
200吨铸造起重机花键轴断裂原因分析
2016-01-01 15:52:08刘国江
四川冶金 2015年3期
虞 强,谭 军,刘国江
(攀钢集团攀枝花钢钒有限公司提钒炼钢厂,四川攀枝花617000)
200吨铸造起重机花键轴断裂原因分析
虞 强,谭 军,刘国江
(攀钢集团攀枝花钢钒有限公司提钒炼钢厂,四川攀枝花617000)
通过对200吨铸造起重机走行机构万向联轴器的强度验算、断裂花键轴的宏观形貌、金相组织、形状尺寸和硬度的测试与分析,确定了花键轴断裂的原因。采取了更换厂家、增设检修平台和规范安装维护等安全措施,实施后提高了设备安全可靠性。
铸造起重机;花键轴;断裂;原因分析
1 引言
200t铸造起重机是我厂关键设备之一。1号方坯连铸机钢水接收跨2号200t起重机2003年12月底投入生产以来,走行机构万向联轴器多次出现突然断裂,引发万向联轴器花键轴高空坠落险肇事故。
2013年12月17日23时43分左右,一方接收2号200t起重机空载运行至一号方坯连铸机2号转盘上方时,走行东北角万向联轴器的花键轴掉落至零米地面上,重约10kg,坠落高度30m,给地面行走职工人身安全带来极大威胁,图1为断裂事故现场。

图1 断裂现场
为了分析万向联轴器坠落事故原因,杜绝事故再次发生,保证设备安全运行,对走行万向联轴器强度进行验算,断裂的花键轴宏观形貌和断口进行观察分析,对花键轴的金相组织、形状尺寸及硬度进行测试。
2 万向联轴器验算
2.1 主要技术参数
图2为200t铸造起重机走行机构传动系统简图,电机额定功率N=38k W,电机转速n电=728r/min,减速机速比i=20,车轮直径d为710mm,最大轮压575k N,万向联轴器型号为SWF285F-2×800,最大允许静转矩Tm=51k N·m,允许对称疲劳转矩Tf= 29k N·m。根据手册[1-2],验算如下。

图2 走行机构传动图
2.2 静强度验算
计算转矩Tc

式中:u—滑动摩擦系数(0.15-0.2),取0.2;d—车轮直径(m),为0.71m;∑P max—若一根联轴器驱动一个车轮,即为该车轮的最大轮压(k N),为575k N。
Tc≤Tm,静强度满足要求。
2.3 疲劳强度验算
联轴器转速n
计算转矩Tc

式中:K3—电机频繁过载系数(工作级别≥M6,取1.8);N—电机额定功率(k W); n—联轴器转速(r/min)。
Tc≤Tf,疲劳强度满足要求。
3 外观检查
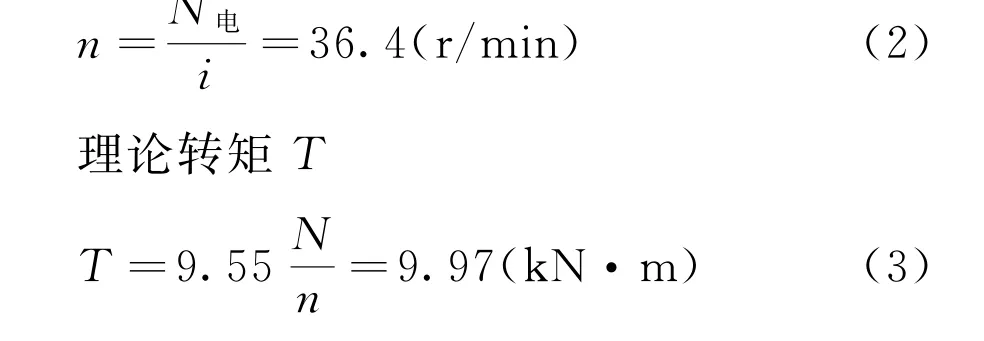
花键轴断裂位置如图3所示,断裂发生在轴身与花键段的过渡处。断口面虽已经严重磨损,但显示一圈未焊的圆形痕迹。圆形痕迹距轴颈表面大约12mm。断裂起源于圆形痕迹的外侧,图4显示尚未磨损的断裂起源点。
花键齿宽窄不一。图5示花键端面的外貌,标尺“1cm”正对的一个花键齿最小,只有11mm,其余花键齿的宽度在14mm~14.3mm范围不等。花键齿齿面存在部分磨损,图5中用黑线标识的对应齿面有相当长度被磨损,而另一段没有磨损,说明花键轴在系统中对中不良。从图6还可看出,齿间有加工沟槽。
4 金相组织及硬度检查
通过断裂源区切取的金相试样,抛光浸蚀,显微镜观察[3]发现焊道下裂纹,如图7a,说明修复焊的工艺不当。表面堆焊层组织为定向凝固的柱状晶,而热影响区组织为马氏体或马氏体+贝氏体的混合组织,见图7b,说明焊前没有预热,焊后又没有热处理。
对于42Cr Mo钢,含碳量和合金含量都较高,淬透性好[4],在焊接过程中必须严格控制冷却速度,才能避免淬火组织和热影响区开裂。
从花键轴上切取横向试样,从花键齿至内部测定布氏硬度[5]见表1,结果为(186HB -252HB),不能满足技术要求(285HB~321HB)。

