
双相不锈钢X2CrNiMoN22-5-3焊接工艺研究
2015-12-27 07:33:36但楚臣张泽
金属加工(热加工) 2015年2期
但楚臣 张泽

1. 概述
我公司承揽的一项出口地铁车体端部底架业务订单,其主体结构采用X2CrNiMoN22-5-3双相不锈钢。该端部底架为箱型梁牵枕缓结构(见图1),整个结构共有300多条焊缝,接头形式主要以对接、T形接、角接为主,工件整体焊接完成后机加工。

图1 X2CrNiMoN22-5-3双相不锈钢端部底架
该端部底架制作的工艺要点:①要保证主要对接焊缝RT探伤I级(EN 12517)合格,T形接头、角接接头焊缝熔合良好。②要合理控制焊接变形,保证焊后各部尺寸满足最终加工的要求。③要保证焊缝焊接完成后铁素体含量δ控制在40%~60%内。因此,必须制定合理的焊接工艺措施来保证产品的焊接质量。
2. 母材焊接性分析及焊材选用
(1)母材性能 该项目用到的母材X2CrNiMoN22-5-3,不仅具有很强的抗晶间腐蚀、缝隙腐蚀、点腐蚀和应力腐蚀裂纹的能力,且焊接性良好,还具有良好的综合力学性能,其化学成分和力学性能如表1、表2所示。
(2)焊接性分析 双相不锈钢焊接需要注意以下两点:
第一,维持适当的组成相比例,以防止出现焊缝金属区及热影响区中铁素体相含量偏高及奥氏体相含量不足(多道焊缝中过多的铁素体含量和粗大晶粒组织对焊缝耐蚀性和韧性产生不良影响),因此焊接过程中要注意监测焊缝中铁素体含量。
第二,铁素体相在一定温度范围内是不稳定的,能析出对韧性和抗腐蚀性有害的高铬碳化物、氮化物、金属间化合物以及σ相,因此需防止有害相的析出。
双相不锈钢中的铁素体在300~525℃之间长期保温会析出高铬α'相,而且在475℃最敏感,使双相不锈钢发生脆化,但由于α'相析出时间较长,故对一般焊接影响不大,但为了减少焊缝脆化的可能性,应限制双相不锈钢工作温度≤250℃。
