
基于IMS的自动标定装置实时监控系统的实现
2016-01-17 17:36:48刘俊君李富年
自动化与仪表 2016年1期
刘俊君,吴 谨,李富年
(武汉科技大学 信息科学与工程学院,武汉 430081)
厚度指标作为带材重要的质量指标之一,一直以来都受到生产厂家与用户的重视。在钢板轧制过程中,由于各种因素的影响,钢板的厚度会发生变化,若厚度偏离标准厚度太多,钢板就只能作废。而钢板厚度只能在轧制过程中加以控制,而不像宽度、长度可以在轧制之后再进行剪裁,获得需要的尺寸。目前大部分IMS测量仪外部标准样板的比对和标定都是通过维护人员手动完成,存在着检测速度慢、存在安全隐患、影响设备寿命等缺陷[1]。
因此有必要设计研发一种全自动标定装置,利用OPC方式,实现计算机和PLC的通信,从而实现远程控制的方法,替代当前人工测量方式,确保短时间内完成全通道的厚度校对,保证多功能测厚仪的精度,减少X射线近距离辐射伤害的可能性,以及减少关闭X射线机械盲板次数、降低设备的故障率,提高机组生产率。
1 IMS自动标定系统结构
本系统设计自动校准装置控制系统将标准板库由2块标准板扩展为11块标准板,标准板厚度为2 mm~22 mm,并能够完成11块标准板多种模式的自动校准。下位选择FX3U-80MT/ES晶体管型PLC和FX2N-1PG-E定位模块来实现四轴的位置控制,上位选择InTouch 10.0进行实时监控,通过以太网及OPC通信,如图1所示。

图1 自动标定装置的系统结构Fig.1 System structure of the automatic calibration device
IMS X_ray测厚仪自动标定装置的工艺流程:
(1)将11块标准板放置在标准板放置箱;
(2)启动实时监控系统并登录系统;
(3)选择测量模式;
(4)录入标准板的标准厚度,并设置测量通道的速度;
(5)4个伺服电机复位;
(6)标准板的校准:从标准板放置箱取板,送标准板至测量通道进行测量,回板至标准板放置箱。系统按照程序设计采取最优路线自动完成第一块标准板的校准,然后进行第二块标准板的自动校准,以此类推,直至完成11块标准板的自动校准;
(7)导出数据至报表。
2 基于InTouch的监控系统的设计
InTouch是美国Wonderware公司推出的基于Windows平台的工业自动化组态软件,它主要是由InTouch应用程序管理器、WindowMaker和 WindowViewer 3个主要程序构成。该软件具有强大的监控功能,通过其强大的图形开发和动画设计功能开发出来用户操作界面,可以实时展现并监控工控现场的真实情况,数据采集和管理、动态数据交换、在线和历史趋势图显示、报警和事件自动记录等功能更是为预警危险提供了很大的便利[2]。
2.1 系统结构以及OPC通信方式
OPC全称是OLE for Process Control,包括一整套接口、属性和方法的标准集,用于过程控制和制造业自动化系统,它的出现为基于Windows的应用程序和现场过程控制应用建立了桥梁。OPC采用客户/服务器模式,把开发访问接口的任务放在硬件生产厂家或第三方厂家,以OPC服务器的形式提供给用户,解决了软、硬件厂商的矛盾,完成了系统的集成,提高了系统的开放性和可互操作性。
InTouch通过I/O通讯接口与外界设备进行通讯,I/O Server负责对物理接口的直接访问,实现监控组态软件与硬件设备的数据交换[3]。OPCLink是工作在Windows平台下的应用软件,主要作用是通过协议转换来实现OPC服务器和InTouch的数据传输[4]。OPCLink可以与现地或者远程的OPC Server服务器端软件(如 I/O Server,RSLinx)进行连接,它将InTouch的命令转换成OPC协议然后发送到OPC服务器端软件,并从OPC服务器端软件读取数据,返回到InTouch。
