
金属粉芯药芯焊丝YCJMX50C的研制
2015-12-27 07:33张少健吕奎清杨宗全
金属加工(热加工) 2015年2期
张少健 吕奎清 杨宗全
1. 概述
金属粉芯药芯焊丝具有生产成本低、焊接效率高、飞溅小、焊接接头质量高等优点,与实芯焊丝相比具有更高的熔敷速率,与普通药芯焊丝相比减少了熔渣清理工作,缩短焊接周期,加快生产进度,降低了生产成本,可广泛应用于机械制造、管道、汽车等钢结构的焊接。近年来成为国际上焊材发展的新趋势,但是国内对金属粉芯药芯焊丝的重视程度尚不够,因此开发此类金属粉芯药芯焊丝十分必要。
2. 研制思路
(1)渣系、保护气体 普通的钛型、碱型、钛-碱型气体保护药芯焊丝均不能确保药芯焊丝满足该强度下扩散氢含量(不经过表面处理水银法或色谱法≤4mL/100g)的要求。由于金属粉芯药芯焊丝与普通药芯焊丝相比具有熔渣少、抗裂性好、熔敷效率高等特点;与实芯焊丝相比具有飞溅小、成形美观、成分调整方便等特点,因此采用金属粉芯渣系。
当采用CO2气体保护焊时,因填充粉料几乎全部为金属粉,熔滴主要以大颗粒形式过渡,增加了焊接过程中的飞溅、恶化焊缝成形,同时增加焊后清理工作。而采用金属粉芯渣系,配合80%Ar+20%CO2富氩气体保护,能够使该焊丝焊接过程中主要以细颗粒射流过渡,熔合良好,熔敷效率高,熔渣集聚易于清理,主要适用于平焊及平角焊。使用短路过渡或脉冲电弧方式时,也可以使用在其他位置。
(2)药芯组分及含量 采用C-Si-Mn合金系进行联合脱氧,减少焊缝中氧含量,同时辅以一定的Ti、B细化晶粒。因焊丝配方中合金成分含量较高,在造渣组分中加入稳弧剂,以满足焊接操作工艺性能要求。其余部分全部为铁粉,提高焊接熔敷率。通过合理控制各种组分的比例,实现微合金化,使该金属粉芯药芯焊丝具有优良的工艺性能和力学性能。
药芯组分含量及其影响:Mn是焊缝中重要的脱氧、脱硫、去杂质、改善塑性和抗裂性的元素,随着锰含量增加,焊缝中针状铁素体数量增加,同时抑制部分先共析铁素体的生成,细化焊缝微观组织,提高低温冲击韧性,锰含量太低或太高都将影响焊缝强度和低温冲击韧性,最佳为1.2%~1.7%;在此锰含量的前提下,wC<0.12%时可增加焊缝中针状铁素体的比例,细化熔滴,增大电弧挺度;Si是重要的脱氧剂,可降低焊缝含氧量,提高低温冲击韧性,调节铁液流动性,硅含量太低或太高都将影响焊缝强度、铁液流动性及低温冲击韧性等,最佳为0.2%~0.8%;微量的Ti、B可以改善焊缝金属低温韧性;适当的稳弧剂可以提高电弧稳定性,减少飞溅,稳弧剂含量太低或太高都将影响电弧稳定性、合金过渡及焊缝成形;焊丝药芯组分和碳钢外皮中的S、P、N等杂质元素有增加焊缝裂纹、降低焊缝低温冲击韧性倾向,必须进行严格的控制。药芯组分及碳钢外皮中S、P等杂质元素在满足材料标准的情况下,尽可能控制到最低。
综合考虑上述各因素,经系列试验并参考相关文献,确定出熔敷金属的化学成分(见表1)。
(3)相关过程的控制 原材料选择原则:成分稳定、纯度高、粒度均匀。严格控制硫磷杂质的含量,对生产过程中的粉料分别进行烘焙,降低焊丝中扩散氢含量。
药芯组分中可以适当增加稳弧剂和造渣剂,提高电弧稳定性和脱渣性。
制作焊丝使用钢带的规格为1.0mm×10mm,焊丝填充率为15.5%~16.0%,焊丝直径为1.2mm。
3.试验检测
(1)焊接工艺性能 首先,焊接电弧形态分析。对研制的金属粉芯药芯焊丝YCJMX50C采用80%Ar+20%CO2富氩气体保护平焊位置焊接,焊接参数如表2所示,图1是熔滴一个过渡周期的电弧形态,燃弧时弧根扩展,熔滴的轴向性增强,易于获得轴向喷射过渡方式,此时电弧稳定性好,呈明显的细颗粒射流过渡。
其次,焊缝成形分析。图2是平焊及平角焊焊缝的外观,由图可见焊缝成形美观,焊道饱满,飞溅小,熔渣少且集聚于焊道中间,易于脱渣、便于清理工作。
最后,熔敷率和熔敷速率。在实际生产过程中,焊接效率主要体现在焊接材料的熔敷率和熔敷速率。为了检测YCJMX50C焊丝的熔敷率和熔敷速率,本次试验采用80%Ar+20%CO2富氩气体保护,270A/30V焊接参数,进行试验,试验结果如表3所示。
由表3可以看出,YCJMX50C与实芯焊丝WH50—6、神钢同类型金属粉芯焊丝MX—A100熔敷率相当,与高速平角焊药芯焊丝YCJMX50相比有较高的熔敷率;YCJMX50C与实芯焊丝WH50—6相比有较高的熔敷速率,与高速平角焊药芯焊丝YCJMX50、MX—A100相比熔敷速率稍低,但差距不大。因此YCJMX50C在富氩气体保护下具有较高的熔敷率和熔敷速率,可有效提高焊接生产效率,降低焊接成本。
由上三点可以说明,所设计的焊丝具有优良的焊接工艺性能。
(2)力学性能 采用80%Ar+20%CO2气体保护,采用DH36钢板(300mm×150mm ×20mm),在平焊位置焊接,焊接参数如表2所示,力学性能如表4、表5所示。由表可以看出:金属粉芯药芯焊丝YCJMX50C抗拉强度556MPa,屈服强度485MPa,具有较大的断后伸长率28%,在-30℃具有较高的低温冲击吸收能量131J,满足了AWS5.18标准中E70C—6M的相关要求。