焊缝中的奥氏体能起到细化晶粒,减少氮化物的析出,提高塑韧性和耐腐蚀性,增强抗裂纹能力及减少多层焊时各层组织的不均匀性等作用,因此含氮的双相不锈钢通常采用的镍比母材高2%~4%和与母材具有相同含氮量的焊接材料(增加奥氏体化的元素),以保证焊缝具有足够的奥氏体量。
(3)焊接方法及焊材选用 适用于双相不锈钢的焊接方法一般有钨极氩弧焊、焊条电弧焊、气体保护焊等,考虑到本项目的母材为5~25mm的中板厚及焊接生产效率,我们选用了熔化极气体保护焊,保护气体为98%Ar+2%CO2。焊接材料选用满足ISO14343标准的G2293NL(即AWS 5.9的ER2209)焊丝,其化学成分如表3所示。
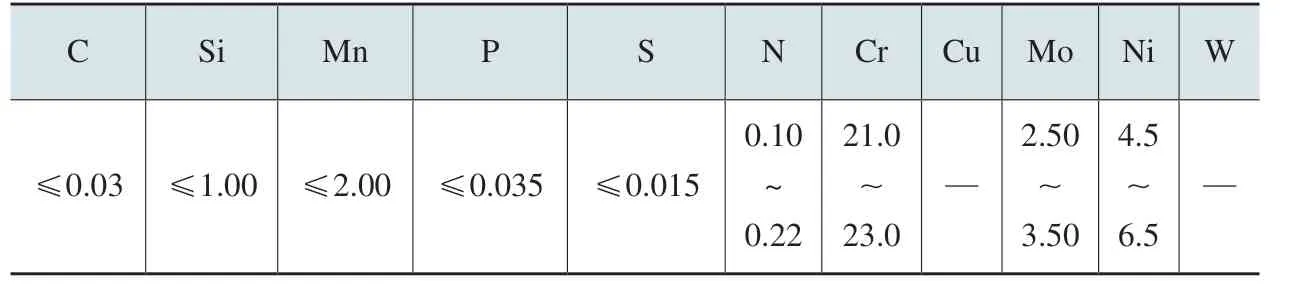
表1 X2CrNiMoN22-5-3 钢化学成分(EN10088-2)(质量分数)(%)
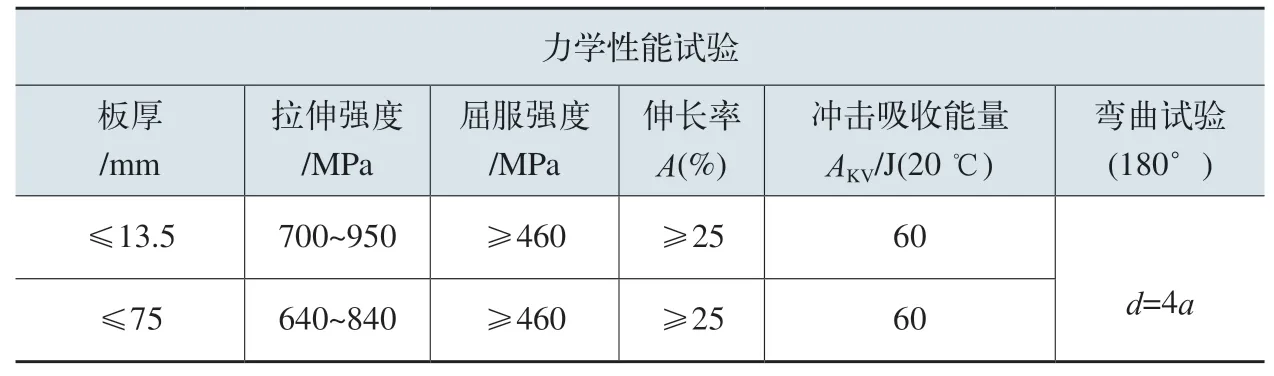
表2 X2CrNiMoN22-5-3钢力学性能(EN10088-2)
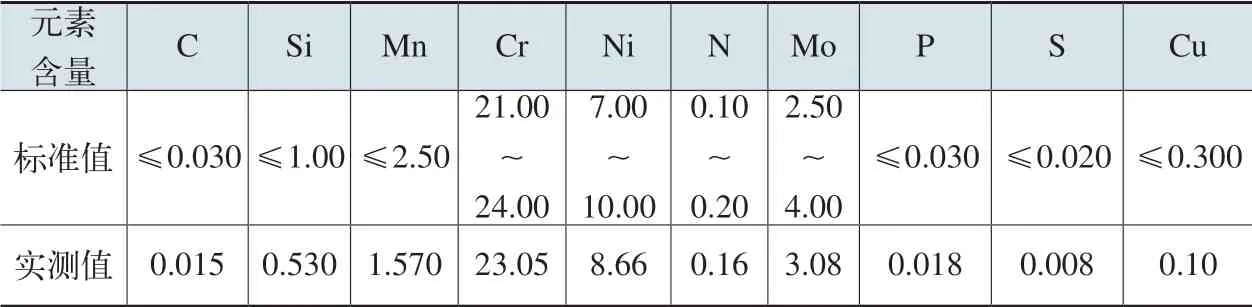
表3 G2293NL 焊丝化学成分(质量分数) (%)
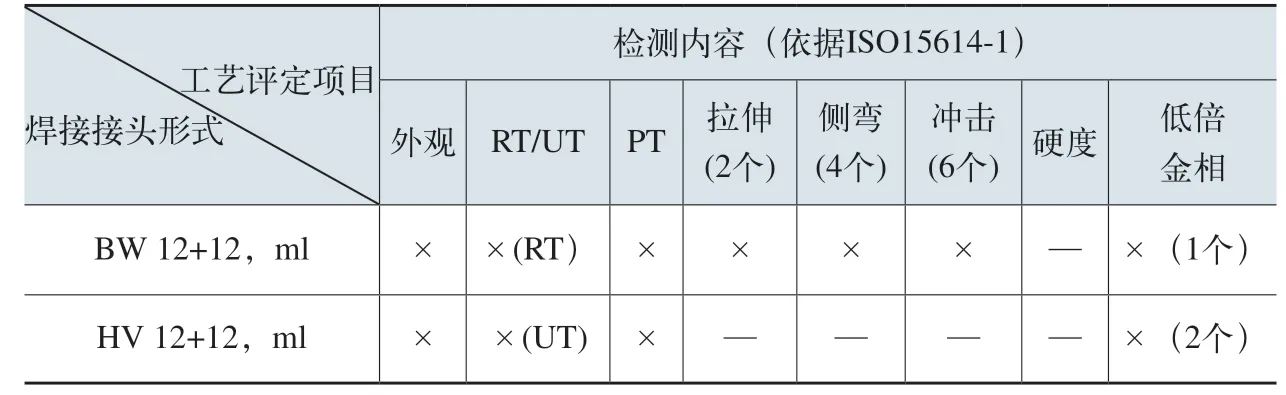
表4 工艺评定项目及检测内容
3. 焊接工艺试验
针对本产品的焊接接头形式,我们选用规格为350mm×150mm×12mm的双相不锈钢板做了V形对接、T形对接焊接工艺评定试验。
工艺评定试验试件焊接完成后,依次按照表4所列对应检测标准进行检测,各项结果均符合标准要求,工艺评定试验结果均合格;同时通过焊缝的显微金相组织观察,在焊缝区与热影响区组织均为奥氏体+铁素体,其中灰色的为铁素体、白色的为奥氏体;在焊缝区:灰色的铁素体含量约为40%,在焊缝热影响区:灰色的铁素体含量约为50% 。 焊缝区与热影响区均保持了与母材相同的组织结构和较为接近的相比例(见图2)。