在本监控系统中,Wonderware I/O Server中OPCLink是OPC的客户端软件,如图2所示;三菱FX3U系列PLC外接网络扩展模块FX3U-ENET-L;网络拓展模块FX3U-ENET-L通过以太网交换机与上位机相关配置软件相连接;由OPCLink与MX OPC软件实现InTouch与三菱PLC网络模块的连通。该MX OPC服务器是三菱I/O驱动程序OPC数据访问(DA)和报警/事件(AE)服务器,它为三菱硬件和过程控制软件提供了接口和通信协议。
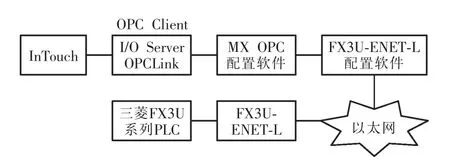
图2 InTouch与三菱PLC通信示意Fig.2 Communication of Mitsubishi PLC and InTouch
2.2 控制与监控系统框架
本IMS多功能测厚仪自动标定装置监控系统主要包括用户权限与登录管理、信息显示子系统、测量控制子系统、数据处理子系统及摄像头实时视频5个模块,如图3所示,其中共有1块板半自动模式、1块板全自动模式、2块板半自动模式、2块板全自动模式4种模式,半自动模式可以对所取测量板进行选择。

图3 系统软件框架和模块Fig.3 System software framework and modules
用户权限与登录管理子系统管理用户的登录、注销、配置、权限分配及退出系统等功能;信息显示子系统直接显示用户信息、测量状态及过程、测量通道等详细信息;测量控制子系统可进行模式选择、测量标准板选择、复位、完整测量等操作;数据处理子系统可进行测量通道参数的设置、标准板信息的导入及测量数据的导出;摄像头实时视频真实地反映现场标定装置的工作情况。
2.2.1 用户权限管理
工厂内部人员关系复杂,为确保系统的使用安全性,应对用户登录及访问的权限进行控制。在WindowMaker中选择菜单“特别-安全性-选择安全类型-InTouch”,可配置用户、分配权限,包括增加或删除用户名、修改口令及访问级别等功能[5]。
在WindowViewer监控界面可通过代码语句实现系统登录、注销及用户配置的直接调用。
①登录
DIM logon AS DISCRETE;
logon=PostLogonDialog();
②注销
logon=Logoff();
③用户配置
$ConfigureUsers=1;
④退出监控系统
WWControl(InfoAppTitle("View"),"Close");
在用户配置时可以给不同的用户赋予不同的访问级别,不同的按钮可通过$AccessLevel条件设置可访问的级别以提高监控系统的安全性。同时,在WindowMaker中对WindowViewer进行设置,窗口始终保持最大化,禁止启用一切WIN键、ALT键、ESC键等快捷退出键。
2.2.2 控制测量模块
为增加监控系统的可理解性及可操作性,编程时对可操作按钮进行互锁操作,通过程序判断前一项动作执行完毕后,下一项操作的按钮才显示可用,否则一直为灰色不可操作,监控界面操作主要工作流程如图4所示。
启动系统后,系统先检测是否登录,登录成功方可执行相应操作。在选择相应的测量模式后,从安全角度出发,为了防止断电、长时间运行积累误差等情况造成的电机异位,在每次测量之前均进行4个伺服电机的复位操作。复位完毕,执行取板、测量、回板的连续动作。检测到测量完毕后,回到登录成功后的初始状态。若该用户拥有最高权限,可在测量完毕后退出系统。
2.2.3 实时视频监控模块
除了实时监控以外,在本系统中还加入了实时摄像头监控,并编写程序将摄像头功能内嵌到上位机监控界面,以提高监控系统的可靠性。
由于要监控到IMS测厚仪自动标定装置的全貌,且摄像头离IMS测厚仪自动标定装置不是很远,所以应该选择监控角度较广,监控距离无需太远的摄像头。并且由于监控的环境较暗,要求日夜监控,所以应该选择有夜视功能的摄像头。同时,由于控制室和现场相距较远,工厂内部环境恶劣,不适合较复杂的布线,因此考虑选择网络摄像头。综上所述,本系统中选用的摄像头是海康威视DS-2CD3210-I5型号网络摄像头。
