某超高射速舰炮弹药筒膛内横断问题技术分析
2016-01-06 06:04:12马献怀
火炮发射与控制学报 2015年1期
某超高射速舰炮弹药筒膛内横断问题技术分析
马献怀
(海军装备部西安局,陕西 西安710043)
摘要:针对某超高射速舰炮及其弹道炮试验过程中出现的药筒膛内横断问题,通过现场勘测、理论分析和故障还原试验,确定了故障原因。根据故障机理,经技术攻关,提出了解决措施,经过后续多次射击试验验证,故障再未复现,证明了解决措施的可行有效。分析结果对解决速射火炮类似故障有重要的参考价值。
关键词:超高射速;火炮;药筒;横断;间隙
中图分类号:文献标志码: A
收稿日期:2014-04-30;修回日期: 2014-07-08
作者简介:马献怀(1962-),男,高级工程师,主要从事舰炮武器系统技术研究。E-mail:maxianhuai@sina.com
Technical Analysis of Cartridge Breaking in Bore for Super-high
Firing Rate Naval Gun
MA Xianhuai
(Xi’an Bureau of Naval Equipment Department, Xi’an710043, Shaanxi, China)
Abstract:Aimed at the cartridge breaking problem occurred during the test of super-high firing rate naval gun and ballistic gun, the failure causes were determined by site investigation, theoretical analysis and failure reproduction test. The solution was proposed based on the failure mechanism and technology research. The same failure hasn't occurred again during many firing test. The results show the solution is reasonable and feasible, which provides an important reference value for solving similar failure of rapid-fire gun.
Key words:super-high firing rate; gun; cartridge; break; gap
速射火炮药筒膛内横断是火炮射击中严重的故障,易造成自动机损毁,此类问题一直被高度关注和重视。针对某超高射速舰炮及其弹道炮试验中多次出现的药筒膛内横断问题,通过现场勘测、理论分析和故障还原试验,确定了故障原因,提出了解决措施。
1药筒横断故障现象
在某超高射速舰炮及其弹道炮的射击试验中,出现了3次药筒膛内横断现象,故障现象如下:
1)弹道炮上出现2次药筒膛内横断现象。2发药筒均在距底部约36 mm处发生断裂,如图1所示,射后检查,并未发现弹道炮其他零部件损毁,留膛断裂药筒易取出。
2)自动炮上出现1次药筒膛内横断现象。药筒断裂部位发生在距筒口部约35 mm处,如图2所示。检查发现,断裂药筒前部留膛,造成自动机卡滞,机芯头与机芯体配合的导引槽发生断裂,开锁凸轮前端面严重划伤,炮箱后螺旋槽块挤压留痕;并因射击堵转造成射击控制系统变频器驱动模板电容爆裂,发火机烧蚀,大功率保险损坏等。

2故障分析
2.1 药筒变形和位移过程分析
根据膛内压力变化,可将药筒在膛内的变形和位移分为4个阶段[1-2]:
1)第1阶段为消除初始间隙阶段,此阶段是发射药燃烧初期,膛内压力较低,药筒膨胀消除径向初始间隙,形成闭气密封。随着弹丸膛内前移,火药气体压力使药筒同时产生轴向位移,消除轴向初始间隙。
2)第2阶段从消除初始间隙到最大膛压出现,此阶段药筒和炮膛均产生最大变形,炮膛为弹性变形,药筒为弹塑性变形。在轴向力的作用下,药筒的轴向位移和拉伸变形达到了最大值,如图3所示。

3)第3阶段是从膛压最大值到后效作用期终了。随着膛压下降,炮膛和其他机构弹性恢复至初始位置,而药筒只能部分弹性恢复,其发生的塑性变形使药筒和炮膛处于过盈状态。由于药筒各区壁厚差异及塑性变形对材料的强化,过盈程度从药筒下至上部逐渐增大;同时,由于火炮机构轴向弹性变形完全恢复,药筒弹塑性变形部分恢复,使炮闩推动药筒轴向前移,药筒楔紧炮膛。
4)第4阶段是指从后效作用终了至膛压恢复到大气压力阶段。此时火炮机构和药筒弹性恢复完成,药筒塑性变形最终形成残余变形。
2.2 尺寸链分析
通常情况下,轴向变形是造成药筒膛内横断的主要因素之一,美国曾公布了20 mm弹药黄铜药筒膛内允许拉伸量是0.381 mm,在推断30 mm钢质药筒膛内允许拉伸量上可参考此数据[3]。
由药筒制造工艺可知,药筒3次冲压延伸形成的壁厚有3个区段,如图4所示,可分为上A、中B和下C 3个区,D截面为图1中断裂截面,E截面为图2中断裂截面。

