07 14:56:52
中国新技术新产品(2017年1期)2017-01-20 17:37:01
中国科技博览(2016年24期)2016-12-28 22:48:44
科技视界(2016年26期)2016-12-17 15:52:31
中国科技博览(2016年22期)2016-11-01 12:59:31
山东工业技术(2016年17期)2016-09-23 16:18:14
中国科技博览(2016年4期)2016-04-25 07:47:08
湖南大学学报·自然科学版(2015年8期)2015-09-06 14:54:35