海康威视为二次开发提供了SDK开发包,根据该开发包设计的具有预览功能的DS-2CD3210-I5型号网络摄像ActiveX控件设计流程如图5所示。
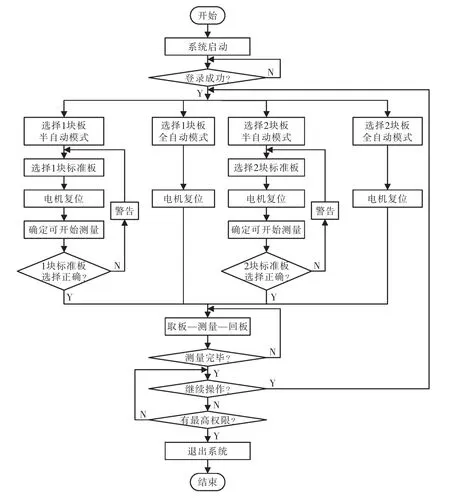
图4 自动标定装置的工作流程Fig.4 Work flow chart of the automatic calibration device

图5 网络摄像ActiveX控件设计流程Fig.5 Webcam ActiveX controls design flow chart
在VC++6.0中,设计出DS-2CD3210-I5型号网络摄像ActiveX控件,控件的IP地址保持和工控机的IP在同一个网段,在工控机上注册该控件,便可在In-Touch的WindowMaker的配置-向导/ActiveX控件安装中直接添加该控件并加以使用。
2.2.4 导出报表模块
InTouch组态软件支持DDE接口,提供DDE动态数据交换模块用于与其它应用软件之间进行实时数据和历史数据交换,通过DDEServer实现实时数据库与报表软件之间的数据交换[6]。本系统使用Excel通过DDE接口与In-Touch进行数据交换,利用Excel的宏以实现标准板标准厚度的录入、标准板64个通道的测量厚度的汇总等报表功能。
[result=] FileWriteFields(filename,offset,starttag,numberoffields)函数将InTouch中一系列标记名的值写入csv文件,其中starttag包含要写入的第一个数据项的第一个标记名的名称。这个csv文件不符合一般报表的要求,只能提供数据。所以需要另设计一个空的Excel报表,再将csv文件的数据复制到报表中,形成完整的报表。
Excel提供了一个Visual Basic编辑器,通过Visual Basic编辑器定义并编辑宏,当用Excel打开含有启动宏的工簿时,就会自动运行启动宏。通过InTouch 中的 StartApp"C:Program FilesMicrosoft OfficeOffice12excel e: eport.xls"语句打开定义了宏的excel文件,按照宏中的报表制作模板自动将csv文件中的数据做成完整的报表。为了顺利运行Excel报表,Excel的宏的安全级别应设为最低。
2.2.5 信息显示模块
信息显示子系统即监控主界面,它承担系统主要信息的展示,包括用户信息,测量状态及过程、测量通道信息等,如图6所示。
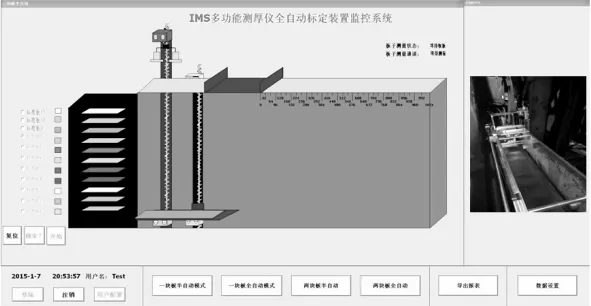
图6 监控主界面Fig.6 Main monitoring interface
3 结语
针对目前IMS测量仪由人工对标准板进行比对和标定所存在的检测速度慢、时间长、存在安全隐患、影响设备寿命等缺陷,开发了基于InTouch的IMS多功能测厚仪自动标定装置实时监控系统。工程实践表明,本系统设计合理,用自动化代替了人力,从控制室便可控制并监测现场的操作,在保证多功能测厚仪的精度、减少X射线近距离辐射伤害的可能性、减少关闭X射线机械盲板次数以及降低设备的故障率的同时,缩短完成全通道的厚度进行校对的时间,提高机组生产率,进一步减少维护工人受辐射的可能性。同时,由上位机监控系统提供的导出报表功能,将人力从抄写大量测量数据的繁琐工作中解放出来,给工人带来了很大的便利。结合企业目前已有的安全管理模式,达到避免安全事故发生的目的,具有理论和现实的意义。
[1]靳其兵,吴磊.有关X射线测厚仪技术的研究[J].自动化仪表,2007,28(1):65-66,70.