图3 花键轴断口形态
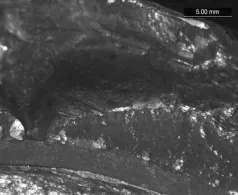
图4 尚未磨损的断裂源

图5 花键轴自由端面外貌

图6 齿间加工沟槽图
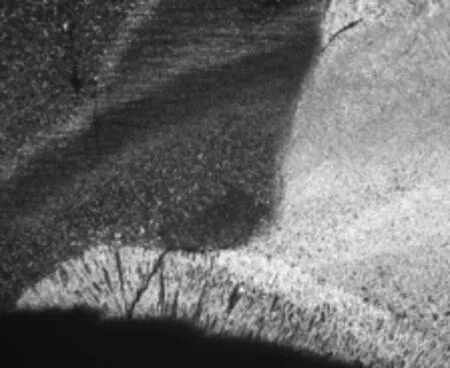
图7 a 热影响区和焊补层的裂纹
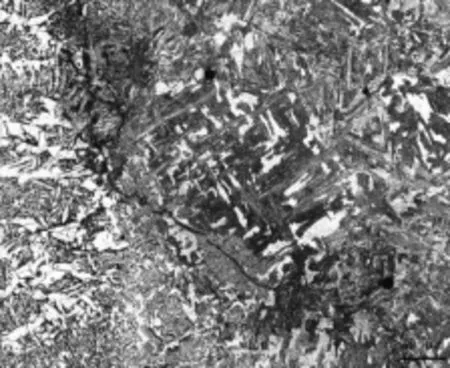
图7 b 热影响区的组织和裂纹图

表1 硬度检验结果
5 改进措施
(1)在万向联轴器下方增设检修平台,便于日常对万向联轴器的检查,同时避免万向联轴器断裂后的高空坠落。
(2)对在用的万向联轴器进行无损检测,以确定是否存在裂纹。
(3)将万向联轴器的花键轴安装在冲击载荷相对较低的减速机端,降低振动载荷对花键轴的影响。
(4)选取质量可靠的厂家,提高万向联轴器备件质量的可靠性。
6 结论
(1)通过以上验算和分析,设计的万向联轴器强度满足实际工作要求。
(2)使用中的花键齿加工质量低劣,会造成振动载荷。花键轴变形或在系统中不对中,造成偏磨,同时不能均匀承载载荷。
(3)补焊层组织为定向凝固的柱状晶,热影响区出现马氏体,说明焊前没有预热,焊后又没热处理,因此产生焊接裂纹。如果焊条没有烘烤,会加剧焊道下产生冷裂纹的倾向。焊接裂纹在使用中扩展,最终造成花键轴断裂。
(4)通过按照改进措施实施后,提高了设备安全可靠性,保证了设备的安全运行,避免了万向联轴器高空坠落事故发生。
[1] 徐灏.机械设计手册[M].北京:机械工业出版社,2000:69.
[2] 张质文,虞和谦,王金诺,等.起重机设计手册[M].北京:中国铁道出版社,1998:22-32.
[3] 张栋,钟培道,陶春虎,等.失效分析[M].北京:国防工业出版社,2004:136-141.
[4] 陈国民.齿轮材料和热处理[M].郑州机械研究所,2004:38-48.
[5] 韩德伟.金属硬度检测技术手册[M].长沙:中南大学出版社,2003:7-38.
The Analysis about Cause of 200 Tons Casting Crane’s Spline Shaft Fractured
YU Qiang,TAN Jun,LIU Guo-jiang
(Panzhihua Steel Group Panzhihua Steel Vanadium Co.,Panzhihua 617000,Sichuan,China)
The cause of spline shaft fractured was confirmed,according to test and analyze it, which 200t ladle crane traveling agency universal coupling strength checking,macro-spline shaft fracture morphology,microstructure and the shape and size and hardness.The safety and reliability of the device was improved by taking safety measures about replacing the factory and putting up maintenance platforms and regulating installation maintenance.
casting crane;spling shaft;fracture;cause analysis
TH218
:A
1001-5108(2015)03-0065-04
虞强,工程师,主要从事起重机设备点检管理工作。
猜你喜欢
安徽冶金科技职业学院学报(2023年1期)2023-08-15 07:32:38
装备制造技术(2020年1期)2020-12-25 05:18:10
装备制造技术(2020年2期)2020-12-14 03:09:48
金属加工(热加工)(2020年12期)2020-02-06 05:59:18
制造技术与机床(2019年8期)2019-09-03 01:15:02
中国金属通报(2019年6期)2019-08-20 06:52:52
热处理技术与装备(2019年3期)2019-07-24 08:03:36
制造技术与机床(2018年11期)2018-11-23 01:08:02
机械研究与应用(2018年2期)2018-05-10 09:05:23
中国科技产业(2016年2期)2016-02-09 07:56:35
