
自动焊技术在石油化工管道施工中的应用与发展前景
2015-12-27 07:33王鲁君
金属加工(热加工) 2015年2期
王鲁君

1. 概述
自动焊技术具有效率高、质量稳定、对操作人员要求低的特点,在欧美发达国家得到了广泛应用。而在我国各类石油化工管道工程中,自动焊应用的比例相对较低,长输管道焊接目前主要以手工半自动焊为主。针对炼油化工装置的管道焊接,一些大的施工企业近年来尽管采用了工厂化管道预制技术,但自动焊的应用比例也只有40%左右。总体上看,我国的石油化工管道焊接仍以手工焊为主。
近年来,随着我国人口红利的逐渐消失,人工费用快速上长;同时,我国的建筑业也在从注重大规模、高速度和低成本的粗放发展模式向高质量和高效益方向转型,因此,自动焊技术在石油化工工程建设领域中的应用受到越来越多的重视。
2. 管道自动焊技术长输管道建设工程中的应用
由于长输管道的焊口处于固定状态,所以目前主要采用手工半自动焊和全位置自动焊技术。
(1)半自动焊技术 第一,STT表面张力过渡焊。这是美国林肯公司专用于根焊的半自动实芯焊丝气体保护焊技术,它对熔滴向熔池过渡分几个阶段进行精确控制,从而实现焊缝根部的良好成形。
第二,RMD (Regulated Metal Deposition) 熔滴精确过渡技术。这是由美国米勒公司研发的一种熔化极气体保护焊技术,通过检测短路电流发生时间来改变焊接电压和电流的一种动态控制技术,可以实现较好的根部成形和较高的工效。
第三,自保护药芯焊丝半自动焊技术。这种焊接技术是利用焊丝药芯产生的气体对熔池进行保护,无需外加保护气体,非常适用于野外作业,用于焊缝的填充和盖面,是目前国内长输管道焊接的主要方法。但这种工艺存在着一个较大的缺点,即焊缝冲击值的离散性较大,致使焊接质量稳定性较差。
(2)长输全位置自动焊技术 在我国,长输管道全位置自动焊技术主要用于机械化流水作业模式。
长输管道全位置自动焊的主要设备如下:
第一,内焊机。将多台焊枪安装在管道内对口器上,形成组对和焊接一体化的焊接设备。根焊质量好,工效极高。8焊炬内焊机完成一道φ1 422mm焊缝的根焊只用90s。
第二,外焊机。单焊炬外焊机:由两台各装一支焊枪的焊接小车沿环形轨道,从管道的顶部分别相向向下焊接,焊接过程中的参数全部预设在控制系统中,焊接过程由焊接小车自动完成。分根焊机和填充盖面焊机两种型式。
双焊炬外焊机:由两台各装两支焊枪的焊接小车沿环形轨道,从管道的顶部分别相向向下焊接,主要用于焊缝的填充和盖面,工效较单焊炬外焊机更高,是目前主流机型。
管道全位置自动焊的典型工艺是多焊炬内焊机+双焊炬外焊机工艺,该工艺适用于地势较为平坦的地区,工效很高,由1台多焊炬内焊机+5套双焊炬外焊机(每套两台)组成的焊接机组,每天可焊接约60道、规格为φ1 219mm×18mm的焊口。
近十多年来,由于成本较高,管道全位置自动焊技术国内仅在为数不多的长输管道建设工程中得到了应用。
3. 管道自动焊技术在炼油化工装置建设工程的应用