根据药筒与炮膛的尺寸链分析,炮膛一锥、二锥轴向设计尺寸分别为123.5+0.1mm、131.64+0.1mm,炮膛尾端距炮闩镜面设计尺寸为11.5+0.1mm,药筒一锥、二锥轴向设计尺寸分别为135-0.63mm、143-0.63mm,计算可知,炮膛与药筒一锥、二锥轴向最大间隙可达0.83 mm和0.97 mm。
2.3 药筒与炮膛间隙实测
为验证上述分析,对弹炮药室匹配数据进行了实测,选择352发不同批次合格弹药与弹道炮和全形规合膛,发现弹底面与炮膛后端面间隙值范围为9.3~10.5 mm,相差1.2 mm,弹底面与全形规端面间隙值范围是-0.4~0.9 mm,相差1.3 mm,两种测量方式结果基本一致。经三百余组数据统计,绘出的弹和炮膛配合轴向间隙数值曲线,如图5所示,基本呈正态分布。同时这也表明,药筒空间形位尺寸分布会直接影响药室弹膛间轴向间隙。
2.4 故障原因定位
通过药筒变形和位移过程分析、尺寸链分析和药筒与炮膛间隙实测,可初步确定以下2个故障原因。
1)图1中弹道炮射击膛内药筒后部横断故障,主要原因是膛内药筒底面与闩体镜面有轴向间隙,且间隙量超过药筒最大允许拉伸极限值。
2)图2中自动炮连发射击试验出现的膛内药筒前部横断现象,主要原因是药筒一锥与炮膛一锥有径向间隙,且间隙量超过药筒最大允许拉伸极限值。
2.5 故障还原试验
为验证上述故障原因,设计了2种试验方案:
1)在上述检测的352发弹药样本中,选出弹底面至炮膛端面尺寸较小的弹,在弹道炮上进行人工设置后端面间隙,间隙量约为1.6 mm,射击至第6发时出现与图1完全相同的横断现象,试验终止。测量了弹底面与炮膛后端面的距离L,如图6所示,表1数据给出了药筒延伸变形的程度。