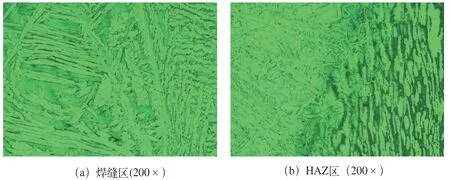
图2 MAG 接头显微组织
4. 焊接接头设计及工艺
(1)典型焊接接头设计 首先,对于12~15mm厚的不锈钢板材对接接头焊缝,选择X形对称坡口,坡口角度85°+5°,如图3所示。
其次,对于T形接头焊缝,单侧开α=50°+5°坡口,如图4所示。
(2)焊接参数 经过工艺分析与焊接试验,焊接参数如表5、表6所示。
(3)焊接注意事项 第一,施焊前,将坡口表面及其两侧20~30mm内用砂轮机进行打磨清理,并用丙酮对焊接坡口及焊丝进行擦洗,以去除其表面的油污、杂质、氧化膜等。
第二,对于厚板对接焊缝,焊接时尽量避免使用直线不做摆动焊接手法,而采用“锯齿形”前进及“月牙形”左右摆动焊接手法,使焊接电弧在焊缝两侧适当位置做片刻停留,并且焊接过程保持焊枪前倾角控制在80°~85°,这样既能够起到搅拌焊缝熔池的作用,也利于焊缝中气体的及时逸出。
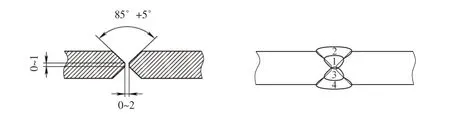
图3 对接接头焊缝焊接坡口准备
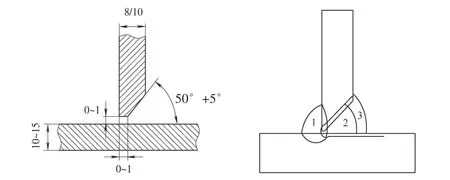
图4 T形接头焊缝焊接坡口准备
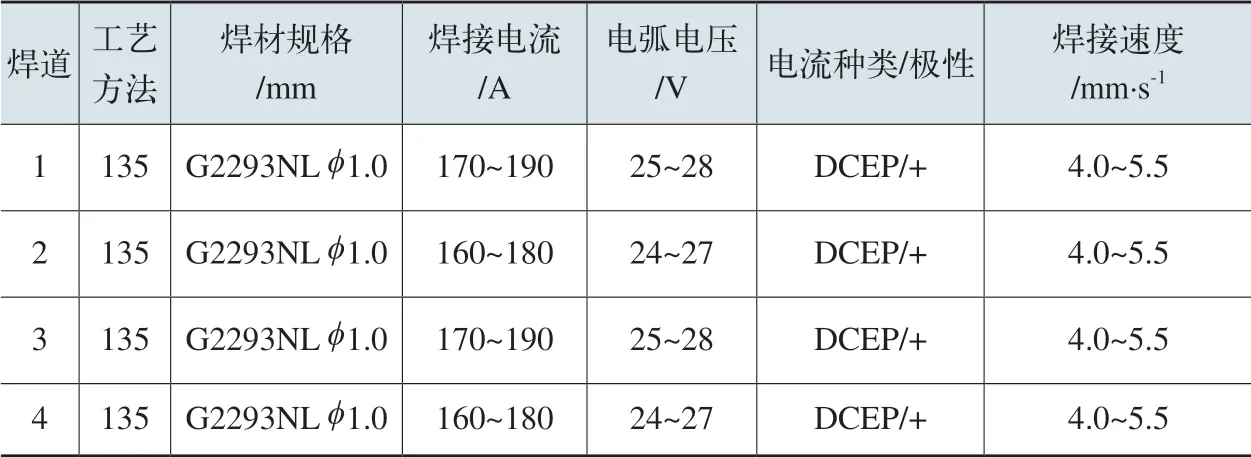
表5 焊接参数(X形对接接头焊缝)
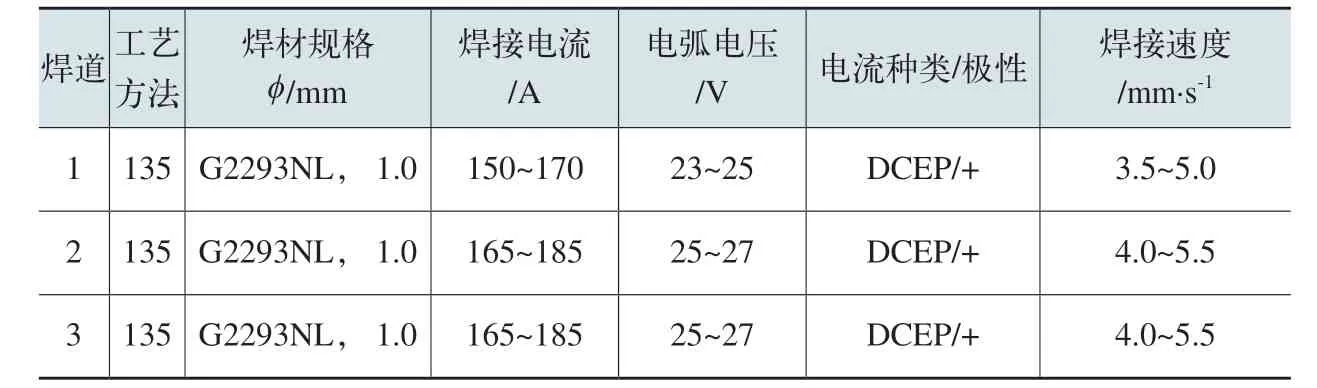
表6 焊接参数(T形接头焊缝)
第三,禁止在母材和已焊焊缝上引弧,因为引弧区冷却速度过大,可能导致引弧区铁素体含量超过80%,这些引弧区很可能会导致局部腐蚀严重,从而导致整个部件整体失效,仅打磨掉受损部位的材料也不足以消除腐蚀区的危险性。
第四,产品焊接过程中一般不需要预热(环境温度<5℃时需要预热),对厚度很大(一般>20mm)的材料可以预热到100~150℃。