表1 化学成分(质量分数) (%)

表2 焊接参数

图1 电弧形态(230A/28V)

图2 平焊及平角焊焊缝外观(230A/28V)

表3 4种焊丝熔敷率和熔敷速率的对比

表4 熔敷金属力学性能
(3)化学成分 焊缝金属主要化学成分如表6所示。从表6可以看出,S、P元素含量较低,说明原材料和冶金过程控制的比较合理,有效去除了有害杂质,提高了焊缝低温韧性。
(4)焊缝金属显微组织 焊缝金属微观组织决定焊缝金属的韧性,焊缝金属纵截面微观组织如图3所示。通过对焊缝金属试样显微组织观察可以发现:试样组织中均匀分布大量细小的铁素体和少量珠光体,由于细小的铁素体的存在,会使熔敷金属强度、韧性有所提高,对焊缝的力学性能有利。
(5)刚性拘束对接裂纹试验 采用80%Ar+20%CO2混合气体保护,在280A/30V,根部间距5mm参数下进行背部刚性拘束对接裂纹试验,试验焊缝在焊后在室温下放置24h后,进行清洗、着色、清洗和显影,从图4可以看出,试验焊缝表面未出现明显红色渗透剂,说明所设计的焊丝具有良好的抗裂纹能力。
(6)T形接头角焊缝 在室温下进行T形接头角焊缝试验,试验结果如下:①折断试验:未发现任何宏观缺陷,合格。②硬度试验:焊缝、热影响区、母材和熔合线经检测,最高硬度均小于HV410。
(7)焊缝熔敷金属扩散氢含量 采用水银法检测扩散氢含量,检测时采用的参数及试验结果如表7所示。由表7可看出,试验结果均小于4.0mL/100g,达到超低氢水平,因此所研制的金属粉芯药芯焊丝YCJMX50C具有良好的耐吸潮和抗裂性能。
4. 结语
所研制的金属粉芯药芯焊丝YCJMX50C经试验检测,力学性能稳定,满足AWS5.18标准中E70C—6M的技术要求,具有良好的综合性能。
采用金属粉芯渣系,配合80%Ar+20%CO2混合气体保护,主要适用于平焊及平角焊。

表5 对接接头力学性能

表6 焊缝金属的化学成分(质量分数) (%)
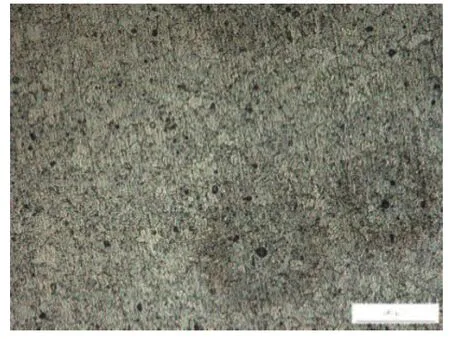
图3 焊缝微观组织
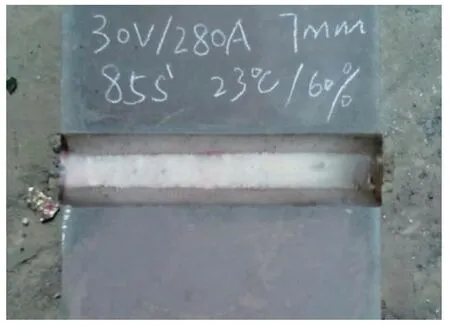
图4 刚性拘束对接裂纹试验

表7 焊接参数及扩散氢含量
焊丝具有良好的焊接工艺适应性,主要以细颗粒射流过渡为主,熔渣少且集聚易于清理。
焊缝金属在-30℃具有较高的低温冲击韧性。焊丝熔敷金属扩散氢能够达到超低氢要求,并具有良好的抗裂纹性能。焊缝微观组织形貌为大量细小的铁素体和少量的珠光体组织。
[1]喻萍,尹士科.国外金属粉芯型焊丝简介[J].焊接标准,2008(2):31-35.
[2]田志凌,潘川,梁东图.药芯焊丝[M].北京:冶金工业出版社,1999.
[3]栗卓新,史传伟,牟淑坤.E71T-1型气体保护药芯焊丝的研究进展[J].焊接,2009(12):39-42.
[4]张清辉,吴宪平,洪波.焊接材料研制理论与技术[M].北京:冶金工业出版社,2002.
[5]栗卓新,等.自保护药芯焊丝熔敷金属韧化的机理[J].焊接学报,2001,22(4):5-8.
[7]黄治军,缪凯,胡伦骥.低合金高强钢焊缝强韧性研究[J].电焊机,2004,34(9):31-34.
猜你喜欢
小学生学习指导(中年级)(2020年4期)2020-05-19
学校教育研究(2020年4期)2020-04-10
数学学习与研究(2018年8期)2018-05-15
卫星电视与宽带多媒体(2017年4期)2017-06-20
焊接(2015年10期)2015-07-18
焊接(2015年3期)2015-07-18
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18
汽车零部件(2014年5期)2014-11-11
机械制造文摘(焊接分册)(2014年1期)2014-03-20