20世纪90年代中期,我国的一些炼油化工施工企业开始着力于自动焊的规模化应用,管道预制工厂化技术应运而生。实现了管道除锈、防腐底漆涂刷、坡口加工和自动焊接的流水作业。采用各个焊接工位的管道旋转和变位装置,应用埋弧焊、气体保护焊等技术,使焊口在水平旋转状态下完成焊接,完成的焊接工作量可占总工程量的40%左右,大大提高了施工效率和质量(见图1和图2)。
为了适应流动性强的作业环境,还可以做成由若干集装箱组成的模块化预制生产线。
目前,多数管道预制厂的自动焊应用只限于转动焊口的焊接,固定焊口焊接仍由手工完成,这是影响生产效率和质量的一个重要环节,也是自动焊将来要解决的一个关键问题。
4. 我国管道自动焊技术应用存在的问题与不足
目前,欧美发达国家,管道自动焊的应用非常普遍,应用比例约占焊接工程量的80%,从事焊接自动设备制造的企业也非常多。而我国管道自动焊的应用比例则要低得多,长输管道自动焊的应用比例不足10%;炼油化工装置管道自动焊的比例也在
30%~40%。
我国管道自动焊技术应用存在的问题主要有以下几个方面:
第一,质量意识差,压工期、压造价现象严重。
第二,进口自动焊设备购置和使用费用高。
第三,国产自动焊设备,特别是全位置自动焊设备,技术水平低,可靠性差。
第四,国产高性能焊接电源和高品质焊接材料研发能力不足。

图1 管道自动焊预制厂

图2 水平转动焊口管道自动焊设备
5. 管道自动焊技术的应用前景及发展方向
(1)应用前景 由于自动焊具有手工焊无法比拟的优势,所以在石油化工管道工程中的应用前景十分广泛,将逐渐成为管道焊接的主要方式。
具体理由如下:
第一,国家的宏观环境对质量的要求不断提高。控制发展速度,提高发展质量已经成为我国的大政方针。粗放发展带来的问题越来越多地引起了政府及社会各界的高度关注,工程建设管理将更加规范,在质量方面的投入也必然增加至合理水平。
第二,劳动力成本快速攀升,优秀焊工资源严重不足。欧美国家自动焊应用比率高的一个重要原因是劳动力成本高,而我国的劳动力成本近年来也一直快速攀升。相比之下,自动焊的性价比不断提高,最终将代替大量的手工焊成为我国管道焊接的主角。
第三,高端自动焊设备和材料的自主研发将助推自动焊技术的应用。行业需求的增加和替代进口技术,既可为从事高端自动焊设备和材料的自主研发企业带来丰厚的利润,同时也对有效降低自动焊成本发挥重要作用。
(2)发展方向 管道焊口主要有活动焊口和固定焊口两种形式。活动焊口的自动焊在我国已经普及,下一步,我国管道自动焊的重点是全位置自动焊技术的推广和应用。
具体思路如下:
第一,加大投入,研发高端焊接电源。目前,由于我国焊接电源生产企业低水平、同质化竞争非常激烈,因此对投入大、研发周期长、技术含量高的高端焊接电源大多望而却步。而率先突破这一瓶颈的企业,必然获得丰厚和长远的回报。
第二,以欧美企业为标杆,研制系列化全位置自动焊装备。欧美企业在管道全位置自动焊设备制造领域已经形成了规格齐全、用途多样的系列化自动焊设备,我们不少企业多年前就进行了尝试,但水平仍处于较低的状态。我们要避免这样的误区:国产化就是技术和元器件的国产化。由于国产元器件在短期内很难与进口件媲美,因此应坚持技术自主研发,元器件国际化的理念,以确保整机性能的可靠性。