第五,厚度<12mm的材料在进行焊接时,层间温度<150℃;厚度>12mm的材料焊接时,层间温度≤180℃。
第六,焊接过程中应根据材料的厚度、焊接接头形式,选择合适的焊接热输入与预热及保温措施。
第七,双向不锈钢热导率小而线膨胀系数大,为控制和减少产品焊接变形,减少调修工作量,应采用分散对称的施焊方法。
第八,母材在搬运与焊接过程中要避免与碳钢、富含铜、锌等的原材料直接接触,以免污染母材及焊缝。
(4)焊接工艺实施及焊后检测 产品在生产过程中严格按照制定的焊接工艺进行焊接,为保证焊接质量,所有焊接操作工均需通过EN287-1 国际焊工考试,获得所焊接部位的焊接资质。焊机统一选用KEMPPI PRO 4200(水冷);每条焊缝焊接完成后,对焊缝依次进行通过VT、PT、铁素体含量检查(要求每条焊缝均匀分布测量6个点,平均值在40%~60%之间);有特殊要求的还要进行RT/UT探伤来验证和保证产品焊接质量;对于产品中的特殊焊缝接头,如角接接头、T形接头、对接接头,我们还针对性的选做了焊缝接头断口低倍宏观金相试验,如图5所示,从宏观金相中可以看出焊缝接头熔合良好,也直接证明我们的焊接工艺是合理的。
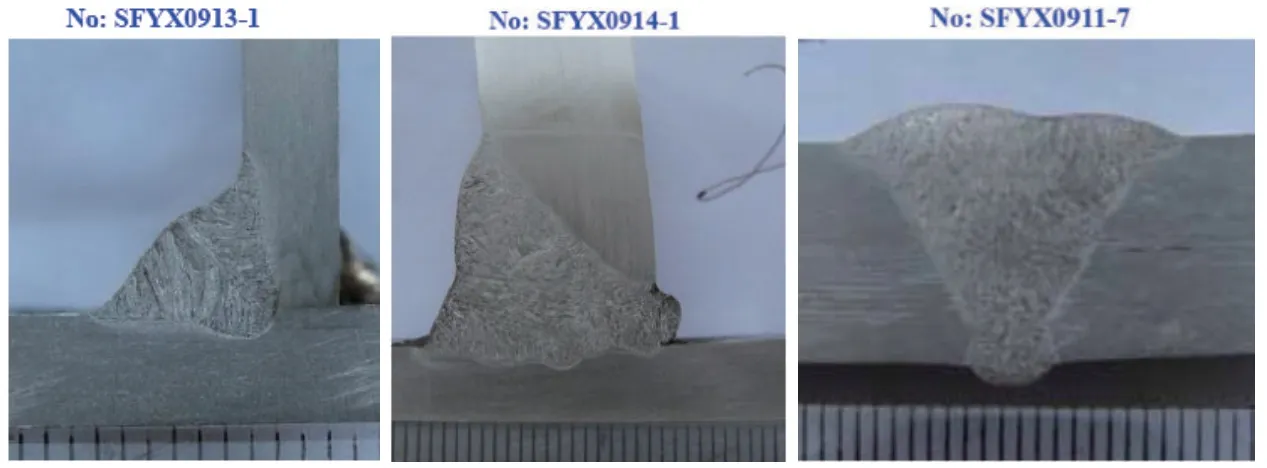
图5 典型焊接接头宏观金相组织
5. 焊后表面处理
(1)酸洗钝化处理 构件焊缝焊接完成后,应采用不锈钢酸洗钝化膏擦洗焊缝表面,去除焊缝及热影响区的表面的氧化皮,使其露出白亮状态或者银白色的金属光泽,再用冷水清洗擦净,以提高焊缝耐腐蚀性。
(2)喷砂处理 由于该项目为焊接加工产品,为了减少焊接残余应力释放引起后续加工变形,同时清理产品制造过程中的表面污物,提高产品抗腐蚀性,故在产品整体加工前后,均采用了表面整体喷砂处理工艺(要求表面清洁度应≥Sa2.5级,表面粗糙度Ra=3~5μm;喷砂处理参数:石英砂规格F1.0~F2.0mm;喷砂压力(0.6~0.7)MPa(6~7kg/cm2);角度45°;距离500~600mm)。
