攀钢方坯连铸LF炉盖结构优化与应用
2016-01-01 15:52梁强
四川冶金 2015年3期
梁 强
(攀钢提钒炼钢厂,四川攀枝花617062)
攀钢方坯连铸LF炉盖结构优化与应用
梁 强
(攀钢提钒炼钢厂,四川攀枝花617062)
分析了方坯连铸机LF炉水冷炉盖漏水的主要原因,通过取消内炉盖等结构优化措施,提高水冷炉盖冷却水管道的使用寿命,进而延长炉盖的大修周期,降低了炉盖在线漏水频率,提高了设备对生产的保障能力。
LF炉;水冷炉盖;结构;优化
1 引言
水冷炉盖是精炼系统中重要设备之一,主要用于收集LF炉冶炼过程中产生的烟尘并通过通风除尘系统抽走后净化除尘,以保护环境,同时使大气与钢水的接触减到最小,保持炉内最佳还原气氛。
水冷炉盖由炉盖上罩、炉盖下罩、水冷吸烟管道、合金加料门、测温取样门、观察操作门、行程开关、气控系统及配管等组成。水冷炉盖采用全水冷管式环形密排结构,用无缝钢管和特制弯头组焊而成,形成均流无死点的高效水冷强制循环,水冷炉盖钢管材质为20g。
该设备的正常投运与否直接影响到设备安全运行和铸机的生产顺行。
2 结构优化前存在的问题
方坯连铸机LF炉水冷炉盖结构优化前在使用过程中存在的最大问题是水冷管道损坏导致炉盖大修周期过短和水冷管道频繁漏水严重影响了方坯铸机的生产顺行及安全生产。
在结构优化前,该LF炉使用6个月左右的炉盖就需下线大修,更换所有的金属软管和部分龟裂、穿孔的水冷管道。在大修周期内,炉盖水冷管道漏水频繁。从现场统计结果看,结构优化前的炉盖漏水平均每周一次,频率最高达到了单台LF炉每周2-3次。水冷管道因龟裂、焊缝裂纹、穿孔等原因一旦漏水严重,出现水柱喷淋电极或冷却水漏入钢水罐等现象时,因存在重大的安全隐患,LF系统必须停机处理水冷炉盖漏点。每次处理炉盖漏水的时间需要3h~4h,严重影响了铸机的生产顺行。
3 原因分析
经现场统计,炉盖漏水主要集中在内炉盖下方离钢水液面最近的水冷管道。漏水原因主要是该处管道龟裂以及焊缝裂纹形成的渗水和漏水,另有小部分为电弧击伤穿孔导致漏水。该处炉盖冷却水管工作负荷主要为钢液热辐射、加热弧区热辐射、加热时钢渣飞溅。水冷炉盖工作负荷示意图见图1。
LF炉主要热源是电极下的电弧放热和钢液热辐射,此两种热源也为水冷炉盖主要承受的热负荷。电弧及钢水距炉盖内衬距离是影响热负荷大小的主要因素之一。在LF炉加热过程中,弧区温度在3 000℃以上,钢水液面温度达1 600℃左右,内炉盖下方的水冷管道离钢水液面在450mm左右,水冷管道受热辐射的强度较大。在温差应力的作用下,向热面管壁易皲裂。
在LF炉加热过程中,飞溅的钢渣对该处水冷管道外壁的冲刷也最严重,导致该处水冷管道管壁因磨损损坏而漏水。飞溅的钢渣为水冷炉盖另一主要的工作负荷。