第三,立足长远,自主研发新型全位置自动焊设备。在学习国外先进技术和经验的基础上,我们还要争取在自动焊领域实现新的突破。
研发智能化程度更高的全位置自动焊设备:目前的全位置自动焊设备对坡口的质量和组对精度要求非常高,而现场由于诸多因素的影响,有相当数量的焊口无法满足自动焊的要求。因此,需要研制智能化程度更高的焊机来满足这种需要。
研制效率更高的焊机:更高的焊接效率是自动焊技术研发工作的持续追求。中国石油管道局研究院在研制新型自动焊机方面取得了一些实质性进展,值得借鉴:①单弧双丝全位置自动焊机。这是利用国外单弧双丝焊机开发的一种全位置自动焊机,具有坡口小,熔敷率高,速度快的优点。②自保护药芯焊丝全位置自动焊机。该技术利用药芯焊丝自保护焊抗风能力强的特点,非常适于户外作业。③激光/电弧复合全位置自动焊机。该技术利用激光一次穿透能力强的特点,利用熔化极气体保护焊与其结合保证焊缝获得足够的热输入,实现大厚度管道高效焊接(见图3)。
第四,研发高端焊接材料。焊接材料的质量和与母材的匹配性,对全位置自动焊质量的影响较大,目前,主要以进口为主,价格十分昂贵。因此我们的焊接材料生产企业在这个领域也可大有作为。
第五,提高配套设备的技术水平。加强高精度、高效率复合坡口加工机械和管道组对等设备的研制。例如,我国目前只有大口径管道使用了机械式内对口器,而国外公司已经拥有了各种口径的管道内对口器。
第六,加强对外学习和交流。由于种种原因,国内焊接展会的水平与欧美的展会相比,有较大的差距。仅以管道自动焊设备和元器件为例,2013年德国埃森焊接展览会要比同年举办的北京·埃森焊接展更加精彩、丰富。对我国的企业来说,走出去学习非常必要。
同时,加强不同行业之间的学习和交流也非常必要。如长输管道的一些焊接技术,特别是打底焊技术也非常适用于炼油化工管道的焊接,与手工氩弧焊打底相比,效率高得多。
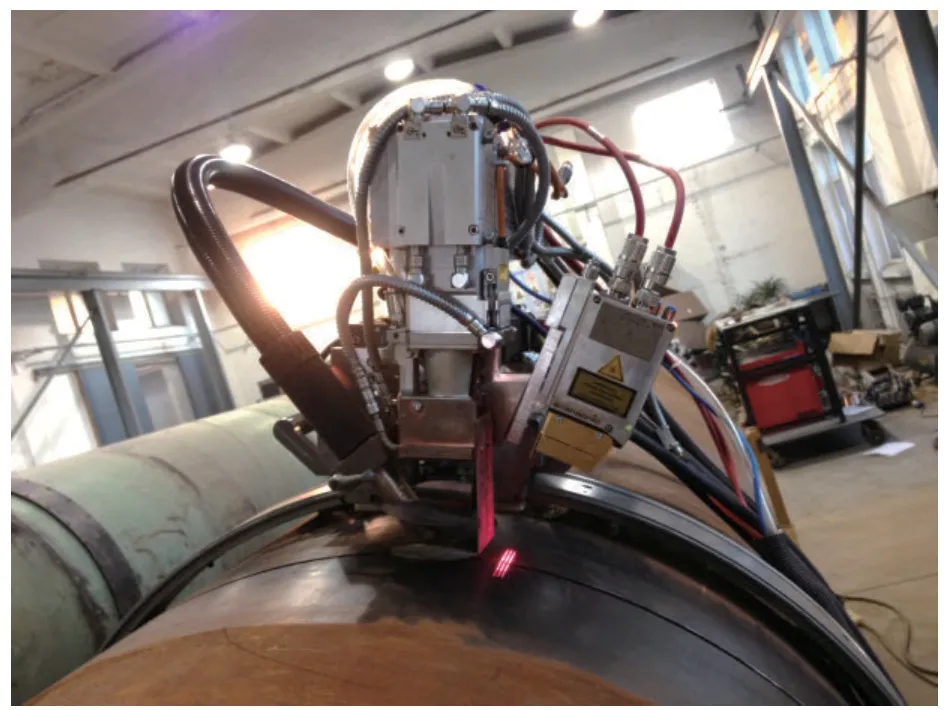
图3 激光/电弧复合焊机
6. 结语
自动焊将毫无争议地成为今后我国石油化工管道焊接的主要手段,为从事焊接设备、材料生产和焊接工程施工的企业带来新的机遇和挑战。投入充分、创新能力强的企业将在新的一轮竞争中获得优势,处于行业的领先地位。
猜你喜欢
机械工程与自动化(2022年4期)2022-08-23
石油化工管理干部学院学报(2021年6期)2021-08-06
装备制造技术(2020年4期)2020-12-25
全面腐蚀控制(2020年3期)2020-02-27
石油化工自动化(2018年5期)2018-11-14
科技风(2018年9期)2018-05-14
石油化工建设(2018年6期)2018-04-22
石油化工建设(2017年1期)2017-05-04
焊接(2016年1期)2016-02-27
焊接(2015年10期)2015-07-18