6. 结语
(1)在选定的焊接工艺条件下,产品获得了质量很高的焊接接头,不存在裂纹、未熔合、未焊透、咬边和夹渣等缺陷。焊接工艺评定试验结果显示,接头的各项性能指标均符合对应检测标准要求。
(2)在选定的焊接工艺条件下,焊缝金相组织观察显示,焊缝区与热影响区均保持了与母材相同的组织结构和较为接近的相比例。焊缝金相组织观察和焊接过程中铁素体监测时发现焊缝及热影响区中的铁素体含量平均值均在40%~60%之间,基本与焊缝附近母材中铁素体平均含量一致。
(3)产品在焊接完成后通过采用酸洗钝化与表面喷砂处理工艺,能够提高产品的耐腐蚀性。
(4)根据产品特性选择熔化极气体保护焊焊接工艺来焊接双相不锈钢X2CrNiMoN22-5-3是合理的,产品焊接质量能够满足客户要求,目前已经成功向客户交付了该端部底架600余套。
[1] 陈祝年.焊接工程师手册[M].北京:机械工业出版社,2002.
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:50:42
山东冶金(2022年3期)2022-07-19 03:24:54
中国金属通报(2022年1期)2022-06-02 02:09:56
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
四川冶金(2018年1期)2018-09-25 02:39:24
上海金属(2016年1期)2016-11-23 05:17:28
焊接(2016年8期)2016-02-27 13:05:13
大型铸锻件(2015年4期)2016-01-12 06:35:27
应用科技(2015年5期)2015-12-09 07:10:09
焊接(2015年9期)2015-07-18 11:03:52