[2]陈俊,余兵.工业自动化软件系统技术及其发展[J].可编程控制器与工厂自动化,2006(5):6-13.
[3]但斌斌,马乾,时宝祥,等.基于InTouch的监控系统的开发与应用[J].工业控制计算机,2009,22(6):39-40.
[4]王萍,童琨.Wonderware InTouch软件在马钢彩色涂层钢板过程控制系统中的应用[J].安徽冶金科技职业学院学报,2006,16(1):41-44,56.
[5]王永红.基于InTouch的煤矿井下电力监控系统的设计与研究[D].太原:太原理工大学,2012.
[6] 郭棣,刘晓军,周铭.用EXCEL实现INTOUCH报表功能[J].科技创新导报,2008(31):100-101.
智能制造工程实施方案即将发布,聚焦两大领域
为了实现制造强国的目标,工信部制定了智能制造工程实施方案(2016—2020年)(简称《方案》);从有关渠道获悉,这一方案已发布在即。业内人士认为,在主管部门的引导推动下,资金、资源向智能制造领域加速汇集,未来机器人和人工智能、工业互联网将是长期大主题。
据介绍,智能制造是新一轮工业革命的核心。要实现“中国制造2025”,完成从制造大国向制造强国的转变,智能制造将是主攻方向。为此,工信部会同相关部门已经完成了方案的编制工作,计划年底前报送国家制造强国建设领导小组审议后发布实施。
工信部人士表示,《方案》重点突出两个方面:一是抓好智能制造试点示范;二是做好传统制造业数字化制造普及工作;通过《方案》的实施,到2020年,制造业重点领域智能化水平显著提升,试点示范项目运营成本降低30%,产品生产周期缩短30%,不良品率降低30%。下一步,工信部还将积极研究制定支持智能制造发展的政策措施,尤其要在现有的技术改造、中国制造2025专项以及现有渠道中,加大中央财政资金对智能制造项目的支持力度。同时,也要积极向国开行推荐符合条件的智能制造项目,申请专项建设基金。鼓励建立按市场化方式运作的各类智能制造发展基金,搭建政银企合作平台,研究建立产融对接新模式,引导和推动金融机构创新符合智能制造发展方向以及企业需要的产品和服务方式。
发展智能制造是我国应对未来新一轮科技革命、产业变革的一个前瞻性任务。但实现这个目标,单靠企业的力量是做不到的,或者说,并不完全是市场经济能推动的,而需要政府提供支持——政府要发现并解决那些关键的基础性的问题。
工信部人士介绍说,《方案》将要解决几个重要问题:第一个就是智能化零部件的国产化。“比如说机器人,里边的减速器等零部件,现在大部分还需要进口,如果我们下一步要推广智能制造,就要防止形成新的对外依赖。”另一个重要问题是建立工业互联网。其是支撑智能制造的关键综合信息基础设施,是将机器、人、控制系统与信息系统有效连接的网络信息系统,通过对工业数据的全面深度感知、实时动态传输与高级建模分析,形成智能决策与控制,驱动制造业的智能化发展。
猜你喜欢
中国交通信息化(2022年9期)2022-10-28 06:14:40
汽车工程师(2021年12期)2022-01-18 06:02:43
汽车维修与保养(2020年11期)2020-06-09 05:42:16
测控技术(2018年8期)2018-11-25 07:42:28
河南畜牧兽医(2017年12期)2017-11-13 04:05:10
中国惯性技术学报(2017年1期)2017-06-09 08:15:14
光学精密工程(2016年3期)2016-11-07 09:03:34
汽车维修与保养(2015年8期)2015-04-17 03:32:59
西安建筑科技大学学报(自然科学版)(2014年6期)2014-11-10 02:35:38
中国纺织(2009年7期)2009-08-07 06:56:16