图1 水冷炉盖工作负荷示意图
4 结构优化措施
通过对该LF炉炉盖的漏水成因分析,要控制炉盖水冷管道漏水,提高炉盖冷却水管道的使用寿命,进而延长炉盖的在线使用时间,延长炉盖大修周期,可以通过以下方法实现。
(1)对向热面的水冷管道进行遮蔽保护。
(2)通过提高水冷炉盖极限。
(3)优化炉盖结构的方法,让炉盖下缘远离钢液面,减小热辐射及钢渣冲刷对冷却水管道的影响。
对向热面的水冷管道进行遮蔽保护,主要措施是在炉盖内壁浇铸高铝耐材的耐热防护层。但这种方式存在防护层易脱落、防护成本高的缺点。
采用提高水冷炉盖极限,让炉盖下缘远离钢液面的方法,势必增大外炉盖与钢水罐外沿的间隙。带来的负面效应有三点:
(1)是烟气外泄,除尘效果会变差,对环境的影响是负面的。
(2)是增加空气的进入量,改变炉内的还原气氛,对钢种品质的保证不利,会增加相应合金的消耗。
(3)是增大钢包在等待时钢液的温降,会增加相应的加热电力消耗。
基于以上考虑,只有采用通过改进内炉盖的结构的方法,来增大内炉盖与钢水液面的间距,减小热辐射及钢渣冲刷对炉盖冷却水管道的影响。
4.1 炉盖结构优化措施
改变炉盖结构的目的是要增大内炉盖冷却水管与钢水液面间的距离,即增加炉盖内部的净空,减轻热辐射和钢渣冲刷对水冷管道的损害,避免电弧对水冷管道的损伤。同时,新结构的设计必须保证水冷炉盖吸风管道畅通,方便吸风口积渣的清理,在吸风口上方开人孔,减少清渣需要的时间。
该LF炉水冷炉盖结构优化主要体现在以下两个方面:
(1)将水冷炉盖内炉盖取消,剩余的水冷管道距钢水液面的距离增大。结构优化后,炉盖内侧水冷管道距钢液面的垂直距离最小处约为1 250mm(钢水罐净空高度为300mm),较改造前提高了800 mm。由于距离的增加,冷却水管道受热辐射和钢渣冲刷的影响减小,劣化程度减轻。结构优化后的炉盖主要分为炉盖上部和炉盖下部两个可以独立的部分。
(2)将吸风口上方插板前面的水管割除,制作一块500mm×600mm,厚度为30mm的活动盖板封堵,当吸风口集渣严重时,将活动盖板吊开即可,既不影响生产,又降低了劳动强度。水冷炉盖结构优化前后对比如图2-图9。

图2 水冷炉盖结构优化前剖视图

图3 水冷炉盖结构优化前三维剖视图
4.2 炉盖结构优化后冷却水用量计算
因结构优化后,水冷炉盖的受热面积发生变化,需计算炉盖所需的冷却水量,核定现有冷却水水系统能否满足结构优化改造后的水冷炉盖。
冷却水用量计算,由公式[2]:
Q=ε×K×q×F/c/(T2-T1)
式中:Q为冷却水用量,kg/h;ε为材料辐射黑度,钢管取0.8;q为水冷炉盖吸热度,中型精炼炉取(33.44∽37.62)×104kJ/m2h; F为水冷炉盖吸热面积,改造后水冷炉盖的吸热面积为32.44 m2;c为比热容,水的比热容为4.2kJ/kg℃;T1为冷却水进水温度,取35℃;T2为冷却水出水温度,取55℃;K为安全系数,取1.5。
将各参数代入公式得Q=154 970 kg/h,取Q=160t/h。

图4 水冷炉盖改造后剖视图

图5 水冷炉盖改造后三维剖视图
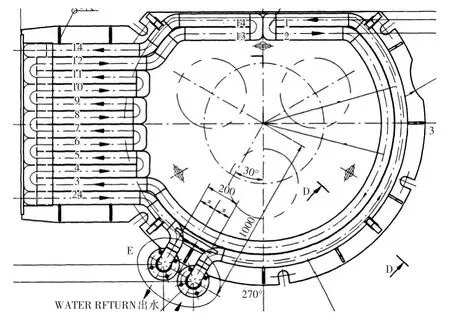
图6 吸风口改造前俯视图

图7 吸风口改造后俯视图

图8 水冷炉盖改造前水冷原理图
现有冷却水水系统能满足结构优化改造后的水冷炉盖冷却水用量,因结构优化后的炉盖冷却水总量不变,进水总管的直径也无需改变。
4.3 炉盖结构优化后受力分析
(1)炉盖内部受力分析
水冷炉盖各部分无缝钢管和特制弯头用E4315焊条连续致密组焊而成,与结构改造前采用同样的方法和标准,故水冷炉盖各部分单体的结构强度满足生产要求。
(2)炉盖各部分之间
改造后炉盖分上炉盖和下炉盖两个独立的部分,上炉盖结构保持不变,其安装位置和安装方式也不变,如图10所示。