表1 弹道炮药筒(尾部)断裂验证试验数据

弹序号123456射前值/mm9.49.49.59.59.59.5射后值/mm11.711.6811.7--12.4试验结果未断未断未断未断未断断裂
2)选择尺寸公差较大的20发弹在出现过药筒横断的自动炮上进行连发射击试验,药筒一锥前部均划间距5mm刻线,如图7所示,射后测量刻线间距变化,除1发外,其余19发均存在刻线间距增大现象,其中最大值为0.6 mm,表2为出现变形较大的10发数据。尽管连发射击没有出现药筒横断现象,但药筒经射击后一锥末端均出现明显塑性延伸。
表2 射击前后药筒刻线间距变化对比
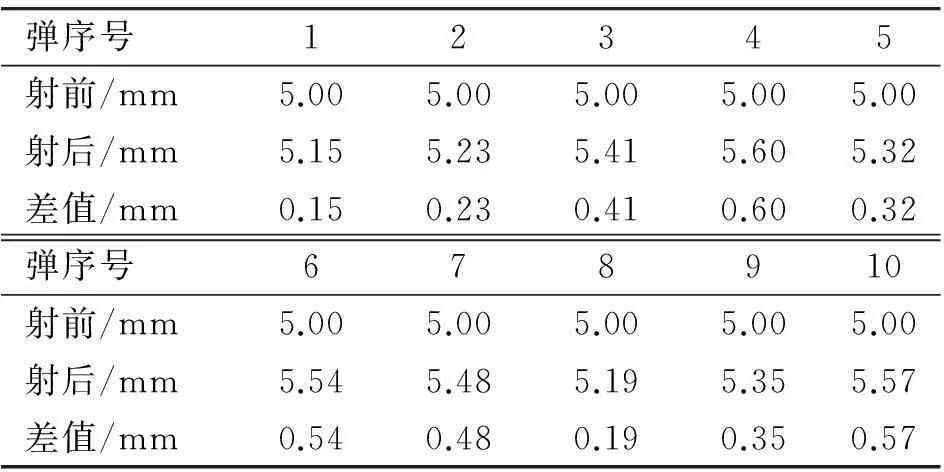
弹序号12345射前/mm5.005.005.005.005.00射后/mm5.155.235.415.605.32差值/mm0.150.230.410.600.32弹序号678910射前/mm5.005.005.005.005.00射后/mm5.545.485.195.355.57差值/mm0.540.480.190.350.57
经过弹道炮和自动炮故障还原试验, 进一步验证了故障原因。
3解决措施及验证
图1中药筒在弹道炮膛内横断故障,主要是由药筒与弹道炮炮膛轴向间隙造成的,因此可采用定位环装填弹药,使轴向间隙消除。采用此措施后,进行了800发的弹道炮射击验证试验,再未发生横断现象。
图2中药筒在自动炮膛内横断故障,主要是由于药筒与炮膛一锥径向间隙过大造成的。因此,对出现问题的药筒同批产品进行复查,包括产品图纸资料、生产流程、原材料、各特殊工艺过程以及自动炮弹膛相关状态等,重新设计了药筒成形的技术约束条件,控制药筒一锥与炮膛一锥的间隙量。采用此措施后,在后续的射击试验中,新药筒未发生横断现象[4-5]。
4结束语
在某超高射速舰炮及其弹道炮药筒膛内横断问题的技术攻关中,故障定位准确,措施可行有效,问题得到了彻底解决。解决问题的思路及方法对速射火炮此类故障的解决具有重要的借鉴意义。
参考文献(References)
[1]冷树林,崔利海. 小口径炮弹药筒横断机理及控制措施浅析[J]. 制造技术与控制, 2007 (5): 71-72.
LENG Shulin,CUI Lihai.Analysis on breaking mechanism and control measure on cartridge of small-caliber[J].Manufacture Technology & Control,2007 (5):71-72. (in Chinese)
[2]戴成勋,靳天佑,朵英贤.自动武器设计新编[M].北京:国防工业出版社,1990.
DAI Chengxun,JIN Tianyou,DUO Yingxian. New design of automatic weapon design[M].Beijing: National Defense Industry Press,1990. (in Chinese)
[3]易声耀,张竞. 自动武器原理与构造学[M]. 北京:国防工业出版社,2009.
YI Shengyao, ZHANG Jing. The principle and structure of automatic weapons[M]. Beijing: National Defense Industry Press, 2009.
[4]鲍敬源. 钢质药筒根部裂纹失效分析[J].国防技术基础, 2010 (4): 31-33.
BAO Jingyuan. Analysis on root of steel cartridge breaking[J]. Technology Foundation of National, 2010 (4): 31-33. (in Chinese)
[5]李杰仁, 王锋, 李伟. 钢质药筒热处理技术研究[J]. 新技术新工艺, 2012 (11): 60-62.
LI Jieren,WANG Feng,LI Wei. Research on heat treatment technique of steel cartridge[J].New Technology & New Process,2012 (11):60-62.(in Chinese)
猜你喜欢
火炮发射与控制学报(2022年1期)2022-02-28 12:54:26
小资CHIC!ELEGANCE(2022年2期)2022-01-11 12:32:55
航空发动机(2020年3期)2020-07-24 09:03:18
小哥白尼(军事科学)(2020年2期)2020-06-16 03:11:04
数学物理学报(2020年2期)2020-06-02 11:28:48
中北大学学报(自然科学版)(2019年3期)2019-05-08 10:04:44
火炸药学报(2018年2期)2018-05-17 01:59:02
兵器装备工程学报(2018年4期)2018-05-08 04:58:16
广西电力(2016年4期)2016-07-10 10:23:38
小哥白尼·趣味科学画报(2006年8期)2006-03-18 07:41:12