图9 水冷炉盖改造后水冷原理图

图10 三孔板、炉盖上部、炉盖下部安装示意图
炉盖上部水平面钢管承受炉盖上部和三孔板的重量,由于炉盖上部和三孔板自重不变,炉盖下部结构强度未变,因此炉盖各部分之间受力满足需求。
(3)炉盖吊挂受力分析
炉盖整体的安装是通过两两对称的四个吊点,用吊挂与升降机构相连。吊挂所承受的负荷取决于炉盖的自重。改造后的炉盖因取消内炉盖,自重较改造前减轻,故吊挂的负荷变小,同时吊挂本身未做改变,故吊挂能满足炉盖改造后的需求。
5 结构优化后炉盖试用效果
结构优化后的炉盖先后在2#方坯连铸机LF炉和1#方坯连铸机LF炉上线试用。试用发现,结构优化后的炉盖在线使用漏水频率大幅度降低,大修周期明显延长,并且结构优化后的炉盖采购成本较结构优化前炉盖降低。改造后水冷炉盖工作负荷示意图见图11。

图11 结构优化后水冷炉盖工作负荷示意图
5.1 漏水频率统计
1#方坯连铸机LF炉结构优化炉盖2011年11月15日上线,2012年9月14日下线,在线使用时间10个月。2#方坯连铸机LF炉结构优化炉盖2011年3月24日上线,仍在用,在线使用时间已达20个月。在线使用期间,炉盖漏水情况统计见表1及表2。

表1 一号方坯连铸机LF炉炉盖漏水情况统计

表2 二号方坯连铸机LF炉炉盖漏水情况统计
从上表中看出,1#方坯连铸机LF炉炉盖结构优化的炉盖漏水率0.8次/月,2#方坯连铸机LLF炉炉盖结构优化的炉盖漏水率0.35次/月,较结构优化前水冷炉盖漏水率大幅度降低。

图12 结构优化前后月平均漏水次数对比柱状图
5.2 大修周期
2#方坯连铸机LF炉水冷炉盖仍在线使用,在线时间20个月。1#方坯连铸机LF炉水冷炉盖于2012年9月14日下线大修,在线使用时间10个月。考虑作业率因素影响,结构优化后的炉盖大修周期以1#方坯数据为依据,大修周期可定为12个月,较结构优化前的炉盖可延长6个月。
5.3 采购成本
结构优化后的水冷炉盖因取消内炉盖,简化了制作工艺,降低了材料消耗,故在采购费用上较结构优化前的的炉盖大幅度降低。原结构炉盖新制备件成本99万元,新结构炉盖成本42.5万元,单台炉盖费用降低56.5万元。
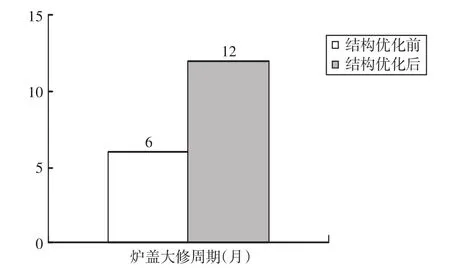
图13 结构优化前后大修周期对比柱状图

图14 结构优化前后炉盖采购费用对比柱状图
6 结语
结构优化后的炉盖因增大了水冷管道距电弧和钢水液面的距离,受热辐射和钢渣冲刷的影响减小,达到了减少炉盖在线漏水次数,延长了炉盖大修周期的目的。同时,因炉盖结构的优化,生成炉盖的材料消耗减少,降低了炉盖的采购成本。通过对方坯连铸机LF炉水冷炉盖结构的优化,取得了较好的经济效益。
[1] 张 鉴.炉外精炼的理论与实践[M].北京:冶金工业出版社,1993.
[2] 谭牧田.氧气转炉炼钢设备[M].北京:机械工业出版社,1983.
PZH Steel Billet Continuous Casting LF Furnace Cover Structure Optimization and Application
LIANG Qiang
(PZH steel mention of vanadium steel mills,Panzhihua 617062,Sichuan,China)
This article analyses the billet continuous casting in Panzhihua LF the main cause of water cooling furnace cover is leaking,by removing the furnace cover structure optimization measures,such as improving the service life of water cooling furnace cover cooling water pipes,and then extend the overhaul period of furnace cover,reduces the online leak frequency furnace cover,improve the support capability of production equipment.
LF furnace;furnace cover;structure;optimization;applications
TF148
:B
1001-5108(2015)03-0077-06
梁强,助理工程师,主要从事炼钢转炉的设备管理工作。
猜你喜欢
昆钢科技(2022年2期)2022-07-08
交通科技与管理(2021年13期)2021-09-10
昆钢科技(2021年1期)2021-04-13
冶金设备(2020年2期)2020-12-28
紫禁城(2019年12期)2020-01-14
装备制造技术(2019年12期)2019-12-25
山东冶金(2019年5期)2019-11-16
农家书屋(2019年4期)2019-05-15
电子制作(2018年23期)2018-12-26
中国三峡(2016年11期)2017-01-15